ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к средствам для изготовления цилиндрических элементов, в частности к способу и системе для изготовления обечайки.
УРОВЕНЬ ТЕХНИКИ
В настоящее время в уровне техники известны различные способы и системы для изготовления обечайки из различных материалов.
Один из иллюстративных примеров способа и системы для изготовления обечайки описан в патенте РФ №209510 (далее RU 209510), опубликованном 16 марта 2022 года). В частности, в патенте RU 209510 раскрыт способ изготовления обечайки, согласно которому: (i) помещают предварительно обработанный полимерный лист в автоматизированный станок с ЧПУ «Wegener SM 440» для соединения сваркой стыков этого полимерного листа с получением цилиндрической детали из полимерного материала; (ii) помещают полученную цилиндрическую деталь в намоточный станок «СГН-600/2400» для осуществления обмотки указанной цилиндрической детали пропитанным смолой стекловолокном, выполняющим функцию внутреннего слоя пропитанного смолой стекловолокна; (iii) по всему периметру на указанную цилиндрическую деталь с намотанным на нее пропитанным смолой стекловолокном натягивают металлическую армирующую сетку с обеспечением ее скрепления с указанным пропитанным смолой стекловолокном с помощью крепежных средств; и (iv) поверх указанной металлической армирующей сетки наносят пропитанное смолой стекловолокно, выполняющее функцию внешнего слоя пропитанного смолой стекловолокна, с использованием намоточного станка «СГН-600/2400».
Один из недостатков известного способа или известной системы для изготовления обечайки заключается в том, что они требуют перемещения используемой для изготовления обечайки детали одной технологической операции к другой технологической операции с обеспечением ее надлежащего позиционирования на каждой такой технологической операции по отношению к рабочему органу функционального устройства, обеспечивающего возможность осуществления указанной технологической операции.
Следовательно, основная техническая проблема, решаемая настоящим изобретением, состоит в создании способа и системы для изготовления обечайки, в которых по меньшей мере частично устранен обозначенный выше недостаток известных способа и системы для изготовления обечайки, заключающийся в необходимости точного позиционирования используемой для изготовления обечайки детали на каждой технологической операции по отношению к рабочего органу функционального устройства, обеспечивающего возможность осуществления указанной технологической операции.
Дополнительная техническая проблема, решаемая настоящим изобретением, состоит в расширении арсенала средств для изготовления обечаек.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в создании способа и системы для изготовления обечайки, решающих по меньшей мере обозначенную выше техническую проблему.
Еще одна задача настоящего изобретения состоит в создании альтернативных способа и системы для изготовления обечайки по отношению к известным в уровне техники способам и системам для изготовления обечаек.
Каждая из поставленных задач решена в первом аспекте настоящего изобретения благодаря тому, что предложенный способ изготовления обечайки включает этапы, согласно которым: (i) вращают оправку посредством вращающего устройства; (ii) перемещают экструзионное устройство по отношению к вращаемой оправке с обеспечением возможности нанесения на нее расплавленного термопласта; (iii) перемещают кашировальное устройство по отношению к вращаемой оправке с обеспечением возможности каширования указанного нанесенного термопласта; и (iv) перемещают намоточное устройство по отношению к вращаемой оправке с обеспечением возможности намотки стеклоровинга на указанный каптированный термопласт для получения обечайки на указанной оправке.
Каждая из поставленных задач решена во втором аспекте настоящего изобретения благодаря тому, что предложенная система для изготовления обечайки содержит: (i) вращающее устройство, выполненное с возможностью соединения с оправкой с обеспечением возможности ее вращения; (ii) экструзионное устройство, выполненное с возможностью перемещения по отношению к указанной вращаемой оправке с обеспечением возможности нанесения на нее расплавленного термопласта; (iii) кашировальное устройство, выполненное с возможностью перемещения по отношению к указанной вращаемой оправке с обеспечением возможности каширования указанного нанесенного термопласта; и (iv) намоточное устройство, выполненное с возможностью перемещения по отношению к указанной вращаемой оправке с обеспечением возможности намотки стеклоровинга на указанный каптированный термопласт для получения обечайки на указанной оправке.
Способ изготовления обечайки согласно первому аспекту настоящего изобретения и система для изготовления обечайки согласно второму аспекту настоящего изобретения обеспечивают каждый технический результат, заключающийся в повышении качества изготовления обечайки. В частности, повышенное качество изготовления обечайки обусловлено перемещением экструзионного устройства, кашировального устройства и намоточного устройства по отношению к оправке, вращаемой посредством вращающего устройства, что обеспечивает соответственно равномерное нанесение расплавленного термопласта на оправку, равномерное каширование нанесенного на оправку термопласта и равномерную намотку стеклоровинга на сформированный на оправке каптированный термопласт.
Способ изготовления обечайки согласно первому аспекту настоящего изобретения и система для изготовления обечайки согласно второму аспекту настоящего изобретения обеспечивают каждый дополнительный технический результат, заключающийся в обеспечении возможности изготовления обечайки.
Способ изготовления обечайки согласно первому аспекту настоящего изобретения и система для изготовления обечайки согласно второму аспекту настоящего изобретения обеспечивают каждый дополнительный технический результат, заключающийся в повышении прочности обечайки. В частности, повышенная прочность обечайки обусловлена тем, что в состав изготовленной обечайки входит термопласт, внутренняя поверхность которого является инертной практически по отношению к любой жидкости (в том числе к маслу, щелочи, пресной воде, соленой воде, кислоте и т.д.), минимизируя тем самым вероятность разрушения материала обечайки при его взаимодействии с указанной жидкостью, и стеклопластик, который придает указанной обечайке повышенную прочность. Кроме того, повышенная прочность изготавливаемой обечайки обеспечивает увеличение срока эксплуатации или срока службы такой обечайки.
Вышеуказанные технические преимущества заявленной группы изобретений не является ограничивающими. Дополнительные преимущества заявленной группы изобретений и отдельных изобретений в указанной группе, в том числе их частных вариантов реализации, будут ясны специалисту из приведенного ниже подробного описания настоящего изобретения и прилагаемых чертежей, поясняющих сущность настоящего изобретения. В частности, в зависимости от конкретного варианта реализации настоящего изобретения оно может обеспечивать ускорение процесса изготовления обечайки, упрощение процесса изготовления обечайки, улучшение технических характеристик или параметров изготавливаемой обечайки, повышение универсальности изготавливаемой обечайки, повышение надежности изготавливаемой обечайки и т.п..
Согласно одному из вариантов реализации настоящего изобретения, расплавленный термопласт в предложенном способе могут наносить на оправку с использованием прижимного приспособления. Нанесение расплавленного термопласта на оправку с использованием прижимного приспособления также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет получения равномерно нанесенного слоя термопласта на оправке без образования впадин и/или возвышений.
Согласно другому варианту реализации настоящего изобретения, каширование в предложенном способе может включать нанесение адгезионного слоя на основе тканого или нетканого материала на указанный нанесенный на оправку термопласт.
Согласно еще одному варианту реализации настоящего изобретения, наносимый текстильный материал в предложенном способе могут предварительно натягивать с использованием натяжного приспособления. Натяжение текстильного материала, наносимого на нанесенный на оправку термопласт, с использованием натяжного приспособления также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет получения равномерно нанесенного слоя текстильного материала на ранее нанесенном на оправку слое термопласта.
Согласно иному варианту реализации настоящего изобретения, в предложенном способе могут дополнительно контролировать степень натяжения текстильного материала, наносимого на нанесенный на оправку термопласт, с использованием датчика натяжения. Контроль степени натяжения текстильного материала, наносимого на нанесенный на оправку термопласт, с использованием датчика натяжения также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет получения равномерно нанесенного слоя текстильного материала на ранее нанесенном на оправку слое термопласта.
Согласно некоторому варианту реализации настоящего изобретения, в предложенном способе перед нанесением текстильного материала нанесенный на оправку термопласт могут дополнительно нагревать до заданной температуры с использованием нагревателя. Нагрев нанесенного на оправку термопласта перед нанесением на него текстильного материала также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет более равномерного и более плотного приклеивания указанного текстильного материала к указанному нанесенному на оправку термопласту.
Согласно некоторому другому варианту реализации настоящего изобретения, в предложенном способе перед осуществлением намотки стеклоровинга на кашированный термопласт указанный стеклоровинг могут дополнительно пропитывать предварительно нагретой смолой. Пропитка стеклоровинга предварительно нагретой смолой также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет более равномерного и более плотного приклеивания указанного стеклоровинга к текстильному материалу, нанесенному на слой термопласта оправки.
Согласно некоторому иному варианту реализации настоящего изобретения, в предложенном способе перед осуществлением намотки стеклоровинга на кашированный термопласт оправки могут дополнительно наносить предварительно нагретую смолу. Нанесение предварительно нагретой смолы на кашированный термопласт оправки перед осуществлением намотки стеклоровинга на указанный кашированный термопласт оправки также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет более равномерного и более плотного приклеивания указанного стеклоровинга к текстильному материалу, нанесенному на слой термопласта оправки.
Согласно иным вариантам реализации настоящего изобретения, в предложенном способе предварительно нагретую смолу могут наносить путем распыления на кашированный термопласт оправки с использованием распыляющего приспособления. Нанесение предварительно нагретой смолы на кашированный термопласт оправки с использованием распыляющего приспособления также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет более равномерного покрытия кашированного термопласта смолой, выполняющей функцию связующего, и, следовательно, более равномерного и более плотного приклеивания стеклоровинга к текстильному материалу, нанесенному на слой термопласта оправки.
Согласно некоторым иным вариантам реализации настоящего изобретения, в предложенном способе экструзионное устройство, кашировальное устройство и намоточное устройство могут перемещать по одному и тому же пути перемещения или по одной и той же направляющей под управлением управляющего устройства. Перемещение экструзионного устройства, кашировального устройства и намоточного устройства по одному и тому же пути перемещения или по одной и той же направляющей под управлением управляющего устройства также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет соответственно более равномерного нанесения расплавленного термопласта на оправку, более равномерного каширования нанесенного на оправку термопласта и более равномерной намотки стеклоровинга на сформированный на оправке кашированный термопласт.
Согласно некоторым другим вариантам реализации настоящего изобретения, в предложенном способе могут дополнительно перемещать покрасочное устройство по отношению к вращаемой оправке с обеспечением возможности нанесения краски на полученную обечайку. Перемещение покрасочного устройства по отношению к вращаемой оправке с обеспечением возможности нанесения краски на полученную обечайку также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет того, что краска обеспечивает дополнительную защиту кашированного термопласта с нанесенным на него стеклоровингом от воздействия на него внешней среды. Кроме того, перемещение покрасочного устройства по отношению к вращаемой оправке с обеспечением возможности нанесения краски на полученную обечайку также вносит свой вклад в сформулированный выше дополнительный технический результат, заключающийся в повышении прочности обечайки, в частности за счет предотвращения воздействия внешней среды на материал обечайки и, следовательно, предотвращения его разрушения.
Согласно различным вариантам реализации настоящего изобретения, в предложенном способе могут дополнительно перемещать отрезное устройство по отношению к вращаемой оправке с обеспечением возможности отрезания по меньшей мере одной части от полученной обечайки или возможности разрезания полученной обечайки по меньшей мере в одном месте. Перемещение отрезного устройства по отношению к вращаемой оправке с обеспечением возможности отрезания по меньшей мере одной части от полученной обечайки или возможности разрезания полученной обечайки по меньшей мере в одном месте также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет возможности отрезания деформированных, поврежденных и/или некачественно изготовленных частей обечайки.
Согласно различным другим вариантам реализации настоящего изобретения, в предложенном способе покрасочное устройство и отрезное устройство могут перемещать по одному и тому же пути перемещения или по одной и той же направляющей под управлением управляющего устройства. Перемещение покрасочного устройства и отрезного устройства по одному и тому же пути перемещения или по одной и той же направляющей под управлением управляющего устройства также вносит свой вклад в сформулированный выше технический результат, заключающийся в повышении качества изготовления обечайки, в частности за счет соответственно более равномерного нанесения краски на оправку и более точного разрезания указанной покрашенной оправки.
В одном из вариантов реализации настоящего изобретения предложенная система может дополнительно содержать покрасочное устройство, выполненное с возможностью перемещения по отношению к вращаемой оправке с обеспечением возможности нанесения краски на полученную обечайку.
В другом варианте реализации настоящего изобретения предложенная система может дополнительно содержать отрезное устройство, выполненное с возможностью перемещения по отношению к вращаемой оправке с обеспечением возможности отрезания по меньшей мере одной части от полученной обечайки или возможности разрезания полученной обечайки по меньшей мере в одном месте.
Еще в одном варианте реализации настоящего изобретения экструзионное устройство, кашировальное устройство и намоточное устройство в предложенной системе могут быть установлены на одной и той же направляющей с возможностью последовательного перемещения по ней под управлением управляющего устройства.
В ином варианте реализации настоящего изобретения покрасочное устройство и отрезное устройство в предложенной системе могут быть установлены на одной и той же направляющей с возможностью последовательного перемещения по ней под управлением управляющего устройства.
В некотором варианте реализации настоящего изобретения экструзионное устройство в предложенной системе может быть дополнительно снабжено прижимным приспособлением, выполненным с возможностью прижатия расплавленного термопласта к оправке.
В некотором другом варианте реализации настоящего изобретения предложенная система может дополнительно содержать прижимное приспособление, выполненное с возможностью прижатия расплавленного термопласта к оправке.
В некотором ином варианте реализации настоящего изобретения экструзионное устройство в предложенной системе может быть выполнено с возможностью нанесения текстильного материала на нанесенный на оправку термопласт при осуществлении каширования.
В различных вариантах реализации настоящего изобретения экструзионное устройство в предложенной системе может быть дополнительно снабжено натяжным приспособлением, выполненным с возможностью натяжения текстильного материала при его нанесении на нанесенный на оправку термопласт.
В различных иных вариантах реализации настоящего изобретения экструзионное устройство в предложенной системе может быть дополнительно снабжено датчиком натяжения, выполненным с возможностью контроля степени натяжения наносимого текстильного материала.
В различных других вариантах реализации настоящего изобретения предложенная система может дополнительно содержать натяжное приспособление, выполненное с возможностью натягивания текстильного материала при его нанесении на нанесенный на оправку термопласт.
В некоторых вариантах реализации настоящего изобретения предложенная система может дополнительно содержать датчик натяжения, выполненный с возможностью контроля степени натяжения наносимого текстильного материала.
В некоторых иных вариантах реализации настоящего изобретения экструзионное устройство в предложенной системе может быть дополнительно снабжено нагревателем, выполненным с возможностью нагревания нанесенного на оправку термопласта до заданной температуры при нанесении текстильного материала на указанный нанесенный на оправку термопласт.
В некоторых других вариантах реализации настоящего изобретения предложенная система может дополнительно содержать нагреватель, выполненный с возможностью нагревания нанесенного на оправку термопласта до заданной температуры при нанесении текстильного материала на указанный нанесенный на оправку термопласт.
В других вариантах реализации настоящего изобретения намоточное устройство в предложенной системе может дополнительно содержать пропитывающее приспособление, выполненное с возможностью пропитывания стеклоровинга предварительно нагретой смолой или возможностью нанесения предварительно нагретой смолы на стеклоровинг при осуществлении намотки указанного стеклоровинга на кашированный термопласт оправки.
В иных вариантах реализации настоящего изобретения предложенная система может дополнительно содержать пропитывающее приспособление, выполненное с возможностью пропитывания стеклоровинга предварительно нагретой смолой или возможностью нанесения предварительно нагретой смолы на стеклоровинг при осуществлении намотки указанного стеклоровинга на кашированный термопласт оправки.
Согласно одному из вариантов реализации настоящего изобретения, намоточное устройство в предложенной системе может дополнительно содержать распыляющее приспособление, выполненное с возможностью нанесения путем распыления предварительно нагретой смолы на кашированный термопласт оправки перед осуществлением намотки стеклоровинга на указанный кашированный термопласт оправки.
Согласно другому варианту реализации настоящего изобретения, предложенная система может дополнительно содержать распыляющее приспособление, выполненное с возможностью нанесения путем распыления предварительно нагретой смолы на кашированный термопласт оправки перед осуществлением намотки стеклоровинга на указанный кашированный термопласт оправки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, которые приведены для обеспечения лучшего понимания сущности настоящего изобретения, составляют часть настоящего документа и включены в него для иллюстрации нижеописанных вариантов реализации и аспектов настоящего изобретения. Прилагаемые чертежи в сочетании с приведенным ниже описанием служат для пояснения сущности настоящего изобретения, при этом на чертежах:
на фиг. 1 показана структурная схема системы для изготовления обечайки согласно настоящему изобретению;
на фиг. 2 показана структурная схема экструзионного устройства в составе системы для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1;
на фиг. 2а показан функциональный модуль для нанесения расплавленного термопласта на оправку, входящий в состав экструзионного устройства, показанного на фиг. 2;
на фиг. 3 показана структурная схема кашировального устройства в составе системы для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1;
на фиг. 3а показан функциональный модуль для натяжения текстильного материала, входящий в состав кашировального устройства, показанного на фиг. 3;
на фиг. 4 показана структурная схема намоточного устройства в составе системы для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1;
на фиг. 5 показана структурная схема покрасочного устройства в составе системы для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1;
на фиг. 6 показана структурная схема отрезного устройства в составе системы для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1;
на фиг. 6а показан функциональный модуль для резки обечайки, входящий в состав отрезного устройства, показанного на фиг. 6;
на фиг. 7 показана блок-схема, иллюстрирующая основные операции способа изготовления обечайки согласно настоящему изобретению.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Ниже описаны некоторые примеры возможных вариантов реализации настоящего изобретения, при этом не следует считать, так что приведенное ниже описание определяет или ограничивает объем настоящего изобретения.
На фиг. 1 показан один из вариантов реализации системы 1000 согласно настоящему изобретению для изготовления обечайки, содержащей следующие основные функциональные устройства: (i) вращающее устройство 100, выполненное с возможностью скрепления или соединения с оправкой 10 с обеспечением возможности ее вращения с заданной скоростью вращения; (ii) экструзионное устройство 200, выполненное с возможностью перемещения по отношению к оправке 10, вращаемой посредством вращающего устройства 100, с обеспечением возможности нанесения расплавленного термопласта на указанную вращаемую оправку 10; (iii) кашировальное устройство 300, выполненное с возможностью перемещения по отношению к оправке 10, вращаемой посредством вращающего устройства 100, с обеспечением возможности каширования термопласта, нанесенного на оправку 10 посредством экструзионного устройства 200; и (iv) намоточное устройство 400, выполненное с возможностью перемещения по отношению к оправке 10, вращаемой посредством вращающего устройства 100, с обеспечением возможности намотки стеклоровинга на кашированный термопласт, полученный в результате каширования нанесенного на оправку термопласта с использованием кашировального устройства 300, для формирования или получения обечайки (не показана) на оправке 10. Таким образом, обечайка, полученная или сформированная на оправке 10 в результате работы по меньшей мере экструзионного устройства 200, кашировального устройства 300 и намоточного устройства 400, каждый из которых последовательно наматывает или наносит соответствующий функциональный слой на оправку 10, может быть снята с оправки 10 и использована любым целевым образом.
В одном из вариантов реализации настоящего изобретения экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 могут быть установлены на одинаковом или равном расстоянии по отношению к обрабатываемой оправке 10, что способствует повышению качества изготовления обечайки, формируемой на оправке 10 в результате реализации указанными функциональными устройствами своих функциональных возможностей. В другом варианте реализации настоящего изобретения экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 могут иметь совпадающие (т.е. одни и те же) место начала своего перемещения и место завершения своего перемещения по отношению к оправке 10, вращаемой с помощью вращающего устройства 100, что также способствует повышению качества изготовления обечайки, формируемой на оправке 10 в результате реализации указанными функциональными устройствами своих функциональных возможностей.
Следует отметить, что вращающее устройство 100 может также обеспечивать возможность изменения направления вращения оправки 10, скрепленной или соединенной с вращающим устройством 100.
Оправка 10 предпочтительно имеет форму полого цилиндра или открытого с торцов цилиндрического барабана. Кроме того, оправка 10 предпочтительно выполнена из металла, но в качестве альтернативы может быть выполнена из полимера или любого иного подходящего материала, известного в уровне техники. Следует также отметить, что оправка 10 может быть снабжена центральной осью, соединенной с возможностью вращения одним концом со стационарной опорой и соединенной другим (противоположным) концом с вращающим устройством 100 с обеспечением возможности вращения оправки 10 при приведении в действие вращающего устройства 100.
Кроме того, как показано на фиг. 1, система 1000 содержит следующие вспомогательные или дополнительные функциональные устройства: (v) покрасочное устройство 500, выполненное с возможностью перемещения по отношению к оправке 10, вращаемой посредством вращающего устройства 100, с обеспечением возможности нанесения краски на обечайку, полученную в результате работы намоточного устройства 400, и содержит отрезное устройство 600, выполненное с возможностью перемещения по отношению к оправке 10, вращаемой посредством вращающего устройства 100, с обеспечением возможности отрезания по меньшей мере одной части от покрашенной обечайки, полученной в результате работы покрасочного устройства 500, или возможности разрезания указанной полученной обечайки по меньшей мере в одном месте. В одном из вариантов реализации настоящего изобретения система 1000 может и не содержать покрасочное устройство 500 и отрезное устройство 600 или может содержать по меньшей мере одно из них.
Следует отметить, что каждое функциональное устройство системы 1000 из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 работает под управлением управляющего устройства (не показано), входящего в состав системы 1000.
Каждое функциональное устройство системы 1000 из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 содержит свой модуль управления или блок управления, соединенный с возможностью обмена данными с управляющим устройством системы 1000 и выполненный с возможностью приема управляющих инструкций от управляющего устройства системы 1000 с обеспечением возможности управления работой указанного функционального устройства (например, с обеспечением включения функционального устройства, выключения функционального устройства, изменения одной или более технических характеристик или рабочих параметров функционального устройства, включения/выключения одного или более функциональных модулей/блоков, входящих в состав функционального устройства, включения/выключения одного или более датчиков, входящих в состав функционального устройства, и т.п..) в ответ на указанные принятые управляющие инструкции. В частности, блок управления (не показан) для управления экструзионным устройством 200 может быть выполнен, например, в виде специальной управляющей микросхемы, управляющего микроконтроллера или любого иного подходящего электронного управляющего устройства, предварительно запрограммированного управлять работой экструзионного устройства 200. Кроме того, блок управления (не показан) для управления кашировальным устройством 300 может быть выполнен, например, в виде специальной управляющей микросхемы, управляющего микроконтроллера или любого иного подходящего электронного управляющего устройства, предварительно запрограммированного управлять работой кашировального устройства 300. Кроме того, блок управления (не показан) для управления намоточным устройством 400 может быть выполнен, например, в виде специальной управляющей микросхемы, управляющего микроконтроллера или любого иного подходящего электронного управляющего устройства, предварительно запрограммированного управлять работой намоточного устройства 400. Кроме того, блок управления (не показан) для управления покрасочным устройством 500 может быть выполнен, например, в виде специальной управляющей микросхемы, управляющего микроконтроллера или любого иного подходящего электронного управляющего устройства, предварительно запрограммированного управлять работой покрасочного устройства 500. Кроме того, блок управления (не показан) для управления отрезным устройством 600 может быть выполнен, например, в виде специальной управляющей микросхемы, управляющего микроконтроллера или любого иного подходящего электронного управляющего устройства, предварительно запрограммированного управлять работой отрезного устройства 600.
В частности, блок управления в каждом функциональном устройстве системы 1000 из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 может представлять собой совокупность аппаратных и программных средств, обеспечивающих выполнение заданных функций или функциональных возможностей, описанных в данном документе в отношении указанного функционального устройства. В частности, блок управления в каждом функциональном устройстве системы 1000 из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 может представлять собой микроконтроллер, процессор или любое иное подходящее вычислительное устройство, выполненное с возможностью получения доступа к управляющим программным инструкциям с обеспечением возможности их исполнения для осуществления функциональных возможностей, описанных в данном документе в отношении указанного функционального устройства.
Кроме того, блок управления в каждом функциональном устройстве системы 1000 из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 может иметь или может получать доступ по меньшей мере к одной удаленной базе данных (не показана) посредством сети связи или иным способом, предусматривающим использование по меньшей мере одного из средств беспроводной связи, известных в уровне техники, либо может содержать по меньшей мере одну локальную базу данных, хранящуюся в памяти такого блока управления, или может получать данные из локальной базы данных, хранящейся на локальном запоминающем устройстве, к которому указанный блок управления может иметь доступ или может получить доступ.
Управляющее устройство системы 1000, которое может быть использовано для выдачи управляющих инструкций на один или более из блока управления экструзионного устройства 200, блока управления кашировального устройства 300, блока управления намоточного устройства 400, блока управления покрасочного устройства 500 и блока управления отрезного устройства 600 для удаленного управления работой функциональных устройств, блоки управления которых приняли указанные управляющие инструкции, может быть выполнено, например, в виде пульта управления, управляющего сервера, персонального компьютера, переносного пользовательского устройства (например, планшета, ноутбука, смартфона, нетбука или т.п..). В частности, управляющее устройство системы 1000 может быть предпочтительно реализовано в виде одиночного сервера, который может быть выполнен в виде, например, сервера Dell™ PowerEdge™, на котором может быть использована операционная система Ubuntu Server или Windows Server.
Как показано на фиг. 1, экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 установлены каждое на одной и той же линейной направляющей 800 посредством соответствующей каретки (не показана) таким образом, что экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 могут быть перемещены друг за другом или могут совершать прямолинейное перемещение друг за другом по отношению к оправке 10, приводимой во вращение посредством вращающего устройства 100, по меньшей мере из одного и того же первоначального местоположения на линейной направляющей 800, в котором каждое из указанных основных функциональных устройств 200, 300, 400 включается или приводится в действие (активируется) посредством управляющего устройства системы 1000, с обеспечением реализации функционального назначения этого основного функционального устройства и которое по сути соответствует началу оправки 10, в одно и то же конечное местоположение на линейной направляющей 800, в котором каждое из указанных основных функциональных устройств 200, 300, 400 деактивируется или выключается посредством управляющего устройства системы 1000 и которое по сути соответствует концу оправки 10.
Следует отметить, что экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 последовательно перемещаются каждое в деактивированном состоянии на своей каретке (не показана) под управлением управляющего устройства системы 1000, соединенного с указанной кареткой с возможностью управления ее работой, из своего первоначального места стоянки, находящегося на линейной направляющей 800 до оправки 10 (см. на фиг. 1 справа), в одно и то же первоначальное местоположение на линейной направляющей 800 (отмечено на фиг. 1 вертикальной линией). Следует также отметить, что экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 последовательно перемещаются каждое в деактивированном состоянии на своей каретке (не показана) под управлением управляющего устройства системы 1000 из одного и того же конечного местоположения на линейной направляющей 800 в свое конечное место стоянки, находящееся на линейной направляющей 800 после оправки 10, при этом экструзионное устройство 200, которое перемещается первым по линейной направляющей 800 по отношению к вращаемой оправке 10 под управлением управляющего устройства системы 1000, оказывается размещенным в месте 810 стоянки, кашировальное устройство 300, которое перемещается вторым или перемещается после экструзионного устройства 200 по линейной направляющей 800 по отношению к вращаемой оправке 10 под управлением управляющего устройства системы 1000, оказывается размещенным в месте 820 стоянки, а намоточное устройство 400, которое перемещается третьим (последним) или перемещается после кашировального устройства 300 по линейной направляющей 800 по отношению к вращаемой оправке 10 под управлением управляющего устройства системы 1000, оказывается размещенным в месте 830 стоянки. Таким образом, экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 по сути поочередно (один за другим через заданный период времени, контролируемый управляющим устройством системы 1000) проходят по линейной направляющей 800 по отношению к вращаемой оправке 10 один и тот же путь, равный расстоянию между первоначальным местоположением на линейной направляющей 800 и конечным местоположением на линейной направляющей 800, при этом указанной расстояние, пройденное каждым основным функциональным устройством системы 1000, по сути соответствует протяженности части оправки 10, которая будет обработана указанным функциональным устройством системы 1000 при реализации его назначения, описанного в данном документе.
Как показано на фиг. 1, линейная направляющая 800 снабжена датчиком 840 конечного положения, соединенным с возможностью обмена данными с управляющим устройством системы 1000. Датчик 840 конечного положения, установленный на линейной направляющей 800, выполнен с возможностью определения, достигло ли экструзионное устройство 200, кашировальное устройство 300 или намоточное устройство 400 конечного местоположения на линейной направляющей 800, с обеспечением возможности выдачи на управляющее устройство системы 1000 предупредительного сигнала, указывающего на достижение конечного местоположения одним из указанных основных функциональных устройств, при этом управляющее устройство системы 1000 в ответ на указанный предупредительный сигнал датчика 840 конечного положения выдает управляющие инструкции на блок управления указанного основного функционального устройства с обеспечением возможности деактивации или выключения этого основного функционального устройства и возможности перемещения, посредством каретки, этого основного функционального устройства в выключенном состоянии по линейной направляющей 800 в конечное место парковки, соответствующее указанному основному функциональному устройству.
Кроме того, как показано на фиг. 1, экструзионное устройство 200 снабжено датчиком 270 начального положения, соединенным с возможностью обмена данными с управляющим устройством системы 1000, кашировальное устройство 300 снабжено датчиком 340 начального положения, соединенным с возможностью обмена данными с управляющим устройством системы 1000, а намоточное устройство 400 снабжено датчиком 480 начального положения, соединенным с возможностью обмена данными с управляющим устройством системы 1000. Датчик 270 начального положения, установленный на экструзионном устройстве 200, датчик 340 начального положения, установленный на кашировальном устройстве 300, и датчик 480 начального положения, установленный на намоточном устройстве 400, выполнены каждый с возможностью определения, достигло ли соответственно экструзионное устройство 200, кашировальное устройство 300 или намоточное устройство 400 начального местоположения на линейной направляющей 800, с обеспечением возможности выдачи на управляющее устройство системы 1000 предупредительного сигнала, указывающего на достижение начального местоположения одним из указанных основных функциональных устройств, при этом управляющее устройство системы 1000 в ответ на предупредительный сигнал датчика начального положения одного из указанных основных функциональных устройств выдает управляющие инструкции на блок управления этого основного функционального устройства с обеспечением возможности активации или включения этого основного функционального устройства и возможности перемещения, посредством каретки, этого основного функционального устройства во включенном состоянии по линейной направляющей 800 вдоль вращаемой оправки 10 в сторону датчика 840 конечного положения, установленного на указанной линейной направляющей 800.
Следует отметить, что в системе 1000 управляющее устройство системы 1000 предпочтительно управляет работой вращающего устройства 100, работой экструзионного устройства 200, работой кашировального устройства 300, работой намоточного устройства 400, работой покрасочного устройства 500 и работой отрезного устройства 600 путем выдачи управляющих инструкций на соответствующие блоки управления таким образом, что указанные функциональные устройства системы 1000 имеют по существу одну и ту же скорость перемещения по отношению вращаемой оправке 10, а вращающее устройство 100 обеспечивает вращение оправки 10 по существу с одной и той же скоростью вращения и в одном и том же направлении вращения (т.е. по часовой стрелке или против часовой стрелки) при перемещении каждого из указанных функциональных устройств системы 1000 по отношению к указанной вращаемой оправке 10. В одном из вариантов реализации настоящего изобретения по меньшей мере одно функциональное устройство системы 1000 из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 может иметь скорость перемещения по отношению к вращаемой оправке 10, отличную от скорости перемещения каждого из остальных функциональных устройств системы 1000. В другом варианте реализации настоящего изобретения экструзионное устройство 200, кашировальное устройство 300, намоточное устройство 400, покрасочное устройство 500 и отрезное устройство 600 могут иметь разные (отличные друг от друга) скорости перемещения по отношению к вращаемой оправке 10. В ином варианте реализации настоящего изобретения по меньшей мере одно или каждое из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 может совершать нечетное количество прямолинейных перемещений (одно, три, пять, семь, девять или более прямолинейных перемещений) по отношению к вращаемой оправке 10 с заданной скоростью перемещения, проходя тем самым два или более расстояний между вышеописанными первоначальным местоположением и конечным местоположением на прямолинейной направляющей.
Кроме того, как показано на фиг. 1, покрасочное устройство 500 и отрезное устройство 600 установлены каждое на одной и той же линейной направляющей 700 посредством соответствующей каретки (не показана) таким образом, что покрасочное устройство 500 и отрезное устройство 600 могут быть перемещены друг за другом или могут совершать прямолинейное перемещение друг за другом по отношению к оправке 10, приводимой во вращение посредством вращающего устройства 100, по меньшей мере из одного и того же первоначального местоположения на линейной направляющей 700, в котором каждое из указанных вспомогательных функциональных устройств 500, 600 включается или приводится в действие (активируется) посредством управляющего устройства системы 1000, с обеспечением реализации функционального назначения этого устройства и которое по сути соответствует началу оправки 10, в одно и то же конечное местоположение на линейной направляющей 700, в котором каждое из указанных вспомогательных функциональных устройств 500, 600 деактивируется или выключается посредством управляющего устройства системы 1000 и которое по сути соответствует концу оправки 10, при этом линейная направляющая 700 проходит по существу параллельно линейной направляющей 800 таким образом, что они расположены по разные стороны от оправки 10 на одинаковом или по существу одинаковом расстоянии от оправки 10.
Следует отметить, что покрасочное устройство 500 и отрезное устройство 600 последовательно перемещаются каждое в деактивированном состоянии на своей каретке (не показана) под управлением управляющего устройства системы 1000, соединенного с указанной кареткой с возможностью управления ее работой, из своего первоначального места стоянки, находящегося на линейной направляющей 700 до оправки 10 (см. справа в верхней части фиг. 1), в одно и то же первоначальное местоположение на линейной направляющей 700 (отмечено на фиг. 1 вертикальной линией), которое по сути соответствует первоначальному положению на линейной направляющей 800. Следует также отметить, что покрасочное устройство 500 и отрезное устройство 600 последовательно перемещаются каждое в деактивированном состоянии на своей каретке (не показана) под управлением управляющего устройства системы 1000 из одного и того же конечного местоположения на линейной направляющей 700 в свое конечное место стоянки, находящееся на линейной направляющей 700 после оправки 10, при этом покрасочное устройство 500, которое перемещается первым по линейной направляющей 700 по отношению к вращаемой оправке 10 под управлением управляющего устройства системы 1000, оказывается размещенным в месте 710 стоянки, а отрезное устройство 600, которое перемещается вторым (последним) или перемещается после покрасочного устройства 500 по линейной направляющей 700 по отношению к вращаемой оправке 10 под управлением управляющего устройства системы 1000, оказывается размещенным в месте 720 стоянки. Таким образом, покрасочное устройство 500 и отрезное устройство 600 по сути поочередно (один за другим через заданный период времени, контролируемый управляющим устройством системы 1000) проходят по линейной направляющей 700 по отношению к вращаемой оправке 10 один и тот же путь, равный расстоянию между первоначальным местоположением на линейной направляющей 700 и конечным местоположением на линейной направляющей 700, которое по сути соответствует расстоянию между первоначальным местоположением на линейной направляющей 800 и конечным местоположением на линейной направляющей 800, при этом указанной расстояние, пройденное каждым вспомогательным функциональным устройством системы 1000, по сути соответствует протяженности части оправки 10, которая будет обработана указанным вспомогательным функциональным устройством системы 1000 при реализации его назначения, описанного в данном документе. Другими словами, каждое из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 проходят по существу одно и то же расстояние вдоль вращаемой оправки 10, обрабатывая тем самым по существу одну и ту же часть оправки 10, протяженность которой по сути соответствует расстоянию между вышеописанными первоначальным местоположением на линейных направляющих системы 1000 и конечным местоположением на линейных направляющих системы 1000.
Как показано на фиг. 1, линейная направляющая 700 снабжена датчиком 730 конечного положения, соединенным с возможностью обмена данными с управляющим устройством системы 1000, при этом место нахождения датчика 730 конечного положения на линейной направляющей 700 по сути соответствует месту нахождения датчика 840 конечного положения на направляющей 800. Датчик 730 конечного положения, установленный на линейной направляющей 700, выполнен с возможностью определения, достигло ли покрасочное устройство 500 или отрезное устройство 600 конечного местоположения на линейной направляющей 700, с обеспечением возможности выдачи на управляющее устройство системы 1000 предупредительного сигнала, указывающего на достижение конечного местоположения одним из указанных вспомогательных функциональных устройств, при этом управляющее устройство системы 1000 в ответ на указанный предупредительный сигнал датчика 730 конечного положения выдает управляющие инструкции на блок управления указанного вспомогательного функционального устройства с обеспечением возможности деактивации или выключения этого вспомогательного функционального устройства и возможности перемещения, посредством каретки, этого вспомогательного функционального устройства в выключенном состоянии по линейной направляющей 700 в конечное место парковки, соответствующее указанному вспомогательному функциональному устройству.
Кроме того, как показано на фиг. 1, покрасочное устройство 500 снабжено датчиком 570 начального положения, соединенным с возможностью обмена данными с управляющим устройством системы 1000, а отрезное устройство 600 снабжено датчиком 640 начального положения, соединенным с возможностью обмена данными с управляющим устройством системы 1000. Датчик 570 начального положения, установленный на покрасочном устройстве 500, и датчик 640 начального положения, установленный на отрезном устройстве 600, выполнены каждый с возможностью определения, достигло ли соответственно покрасочное устройство 500 или отрезное устройство 600 начального местоположения на линейной направляющей 700, с обеспечением возможности выдачи на управляющее устройство системы 1000 предупредительного сигнала, указывающего на достижение начального местоположения одним из указанных вспомогательных функциональных устройств, при этом управляющее устройство системы 1000 в ответ на предупредительный сигнал датчика начального положения одного из указанных вспомогательных функциональных устройств выдает управляющие инструкции на блок управления этого вспомогательного функционального устройства с обеспечением возможности активации или включения этого вспомогательного функционального устройства и возможности перемещения, посредством каретки, этого вспомогательного функционального устройства во включенном состоянии по линейной направляющей 700 вдоль вращаемой оправки 10 в сторону датчика 730 конечного положения, установленного на указанной линейной направляющей 700.
В одном из вариантов реализации настоящего изобретения покрасочное устройство 500 и отрезное устройство 600 могут быть установлены на разных направляющих, каждая из которых может быть выполнена аналогично вышеописанной направляющей 700, с возможностью их последовательного перемещения по отношению к вращаемой оправке 10 под управлением управляющего устройства системы 1000 с обеспечением возможности реализации их функциональных назначений, описанных в данном документе.
В другом варианте реализации настоящего изобретения экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 могут быть установлены на разных направляющих, каждая из которых может быть выполнена аналогично вышеописанной направляющей 800, с возможностью их последовательного перемещения по отношению к вращаемой оправке 10 под управлением управляющего устройства системы 1000 с обеспечением возможности реализации их функциональных назначений, описанных в данном документе.
Еще в одном варианте реализации настоящего изобретения экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 могут быть установлены по отношению к оправке 10 таким образом, что они могут быть последовательно перемещены под управлением управляющего устройства системы 1000 по отношению к оправке 10, вращаемой посредством вращающего устройства 100, по одному и тому же пути перемещения (например, по поверхности земли, дороге, рельсам, опорному основанию или т.п..) или по разным путям перемещения с обеспечением возможности реализации их функциональных назначений, описанных в данном документе.
В ином варианте реализации настоящего изобретения покрасочное устройство 500 и отрезное устройство 600 могут быть установлены по отношению к оправке 10 таким образом, что они могут быть последовательно перемещены под управлением управляющего устройства системы 1000 по отношению к оправке 10, вращаемой посредством вращающего устройства 100, по одному и тому же пути перемещения (например, по поверхности земли, дороге, рельсам, монорельсу, опорному основанию или т.п..) или по разным путям перемещения с обеспечением возможности реализации их функциональных назначений, описанных в данном документе.
В некотором ином варианте реализации настоящего изобретения экструзионное устройство 200, кашировальное устройство 300, намоточное устройство 400, покрасочное устройство 500 и отрезное устройство 600 могут быть последовательно перемещены под управлением управляющего устройства системы 1000 по отношению к оправке 10, вращаемой посредством вращающего устройства 100, по одному и тому же пути перемещения (например, по поверхности земли, дороге, рельсам, монорельсу, опорному основанию или т.п..) или по разным путям перемещения с обеспечением возможности реализации их функциональных назначений, описанных в данном документе.
Кроме того, как показано на фиг. 1, вращающее устройство 100 содержит роторный привод 110, выполненный с обеспечением возможности вращения оправки 10, скрепленной или соединенной с вращающим устройством 100, в заданном направлении и с заданной скоростью вращения. Роторный привод 110 во вращающем устройстве 100 соединен с возможностью обмена данными с блоком управления вращающего устройства 100, так что блок управления вращающего устройства 100 может выдавать управляющие инструкции на роторный привод 110 с обеспечением возможности приведения в действия (активации) или включения привода 110, возможности деактивации или выключения привода 110, возможности задания или изменения рабочих характеристик или параметров работы привода 110 для задания или изменения скорости вращения оправки 10, задания или изменения направления вращения оправки 10 и/или т.п., и/или т.и, при этом указанные управляющие инструкции блока управления вращающего устройства 100 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления вращающего устройства 100 от управляющего устройства системы 1000.
Кроме того, как показано на фиг. 1, вращающее устройство 100 содержит датчик 120 скорости вращения, выполненный с возможностью определения скорости вращения оправки 10, скрепленной или соединенной с вращающим устройством 100, и датчик 130 направления вращения, выполненный с возможностью определения направления вращения оправки 10. Датчики 120, 130 во вращающем устройстве 100 соединены каждый с возможностью обмена данными с блоком управления вращающего устройства 100, так что блок управления вращающего устройства 100 может принимать показания от указанных датчиков 120, 130 в реальном времени или режиме реального времени с обеспечением возможности контроля направления вращения оправки 10 и скорости вращения оправки 10, при этом блок управления вращающего устройства 100 может направлять системный запрос на датчик 120 скорости вращения и/или датчик 130 направления вращения для получения их показаний в ответ на управляющие инструкции, принятые блоком управления вращающего устройства 100 от управляющего устройства системы 1000, или может выдавать показания указанных датчиков 120, 130 на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания датчика 120 скорости вращения и/или показания датчика 130 направления вращения, которые управляющее устройство системы 1000 может принимать от блока управления вращающего устройства 100 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу вращающего устройства 100 (например, привода 110) в зависимости от текущих рабочих характеристик (параметров работы) или текущего рабочего состояния по меньшей мере одного или каждого из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600. В качестве альтернативы показания датчика 120 скорости вращения и/или показания датчика 130 направления вращения, которые управляющее устройство системы 1000 может принимать от блока управления вращающего устройства 100 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу по меньшей мере одного или каждого из экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 в зависимости от указанных показаний.
На фиг. 2 показана структурная схема экструзионного устройства 200 в составе системы 1000 для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1. На фиг. 2а в свою очередь показан функциональный модуль для нанесения расплавленного термопласта, входящий в состав экструзионного устройства 200, показанного на фиг. 2.
В качестве термопласта в экструзионном устройстве 200, показанном на фиг. 2, предпочтительно используется полипропилен (ГШ), но альтернативно в качестве указанного термопласта может быть использован полиэтилентерефталат (ПЭТ), поливинилиденфторид (ПВДФ), полиэфирэфиркетон (РЕЕК), полиоксиметилен (ПОМ), полиэфирсульфон (PES) или АБС-пластик. Для специалиста в данной области техники должно быть очевидно, что в качестве термопласта в экструзионном устройстве 200, показанном на фиг. 2, может быть использован любой подходящий известный в уровне техники полимерный материал, способный обратимо переходить при его нагревании в высокоэластичное или вязкотекучее состояние.
Как показано на фиг. 2, экструзионное устройство 200 содержит линейный привод 210, выполненный с обеспечением возможности перемещения каретки, на которой установлено экструзионное устройство 200, в заданном направлении и с заданной скоростью перемещения по линейной направляющей 800. Линейный привод 210 в экструзионном устройстве 200 соединен с возможностью обмена данными с блоком управления экструзионного устройства 200, так что блок управления экструзионного устройства 200 может выдавать управляющие инструкции на линейный привод 210 с обеспечением возможности приведения в действия (активации) или включения привода 210, возможности деактивации или выключения привода 210, возможности задания или изменения рабочих характеристик или параметров работы привода 210 для задания или изменения скорости перемещения каретки экструзионного устройства 200 по направляющей 800, задания или изменения направления перемещения каретки экструзионного устройства 200 по направляющей 800 и/или т.п., и/или т.п., при этом указанные управляющие инструкции блока управления экструзионного устройства 200 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления экструзионного устройства 200 от управляющего устройства системы 1000.
Кроме того, экструзионное устройство 200 содержит бункер или емкость для гранул термопласта (не показана), экструдер 240, сообщающийся с указанной емкостью экструзионного устройства 200 с обеспечением возможности подачи гранул термопласта в зону плавления экструдера 240. Кроме того, экструзионное устройство 200 содержит инфракрасный нагреватель 260, выполненный с возможностью нагрева гранул термопласта в зоне плавления экструдера 240 до заданной температуры с обеспечением возможности их плавления для получения расплавленного термопласта 250 и соединенный с возможностью обмена данными с блоком управления экструзионного устройства 200, при этом экструдер 240 выполнен с возможностью выдавливания расплавленного термопласта 250 через головку экструдера 240 для дозированной подачи указанного экструдата с обеспечением возможности его нанесения на оправку 10 при перемещении экструзионного устройства 200 по направляющей 800 по отношению к оправке 10 под управлением управляющего устройства системы 1000. Следует отметить, что блок управления экструзионного устройства 200 может выдавать управляющие инструкции на инфракрасный нагреватель 260 с обеспечением возможности приведения в действия (активации) или включения инфракрасного нагревателя 260, возможности деактивации или выключения инфракрасного нагревателя 260, возможности задания или изменения рабочих характеристик или параметров работы инфракрасного нагревателя 260 для задания или изменения температуры нагрева гранул термопласта в зоне плавления экструдера 240 и/или т.п., при этом указанные управляющие инструкции блока управления экструзионного устройства 200 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления экструзионного устройства 200 от управляющего устройства системы 1000.
Кроме того, экструзионное устройство 200 содержит датчик 230 уровня гранул термопласта, выполненный с возможностью определения уровня гранул термопласта в емкости экструзионного устройства 200, и датчик 220 температуры расплава термопласта, выполненный с возможностью определения температуры расплавленного термопласта 250, выдавливаемого через головку экструдера 240. Датчики 220, 230 в экструзионном устройстве 200 соединены каждый с возможностью обмена данными с блоком управления экструзионного устройства 200, так что блок управления экструзионного устройства 200 может принимать показания от датчика 220 и/или датчика 230 в реальном времени или режиме реального времени с обеспечением возможности соответственно контроля температуры расплавленного термопласта 250, выдаваемого экструдером 240, и/или возможности контроля остаточного количества гранул термопласта в емкости экструзионного устройства 200, при этом блок управления экструзионного устройства 200 может направлять системный запрос на датчик 220 температуры расплава термопласта и/или датчик 230 уровня гранул термопласта для получения их показаний в ответ на управляющие инструкции, принятые блоком управления экструзионного устройства 200 от управляющего устройства системы 1000, или может выдавать показания указанных датчиков 220, 230 на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания датчика 220 температуры расплава термопласта и/или показания датчика 230 уровня гранул термопласта, принимаемые блоком управления экструзионного устройства 200 от указанных датчиков 220, 230, позволяют блоку управления экструзионного устройства 200 корректировать или регулировать работу экструзионного устройства 200. В частности, показания датчика 220 температуры расплава термопласта позволяют блоку управления экструзионного устройства 200 корректировать или регулировать работу инфракрасного нагревателя 260. Кроме того, показания датчика 220 температуры расплава термопласта и/или показания датчика 230 уровня гранул термопласта, которые управляющее устройство системы 1000 может принимать от блока управления экструзионного устройства 200 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу вращающего устройства 100 (например, привода 110) в зависимости по меньшей мере от одного или каждого из указанных показаний. В качестве альтернативы показания датчика 220 температуры расплава термопласта и/или показания датчика 230 уровня гранул термопласта, которые управляющее устройство системы 1 ООО может принимать от блока управления экструзионного устройства 200 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу по меньшей мере одного или каждого из вращающего устройства 100, экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 в зависимости по меньшей мере от одного или каждого из указанных показаний.
Как показано на фиг. 2а, функциональный модуль для нанесения расплавленного термопласта, входящий в состав экструзионного устройства 200, показанного на фиг. 2, представляет собой прижимное приспособление 280, снабженное прижимным роликом и приводом, соединенным с возможностью обмена данными с блоком управления экструзионного устройства 200 и функционально соединенным с указанным прижимным роликом с обеспечением возможности прижатия расплавленного термопласта 250, дозировано выдаваемого экструдером 240, к оправке 10 посредством указанного прижимного ролика под управлением блока управления экструзионного устройства 200, так что при перемещении экструзионного устройства 200 по направляющей 800 по отношению к вращаемой оправке 10 прижимное приспособление 280 позволяет равномерно и плотно наматывать расплавленный термопласт 250 на указанную вращаемую оправку 10 по ее длине.
Кроме того, как показано на фиг. 2а, прижимное приспособление 280 снабжено датчиком 285 прижима ролика, выполненным с возможностью определения степени прижима прижимного ролика прижимного приспособления 280 к оправке 10 и соединенным с возможностью обмена данными с блоком управления экструзионного устройства 200. Следует отметить, что блок управления экструзионного устройства 200 может принимать показания от датчика 285 прижима ролика в реальном времени или режиме реального времени с обеспечением возможности контроля усилия, с которым прижимной ролик прижимного приспособления 280 прижимается к оправке 10, при этом блок управления экструзионного устройства 200 может направлять системный запрос на датчик 285 прижима ролика для получения его показаний в ответ на управляющие инструкции, принятые блоком управления экструзионного устройства 200 от управляющего устройства системы 1000, или может выдавать показания датчика 285 прижима ролика на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания датчика 285 прижима ролика, принимаемые блоком управления экструзионного устройства 200 от датчика 285 прижима ролика, позволяют блоку управления экструзионного устройства 200 корректировать или регулировать работу экструзионного устройства 200 в целом или работу функционального модуля для нанесения расплавленного термопласта, входящего в состав экструзионного устройства 200, в частности. Кроме того, показания датчика 285 прижима ролика, которые управляющее устройство системы 1000 может принимать от блока управления экструзионного устройства 200 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу вращающего устройства 100 (например, привода 110) в зависимости от указанных показаний. В качестве альтернативы показания датчика 285 прижима ролика, которые управляющее устройство системы 1000 может принимать от блока управления экструзионного устройства 200 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу по меньшей мере одного или каждого из вращающего устройства 100, экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 в зависимости от указанных показаний.
В одном из вариантов реализации настоящего изобретения прижимное приспособление 280 может и не входить в состав экструзионного устройства 200, а может представлять собой отдельное функциональное устройство, входящее в состав системы 1000 и снабженное собственным блоком управления, соединенным с возможностью обмена данными с управляющим устройством системы 1000.
Следует отметить, что расплавленный термопласт, нанесенный на оправку 10 с использованием экструзионного устройства 200, затвердевает на поверхности оправки 10 без потери своих свойств с образованием на указанной оправке 10 по меньшей мере одного слоя термопласта, выполняющего функцию несущего или основного слоя на указанной оправке 10.
На фиг. 3 показана структурная схема кашировального устройства 300 в составе системы 1000 для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1. На фиг. 3а в свою очередь показан функциональный модуль для натяжения текстильного материала, входящий в состав кашировального устройства 300, показанного на фиг. 3.
Как показано на фиг. 3, кашировальное устройство 300 содержит линейный привод 340, выполненный с обеспечением возможности перемещения каретки, на которой установлено кашировальное устройство 300, в заданном направлении и с заданной скоростью перемещения по линейной направляющей 800. Линейный привод 340 в кашировальном устройстве 300 соединен с возможностью обмена данными с блоком управления кашировального устройства 300, так что блок управления кашировального устройства 300 может выдавать управляющие инструкции на линейный привод 340 с обеспечением возможности приведения в действия (активации) или включения привода 340, возможности деактивации или выключения привода 340, возможности задания или изменения рабочих характеристик или параметров работы привода 340 для задания или изменения скорости перемещения каретки кашировального устройства 300 по направляющей 800, задания или изменения направления перемещения каретки кашировального устройства 300 по направляющей 800 и/или т.п., и/или т.п., при этом указанные управляющие инструкции блока управления кашировального устройства 300 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления кашировального устройства 300 от управляющего устройства системы 1000.
Кашировальное устройство 300 выполнено с возможностью намотки или нанесения каширы 310 в виде тканого или нетканого текстильного материала (т.е. адгезионного слоя) на термопласт, ранее нанесенный на оправку 10 посредством экструзионного устройства 200, при осуществлении каширования указанного термопласта с обеспечением возможности получения кашированного термопласта на оправке 10 (т.е. возможности получения на оправке 10 термопласта с нанесенным на него адгезионным слоем). Другими словами, операция нанесения каширы 310, осуществляемая посредством кашировального устройства 300, представляет собой операцию нанесения адгезионного слоя на слой термопласта, ранее нанесенный на оправку 10 с помощью экструзионного устройства 200. Таким образом, в результате обработки оправки 10 с ранее нанесенным на нее слоем термопласта с использованием кашировального устройства 300 на оправке получают кашированный термопласт, в котором тканый или нетканый текстильный материал, выполняющий функцию адгезионного слоя, оказывается по меньшей мере частично вделанным в указанный слой термопласта.
Следует отметить, что нетканый текстильный материал, в виде которого может быть выполнена кашира 310, наматываемая или наносимая на нанесенный на оправку термопласт с использованием кашировального устройства 300, может представлять собой материал из нитей или волокон полипропилена (ПП), полиэтилентерефталата (ПЭТ) или поливинилиденфторида (ПВДФ), соединенных между собой без применения методов ткачества, известных в уровне техники. В качестве альтернативы нетканый текстильный материал, в виде которого может быть выполнена кашира 310, может представлять собой материал, изготовленный из волокон ворса, волокон шерсти или хлопковых волокон, соединенных между собой без применения методов ткачества, известных в уровне техники, то есть кашира 310 может представлять собой ворсовый нетканый текстильный материал, шерстяной нетканый текстильный материал или хлопковый нетканый текстильный материал. Следует также отметить, что тканый текстильный материал, в виде которого может быть выполнена кашира 310, наматываемая или наносимая на нанесенный на оправку термопласт с использованием кашировального устройства 300, может представлять собой материал из нитей или волокон полипропилена (ПП), полиэтилентерефталата (ПЭТ) или поливинилиденфторида (ПВДФ), но уже соединенных между собой с применением методов ткачества, известных в уровне техники. Для специалиста в данном области техники должно быть очевидно, что в качестве каширы 310, наносимой на слой термопласта с использованием кашировального устройства 300, может быть использован любой подходящий тканый или нетканый материал, известный в уровне техники и обеспечивающий возможность адгезии нижеописанного слоя стеклопластика к вышеописанному слою термопласта.
Кашировальное устройство 300 может быть выполнено в виде любого кашировального устройства, известного в уровне техники и подходящего для намотки или нанесения каширы 310 в ее конкретном исполнении на слой термопласта на оправке 10.
Кроме того, как показано на фиг. 3, кашировальное устройство 300 содержит инфракрасный нагреватель 320, выполненный с возможностью нагревания рабочей области на внешней поверхности нанесенного на оправку термопласта, на которую предполагается в заданный или текущий момент времени нанести каширу 310, до заданной температуры, обеспечивающей возможность по меньшей мере частичного оплавления или расплавления верхнего слоя термопласта в указанной рабочей области, но исключающей возможность превращения термопласта в указанной рабочей области в текучую массу или возможность разрушения молекул термопласта в указанной рабочей области, при этом инфракрасный нагреватель 320 дополнительно соединен с возможностью обмена данными с блоком управления кашировального устройства 300. Следует отметить, что термопласт (т.е. термопластичный материал) представляет собой класс полимеров, характеризующийся способностью обратимо изменять агрегатное состояние в зависимости от температуры без изменения своего химического состава или своей химической структуры, то есть термопласт способен затвердевать без потери своих свойств при уменьшении температуры теплового воздействия или удалении источника теплового воздействия. Таким образом, инфракрасный нагреватель 320 обеспечивает возможность нагрева рабочей области на внешней поверхности нанесенного на оправку термопласта непосредственно перед нанесением каширы на указанную рабочую область, в результате чего происходит адгезия (слипание) или склейка указанной каширы с указанным термопластом без использования какого-либо связующего вещества (например, без использования смолы или клея). Следует также отметить, что блок управления кашировального устройства 300 может выдавать управляющие инструкции на инфракрасный нагреватель 320 с обеспечением возможности приведения в действия (активации) или включения инфракрасного нагревателя 320, возможности деактивации или выключения инфракрасного нагревателя 320, возможности задания или изменения рабочих характеристик или параметров работы инфракрасного нагревателя 320 для задания или изменения температуры нагрева рабочей области на внешней поверхности нанесенного на оправку термопласта и/или т.п., при этом указанные управляющие инструкции блока управления кашировального устройства 300 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления кашировального устройства 300 от управляющего устройства системы 1000.
В одном из вариантов реализации настоящего изобретения инфракрасный нагреватель 320 может и не входить в состав кашировального устройства 300, а может представлять собой отдельное функциональное устройство в составе системы 1000, выполненное с возможностью нагревания полипролилена, нанесенного на оправку 10 посредством экструзионного устройства 200, до температуры оплавления или расплавления верхнего слоя термопласта при нанесении каширы 310 в виде текстильного материала на указанный нанесенный на оправку полипролилен и снабженное собственным блоком управления, соединенным с возможностью обмена данными с управляющим устройством системы 1000.
Кроме того, как показано на фиг. 3, кашировальное устройство 300 содержит датчик 330 температуры рабочей области, выполненный с возможностью определения температуры рабочей области на внешней поверхности термопласта, на которую предполагается нанести каширу 310, и соединенный с возможностью обмена данными с блоком управления кашировального устройства 300. Следует отметить, что блок управления кашировального устройства 300 может принимать показания от датчика 330 температуры рабочей области в реальном времени или режиме реального времени с обеспечением возможности контроля температуры, требуемой для надлежащего оплавления внешней поверхности термопласта на оправке 10 в конкретной рабочей области, при этом блок управления кашировального устройства 300 может направлять системный запрос на датчик 330 температуры рабочей области для получения его показаний в ответ на управляющие инструкции, принятые блоком управления кашировального устройства 300 от управляющего устройства системы 1000, или может выдавать показания датчика 330 температуры рабочей области на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания датчика 330 температуры рабочей области, принимаемые блоком управления кашировального устройства 300 от датчика 330 температуры рабочей области, позволяют блоку управления кашировального устройства 300 корректировать или регулировать работу экструзионного устройства 200 в целом или работу инфракрасного нагревателя 320, входящего в состав кашировального устройства 300, в частности. Кроме того, показания датчика 330 температуры рабочей области, которые управляющее устройство системы 1000 может принимать от блока управления кашировального устройства 300 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу вращающего устройства 100 (например, привода 110) в зависимости от указанных показаний. В качестве альтернативы показания датчика 330 температуры рабочей области, которые управляющее устройство системы 1000 может принимать от блока управления кашировального устройства 300 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу по меньшей мере одного или каждого из вращающего устройства 100, экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 в зависимости от указанных показаний.
Как показано на фиг. 3а, функциональный модуль для натяжения текстильного материала, входящий в состав кашировального устройства 300, показанного на фиг. 3, представляет собой натяжное приспособление (не показано), содержащее натяжные ролики 350, функционально соединенные с приводом 360 с обеспечением возможности натяжения каширы 310, пропускаемой между указанными натяжными роликами 350, перед ее нанесением на оплавленный участок верхнего слоя термопласта на оправке 10, соответствующий конкретной рабочей области. Другими словами, натяжное приспособление кашировального устройства 300 выполнено с возможностью натяжения текстильного материала, в виде которого выполнена кашира 310, при его нанесении или наматывании на оплавленный участок верхнего слоя нанесенного на оправку термопласта.
Кроме того, как показано на фиг. 3а, натяжное приспособление кашировального устройства 300 снабжено датчиком 370 натяжения, выполненным с возможностью определения степени натяжения каширы 310 и соединенным с возможностью обмена данными с блоком управления кашировального устройства 300. Следует отметить, что блок управления кашировального устройства 300 может принимать показания от датчика 370 натяжения в реальном времени или режиме реального времени с обеспечением возможности контроля степени натяжения каширы 310, наносимой на сформированный на оправке термопласт, при этом блок управления кашировального устройства 300 может направлять системный запрос на датчик 370 натяжения для получения его показаний в ответ на управляющие инструкции, принятые блоком управления кашировального устройства 300 от управляющего устройства системы 1000, или может выдавать показания датчика 370 натяжения на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания датчика 370 натяжения, принимаемые блоком управления кашировального устройства 300 от датчика 370 натяжения, позволяют блоку управления кашировального устройства 300 корректировать или регулировать работу кашировального устройства 300 в целом или работу функционального модуля для натяжения текстильного материала, входящего в состав кашировального устройства 300, в частности. Кроме того, показания датчика 370 натяжения, которые управляющее устройство системы 1000 может принимать от блока управления кашировального устройства 300 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу вращающего устройства 100 (например, привода 110) в зависимости от указанных показаний. В качестве альтернативы показания датчика 370 натяжения, которые управляющее устройство системы 1000 может принимать от блока управления кашировального устройства 300 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу по меньшей мере одного или каждого из вращающего устройства 100, экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 в зависимости от указанных показаний.
В одном из вариантов реализации настоящего изобретения натяжное приспособление кашировального устройства 300 может и не входить в состав кашировального устройства 300, а может представлять собой отдельное функциональное устройство, входящее в состав системы 1000 и снабженное собственным блоком управления, соединенным с возможностью обмена данными с управляющим устройством системы 1000. В другом варианте реализации настоящего изобретения датчик 370 натяжения может и не входить в состав кашировального устройства 300, а может представлять собой отдельное функциональное устройство в составе системы 1000, выполненное с возможностью определения степени натяжения каширы 310 и снабженное собственным блоком управления, соединенным с возможностью обмена данными с управляющим устройством системы 1000.
Следует отметить, что оплавленный термопласт затвердевает на поверхности оправки 10 вместе с Каширой 310, нанесенной на него с использованием кашировального устройства 300, таким образом, что указанная кашира 310 оказывается частично вделанной в указанный термопласт с образованием на указанной оправке 10 кашированного термопласта.
На фиг. 4 показана структурная схема намоточного устройства 400 в составе системы 1000 для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1.
Как показано на фиг. 4, намоточное устройство 400 содержит линейный привод 440, выполненный с обеспечением возможности перемещения каретки, на которой установлено намоточное устройство 400, в заданном направлении и с заданной скоростью перемещения по линейной направляющей 800. Линейный привод 440 в намоточном устройстве 400 соединен с возможностью обмена данными с блоком управления намоточного устройства 400, так что блок управления намоточного устройства 400 может выдавать управляющие инструкции на линейный привод 440 с обеспечением возможности приведения в действия (активации) или включения привода 440, возможности деактивации или выключения привода 440, возможности задания или изменения рабочих характеристик или параметров работы привода 440 для задания или изменения скорости перемещения каретки намоточного устройства 400 по направляющей 800, задания или изменения направления перемещения каретки намоточного устройства 400 по направляющей 800 и/или т.п., и/или т.п., при этом указанные управляющие инструкции блока управления намоточного устройства 400 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления намоточного устройства 400 от управляющего устройства системы 1000.
Кроме того, как показано на фиг. 4, намоточное устройство 400 содержит функциональный модуль для намотки стеклоровинга, в состав которого входят бобины 450 стеклоровинга и весы 455, на платформе которых установлены указанные бобины 450 и которые выполнены с возможностью определения количества стеклоровинга на указанных бобинах 450, который соединен с возможностью обмена данными с блоком управления намоточного устройства 400. Следует отметить, что блок управления намоточного устройства 400 может принимать показания от весов 455 в реальном времени или режиме реального времени с обеспечением возможности контроля остаточного количества стеклоровинга на бобинах 450, при этом блок управления намоточного устройства 400 может направлять системный запрос на весы 455 для получения их показаний в ответ на управляющие инструкции, принятые блоком управления намоточного устройства 400 от управляющего устройства системы 1000, или может выдавать показания весов 455 на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания весов 455, принимаемые блоком управления намоточного устройства 400 от весов 455, позволяют блоку управления намоточного устройства 400 корректировать или регулировать работу намоточного устройства 400 в целом или работу функционального модуля для намотки стеклоровинга, входящего в состав намоточного устройства 400, и/или работу функционального модуля для пропитки стеклоровинга связующим (например, насоса 420) в частности. Кроме того, показания весов 455, которые управляющее устройство системы 1000 может принимать от блока управления намоточного устройства 400 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу вращающего устройства 100 (например, привода 110) в зависимости от указанных показаний. В качестве альтернативы показания весов 455, которые управляющее устройство системы 1000 может принимать от блока управления намоточного устройства 400 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу по меньшей мере одного или каждого из вращающего устройства 100, экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 в зависимости от указанных показаний.
Кроме того, в состав функционального модуля для намотки стеклоровинга, относящегося к намоточному устройству 400, показанному на фиг. 4, входит навивочное или намоточное приспособление 460, функционально соединенное с бобинами 450 стеклоровинга с возможностью разматывания стеклоровинга с одной или более из указанных бобин 450 с обеспечением возможности выдачи указанного стеклоровинга (т.е. нити непрерывного стекловолокна) для его нанесения на кашированный термопласт, сформированный или полученный на оправке 10 в результате работы кашировального устройства 300, в частности на слой каширы, который сформирован или получен на слое термопласта в результате работы кашировального устройства 300 и который по сути представляет собой адгезионный слой на основе тканого или нетканого текстильного материала.
Следует отметить, что намоточное устройство 400 может быть реализовано, например, в виде любого подходящего устройства косослойной продольно-поперечной намотки (КППН).
В состав функционального модуля для намотки стеклоровинга, относящегося к намоточному устройству 400, показанному на фиг. 4, также входит устройство 465 прикатки в виде прикаточной лопатки, установленной с обеспечением возможности прикатки или прижатия выдаваемого стеклоровинга к кашированному термопласту, сформированному или полученному на оправке 10 в результате работы кашировального устройства 300, в частности к слою каширы, сформированному или полученному на слое термопласта в результате работы кашировального устройства 300.
Кроме того, как показано на фиг. 4, намоточное устройство 400 содержит функциональный модуль для пропитки стеклоровинга связующим, который представляет собой пропитывающее приспособление и в состав которого входят емкости 410 для смолы и весы 415, на платформе которых установлены указанные емкости 410 и которые выполнены с возможностью определения количества смолы в указанных емкостях 410, при этом весы 415 соединены с возможностью обмена данными с блоком управления намоточного устройства 400. Следует отметить, что блок управления намоточного устройства 400 может принимать показания от весов 415 в реальном времени или режиме реального времени с обеспечением возможности контроля остаточного объема смолы в емкостях 410, при этом блок управления намоточного устройства 400 может направлять системный запрос на весы 415 для получения их показаний в ответ на управляющие инструкции, принятые блоком управления намоточного устройства 400 от управляющего устройства системы 1000, или может выдавать показания весов 415 на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания весов 415, принимаемые блоком управления намоточного устройства 400 от весов 415, позволяют блоку управления намоточного устройства 400 корректировать или регулировать работу намоточного устройства 400 в целом или работу функционального модуля для намотки стеклоровинга, входящего в состав намоточного устройства 400, и/или работу функционального модуля для пропитки стеклоровинга связующим (например, насоса 420) в частности. Кроме того, показания весов 415, которые управляющее устройство системы 1000 может принимать от блока управления намоточного устройства 400 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу вращающего устройства 100 (например, привода 110) в зависимости от указанных показаний. В качестве альтернативы показания весов 415, которые управляющее устройство системы 1000 может принимать от блока управления намоточного устройства 400 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу по меньшей мере одного или каждого из вращающего устройства 100, экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 в зависимости от указанных показаний. В одном из вариантов реализации настоящего изобретения по меньшей мере одна или каждая из емкостей 410 для смолы может дополнительно содержать отвердитель.
Следует отметить, что вместо смолы емкости 410, входящие в состав функционального модуля для пропитки стеклоровинга связующим, могут быть предварительно заполнены любым иным подходящим жидким или вязким связующим, известным в уровне техники.
Кроме того, в состав функционального модуля для пропитки стеклоровинга связующим, относящегося к намоточному устройству 400, показанному на фиг. 4, также входит насос 420, гидравлически соединенный с емкостями 410 с обеспечением возможности забора из них смолы, и сопло 425, с которым гидравлически соединен насос 420 с обеспечением возможности подачи в него указанной забранной смолы и которое выполнено с возможностью дозированной выдачи смолы для ее нанесения на стеклоровинг, выдаваемый с использованием нижеописанного функционального модуля для намотки стеклоровинга, входящего в состав намоточного устройства 400.
Кроме того, в состав функционального модуля для пропитки стеклоровинга связующим, относящегося к намоточному устройству 400, показанному на фиг. 4, также входит инфракрасный нагреватель 470, выполненный с возможностью нагрева смолы, выдаваемой из сопла 425, что обеспечивает возможность пропитки стеклоровинга, выдаваемого функциональным модулем для намотки стеклоровинга, предварительно нагретой смолой, выполняющей функцию связующего, перед его нанесением на оправку 10 с обеспечением получения слоя стеклопластика, который должен быть намотан или нанесен намоточным устройством 400 на кашированный термопласт, сформированный или полученный на оправке 10 в результате работы экструзионного устройства 200 и кашировального устройства 300. Следует отметить, что смола, нагретая до заданной температуры посредством нагревателя 470, становится более текучей, что позволяет лучше пропитать ей стеклоровинг.Таким образом, стеклоровинг, наматываемый на кашированный термопласт, ранее намотанный или нанесенный на оправку 10 в результате работы кашировального устройства 300, при перемещении намоточного устройства 400 по направляющей 800 вдоль вращаемой оправки 10, оказывается предварительно пропитанным нагретой смолой, выдаваемой функциональным модулем для пропитки стеклоровинга связующим.
Следует отметить, что наилучшая адгезия вышеописанного слоя стеклопластика, наматываемого или наносимого с использованием намоточного устройства 400, к вышеописанному адгезионному слою, нанесенному на слой термопласта с использованием кашировального устройства 300, может быть достигнута в случае использования одного и того же материала (в особенности полипропилена или полиэтилентерефталата) в качестве термопласта, содержащегося в виде гранул в соответствующей емкости в экструзионном устройстве 200, и в качестве материала волокон каширы 310, что в конечном итоге способствует улучшению прочности получаемой обечайки.
В одном из альтернативных вариантов реализации настоящего изобретения функциональный модуль для пропитки стеклоровинга связующим, входящий в состав намоточного устройства 400, может содержать емкость, наполненную предварительно нагретой смолой, и может быть выполнен с обеспечением возможности пропускания стеклоровинга, выдаваемого вышеописанным функциональным модулем для намотки стеклоровинга, входящим в состав намоточного устройства 400, через нагретую смолу в указанной емкости для пропитки стеклоровинга указанной смолой перед его намоткой на кашированный термопласт, сформированный на оправке 10.
Еще в одном альтернативном варианте реализации настоящего изобретения намоточное устройство 400 может и не содержать функциональный модуль для пропитки стеклоровинга, а функциональный модуль для намотки стеклоровинга может дополнительно содержать емкость, наполненную предварительно нагретой смолой, может быть дополнительно выполнен с обеспечением возможности пропускания стеклоровинга через нагретую смолу в указанной емкости для пропитки стеклоровинга указанной смолой перед его намоткой на кашированный термопласт, сформированный на оправке 10.
В одном из вариантов реализации настоящего изобретения пропитывающее приспособление, описанное выше в составе намоточного устройства 400, может и не входить в состав этого намоточного устройства 400, а может представлять собой отдельное функциональное устройство, входящее в состав системы 1000 и снабженное собственным блоком управления, соединенным с возможностью обмена данными с управляющим устройством системы 1000.
В другом варианте реализации настоящего изобретения намоточное устройство 400 может дополнительно содержать распыляющее приспособление (не показано), гидравлически соединенное с функциональным модулем для пропитки стеклоровинга связующим с обеспечением возможности распыления смолы, выдаваемой из сопла 425 и предварительно нагреваемой посредством инфракрасного нагревателя 470. Таким образом, в данном варианте реализации настоящего изобретения распыляющее приспособление намоточного устройства 400 выполнено с возможностью нанесения путем распыления предварительно нагретой смолы на сформированный на оправке кашированный термопласт перед осуществлением намотки стеклоровинга на указанный кашированный термопласт. В одной из разновидностей данного варианта реализации настоящего изобретения распыляющее приспособление намоточного устройства 400 может быть выполнено с возможностью нанесения путем распыления предварительно нагретой смолы непосредственно на сам стеклоровинг, выдаваемый функциональным модулем для намотки стеклоровинга, перед осуществлением намотки этого стеклоровинга на сформированный на оправке кашированный термопласт, так что на указанном кашированном термопласте оказывается сформированным или образованным слой стеклопластика.
Еще в одном варианте реализации настоящего изобретения распыляющее приспособление, описанное выше в составе намоточного устройства 400, может и не входить в состав этого намоточного устройства 400, а может представлять собой отдельное функциональное устройство, входящее в состав системы 1000 и снабженное собственным блоком управления, соединенным с возможностью обмена данными с управляющим устройством системы 1000.
Кроме того, как показано на фиг. 4, намоточное устройство 400 содержит датчик 490 температуры смолы, выполненный с возможностью контроля температуры смолы, наносимой в нагретом состоянии на выдаваемый стеклоровинг посредством функционального модуля для пропитки стеклоровинга связующим, и датчик 475 температуры рабочей области оправки, выполненный с возможностью определения температуры рабочей области на внешней поверхности сформированного на оправке кашированного термопласта, на которую предполагается намотать или нанести пропитанный смолой стеклоровинг (т.е. слой стеклопластика). Датчики 475, 490 в намоточном устройстве 400 соединены каждый с возможностью обмена данными с блоком управления намоточного устройства 400, так что блок управления намоточного устройства 400 может принимать показания от датчика 475 температуры рабочей области оправки и/или датчика 490 температуры смолы в реальном времени или режиме реального времени с обеспечением соответственно возможности контроля температуры рабочей области на внешней поверхности сформированного на оправке кашированного термопласта, на которую предполагается намотать или нанести пропитанный смолой стеклоровинг (т.е. слой стеклопластика), и/или возможности контроля температуры смолы, выдаваемой функциональным модулем для пропитки стеклоровинга связующим с обеспечением возможности пропитки указанной смолой выдаваемого стеклоровинга, при этом блок управления намоточного устройства 400 может направлять системный запрос на датчик 475 температуры рабочей области оправки и/или датчик 490 температуры смолы для получения их показаний в ответ на управляющие инструкции, принятые блоком управления намоточного устройства 400 от управляющего устройства системы 1000, или может выдавать показания указанных датчиков 475, 490 на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания датчика 475 температуры рабочей области оправки и/или показания датчика 490 температуры смолы, принимаемые блоком управления намоточного устройства 400 от указанных датчиков 475, 490, позволяют блоку управления намоточного устройства 400 корректировать или регулировать работу намоточного устройства 400. В частности, показания датчика 475 температуры рабочей области оправки и/или показания датчика 490 температуры смолы позволяют блоку управления намоточного устройства 400 корректировать или регулировать работу инфракрасного нагревателя 470. Кроме того, показания датчика 475 температуры рабочей области оправки и/или показания датчика 490 температуры смолы, которые управляющее устройство системы 1000 может принимать от блока управления намоточного устройства 400 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу вращающего устройства 100 (например, привода 110) в зависимости по меньшей мере от одного или каждого из указанных показаний. В качестве альтернативы показания датчика 475 температуры рабочей области оправки и/или показания датчика 490 температуры смолы, которые управляющее устройство системы 1000 может принимать от блока управления намоточного устройства 400 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу по меньшей мере одного или каждого из вращающего устройства 100, экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 в зависимости по меньшей мере от одного или каждого из указанных показаний.
Следует отметить, что кашира 310 в составе кашированного термопласта, сформированного на оправке 10 в результате работы экструзионного устройства 200 и кашировального устройства 300, по сути выполняет функцию адгезивного слоя для обеспечения возможности приклеивания или прилипания к нему пропитанного смолой стеклоровинга (т.е. слоя стеклопластика), наматываемого или наносимого на указанный кашированный термопласт при перемещении намоточного устройства 400 по направляющей 800 вдоль вращаемой оправки 10 с образованием, при затвердевании пропитывающей стеклоровинг смолы, слоя стеклопластика на кашире 310, относящейся к кашированному термопласту, сформированному или полученному на оправке 10 в результате работы кашировального устройства 300. Следует также отметить, что в результате работы намоточного устройства 400 на оправке 10 по сути формируется или образуется обечайка (не показана) из трех прочно соединенных или склеенных между собой слоев (т.е. трехслойная обечайка): (1) несущего (основного) слоя термопласта, (2) внешнего слоя стеклопластика и (3) промежуточного слоя каширы, склеенного с указанным несущим слоем с одной стороны и склеенного с указанным внешним слоем с другой (противоположной) стороны, так что указанная сформированная обечайка по сути представляет собой композитную обечайку.
На фиг. 5 показана структурная схема покрасочного устройства 500 в составе системы 1000 для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1.
Как показано на фиг. 5, покрасочное устройство 500 содержит линейный привод 540, выполненный с обеспечением возможности перемещения каретки, на которой установлено покрасочное устройство 500, в заданном направлении и с заданной скоростью перемещения по линейной направляющей 700. Линейный привод 540 в покрасочном устройстве 500 соединен с возможностью обмена данными с блоком управления покрасочного устройства 500, так что блок управления покрасочного устройства 500 может выдавать управляющие инструкции на линейный привод 540 с обеспечением возможности приведения в действия (активации) или включения привода 540, возможности деактивации или выключения привода 540, возможности задания или изменения рабочих характеристик или параметров работы привода 540 для задания или изменения скорости перемещения каретки покрасочного устройства 500 по направляющей 700, задания или изменения направления перемещения каретки покрасочного устройства 500 по направляющей 700 и/или т.п., и/или т.п., при этом указанные управляющие инструкции блока управления покрасочного устройства 500 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления покрасочного устройства 500 от управляющего устройства системы 1000.
Кроме того, как показано на фиг. 5, покрасочное устройство 500 содержит емкость 510 для краски, насос 520, гидравлически соединенный с емкостью 510 с обеспечением возможности забора из нее краски, и сопло 530, с которым гидравлически соединен насос 520 с обеспечением возможности подачи в него указанной забранной краски и которое выполнено с возможностью дозированной выдачи краски для ее нанесения на внешнюю поверхность слоя стеклопластика, сформированного или полученного на кашированном термопласте в результате работы намоточного устройства 400. Следует отметить, что вместо краски емкость 510 может быть предварительно наполнена красителем или любым красящим веществом, известным в уровне техники и подходящим для нанесения на слой стеклоровинга.
Покрасочное устройство 500, показанное на фиг. 5, также содержит датчик 550 уровня краски, выполненный с возможностью определения уровня краски в емкости 510, и соединенный с возможностью обмена данными с блоком управления покрасочного устройства 500, так что блок управления покрасочного устройства 500 может принимать показания от датчика 550 уровня краски в реальном времени или режиме реального времени с обеспечением возможности соответственно контроля остаточного объема краски в емкости 510, при этом блок управления покрасочного устройства 500 может направлять системный запрос на датчик 550 уровня краски для получения его показаний в ответ на управляющие инструкции, принятые блоком управления покрасочного устройства 500 от управляющего устройства системы 1000, или может выдавать показания указанного датчика 550 на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания датчика 550 уровня краски, принимаемые блоком управления покрасочного устройства 500 от датчика 550, позволяют блоку управления покрасочного устройства 500 корректировать или регулировать работу покрасочного устройства 500. В частности, позволяют корректировать или регулировать работу насоса 520. В частности, показания датчика 550 уровня краски позволяют блоку управления покрасочного устройства 500 корректировать или регулировать работу насоса 520. Кроме того, показания датчика 550 уровня краски, которые управляющее устройство системы 1000 может принимать от блока управления покрасочного устройства 500 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу вращающего устройства 100 (например, привода 110) в зависимости от указанных показаний. В качестве альтернативы показания датчика 550 уровня краски, которые управляющее устройство системы 1000 может принимать от блока управления покрасочного устройства 500 в реальном времени, могут позволять управляющему устройству системы 1000 корректировать или регулировать работу по меньшей мере одного или каждого из вращающего устройства 100, экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600 в зависимости по меньшей мере от одного или каждого из указанных показаний.
Следует отметить, что покрасочное устройство 500 обеспечивает возможность нанесения краски на внешнюю поверхность слоя стеклопластика, сформированного или полученного в результате работы намоточного устройства 400 на кашированном термопласте на оправке 10, при перемещении покрасочного устройства 500 по направляющей 700 вдоль вращаемой оправки 10 с образованием, при затвердевании указанной нанесенной краски, слоя краски на указанной сформированном слое стеклопластика. Следует также отметить, что в результате работы покрасочного устройства 500 на обечайке (не показана), сформированной или полученной на оправке 10 в результате последовательного перемещения экструзионного устройства 200, кашировального устройства 300 и намоточного устройства 400 по направляющей 800 по отношению к оправке 10, вращаемой посредством вращающего устройства 100, по сути формируется или образуется четвертый (внешний) слой, а именно слой краски, который оказывается прочно соединенным или склеенным со слоем стеклопластика обечайки и который дополнительно защищает указанную обечайку от воздействия на нее внешней среды.
На фиг. 6 показана структурная схема отрезного устройства 600 в составе системы 1000 для изготовления обечайки согласно настоящему изобретению, показанной на фиг. 1.
Как показано на фиг. 6, отрезное устройство 600 содержит линейный привод 610, выполненный с обеспечением возможности перемещения каретки, на которой установлено отрезное устройство 600, в заданном направлении и с заданной скоростью перемещения по линейной направляющей 700. Линейный привод 610 в отрезном устройстве 600 соединен с возможностью обмена данными с блоком управления отрезного устройства 600, так что блок управления отрезного устройства 600 может выдавать управляющие инструкции на линейный привод 610 с обеспечением возможности приведения в действия (активации) или включения привода 610, возможности деактивации или выключения привода 610, возможности задания или изменения рабочих характеристик или параметров работы привода 610 для задания или изменения скорости перемещения каретки отрезного устройства 600 по направляющей 700, задания или изменения направления перемещения каретки отрезного устройства 600 по направляющей 700 и/или т.п., и/или т.п., при этом указанные управляющие инструкции блока управления отрезного устройства 600 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления отрезного устройства 600 от управляющего устройства системы 1000.
Кроме того, как показано на фиг. 6, отрезное устройство 600 содержит функциональный модуль 620 для резки обечайки в виде отрезного приспособления (см. фиг. 6а), выполненного с возможностью отрезания одной или более концевых частей от покрашенной обечайки, полученной в результате работы покрасочного устройства 500, показанного на фиг. 5. В частности, как показано на фиг. 6, функциональный модуль 620 для резки обечайки выполнен с возможностью поперечного разрезания покрашенной обечайки, полученной в результате работы покрасочного устройства 500, в двух местах, соответствующим линиям 12, 14 разреза, так что в результате от указанной обечайки оказываются отрезанными две части с ее противоположных концов. Следует отметить, что в результате работы отрезного устройства 600 может быть укорочена длина обечайки или могут быть отрезаны концевые части обечайки, которые могут иметь нежелательные дефекты в одном или более из слоев обечайки (например, неравномерное или некачественное нанесение слоя), полученных в результате последовательной работы экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400 и покрасочного устройства 500.
Функциональный модуль 620 для резки обечайки в отрезном устройстве 600 соединен с возможностью обмена данными с блоком управления отрезного устройства 600, так что блок управления отрезного устройства 600 может выдавать управляющие инструкции на указанный функциональный модуль 620 с обеспечением возможности приведения в действия (активации) или включения функционального модуля 620, возможности деактивации или выключения функционального модуля 620, возможности задания или изменения рабочих характеристик или параметров работы функционального модуля 620 для изменения скорости резки, шаблона резки и/или т.п., при этом указанные управляющие инструкции блока управления отрезного устройства 600 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления отрезного устройства 600 от управляющего устройства системы 1000.
Кроме того, как показано на фиг. 6, отрезное устройство 600 содержит пылесос или всасывающее устройство 630, выполненное с возможностью всасывания или засасывания твердых частиц, образующихся при резке обечайки с использованием функционального модуля 620 для резки обечайки. Всасывающее устройство 630 также соединено с возможностью обмена данными с блоком управления отрезного устройства 600, так что блок управления отрезного устройства 600 может выдавать управляющие инструкции на всасывающее устройство 630 с обеспечением возможности приведения в действия (активации) или включения всасывающего устройства 630, возможности деактивации или выключения всасывающего устройства 630, возможности задания или изменения рабочих характеристик или параметров работы всасывающего устройства 630 для изменения длительности всасывания, мощности всасывания и/или т.п., при этом указанные управляющие инструкции блока управления отрезного устройства 600 могут быть сгенерированы в ответ на соответствующие управляющие инструкции управляющего устройства системы 1000, принятые блоком управления отрезного устройства 600 от управляющего устройства системы 1000.
Вышеописанный функциональный модуль 620 для резки обечайки, входящий в состав отрезного устройства 600, показанного на фиг. 6, показан более подробно на фиг. 6а.
В частности, как показано на фиг. 6а, функциональный модуль 620 для резки обечайки представляет собой резак или отрезное приспособление, снабженное пильным диском 622 и приводом 624, соединенным с возможностью обмена данными с блоком управления отрезного устройства 600 и функционально соединенным с указанным пильным диском 622 с обеспечением возможности воздействия этого пильного диска 622 на покрашенную обечайку под управлением блока управления отрезного устройства 600. Таким образом, при перемещении отрезного устройства 600 по направляющей 700 в заданное место на направляющей 700, соответствующее конкретному месту на покрашенной обечайке, сформированной на оправке 10, функциональный модуль 620 для резки обечайки приводится в действие блоком управления отрезного устройства 600 с обеспечением воздействия пильного диска 622 на указанную обечайку, вращаемую вместе с оправкой 10 посредством вращающего устройства 100.
Кроме того, как показано на фиг. 6а, функциональный модуль 620 для резки обечайки снабжен датчиком 626 положения, выполненным с возможностью определения положения пильного диска 622 по отношению к обечайке на оправке 10 и соединенным с возможностью обмена данными с блоком управления отрезного устройства 600. Следует отметить, что блок управления отрезного устройства 600 может принимать показания от датчика 626 положения в реальном времени или режиме реального времени с обеспечением возможности контроля пильного диска 622 по отношению к месту на обечайке, в котором необходимо сделать разрез путем воздействия на него указанного пильного диска 622, при этом блок управления отрезного устройства 600 может направлять системный запрос на датчик 626 положения для получения его показаний в ответ на управляющие инструкции, принятые блоком управления отрезного устройства 600 от управляющего устройства системы 1000, или может выдавать показания датчика 626 положения на управляющее устройство системы 1000 в реальном времени или режиме реального времени. Показания датчика 626 положения, принимаемые блоком управления отрезного устройства 600 от датчика 626 положения, позволяют блоку управления отрезного устройства 600 корректировать или регулировать работу отрезного устройства 600 в целом или работу функционального модуля для резки обечайки, входящего в состав отрезного устройства 600 (например, пильного диска 622), в частности.
В некоторых вариантах реализации настоящего изобретения каретка, используемая для перемещения экструзионного устройства 200 по прямолинейной направляющей 800, может входить в состав экструзионного устройства 200, каретка, используемая для перемещения кашировального устройства 300 по прямолинейной направляющей 800, может входить в состав кашировального устройства 300, каретка, используемая для перемещения намоточного устройства 400 по прямолинейной направляющей 800, может входить в состав намоточного устройства 300, каретка, используемая для перемещения покрасочного устройства 500 по прямолинейной направляющей 700, может входить в состав покрасочного устройства 500, и/или каретка, используемая для перемещения отрезного устройства 600 по прямолинейной направляющей 700, может входить в состав отрезного устройства 600.
На фиг. 7 показана блок-схема, иллюстрирующая основные операции способа изготовления обечайки согласно настоящему изобретению, при этом способ 900 изготовления обечайки, показанный на фиг. 7, может быть выполнен с использованием системы 1000 для изготовления обечайки, реализованной в соответствии с любым из релевантных вариантов реализации настоящего изобретения, описанных в данном документе.
В частности, способ 900 изготовления обечайки, показанный на фиг. 7, включает следующие шесть (4) основных операций или шесть (6) основных этапов 910, 920, 930, 940, 950 и 960: на этапе 910 вращают оправку посредством вращающего устройства 100; на этапе 920 перемещают экструзионное устройство 200 по прямолинейной направляющей 800 по отношению к вращаемой оправке 10 с обеспечением возможности намотки или нанесения на нее расплавленного термопласта (т.е. возможности нанесения слоя термопласта на обечайку 10); на этапе 930 перемещают кашировальное устройство 300 по прямолинейной направляющей 800 по отношению к вращаемой оправке 10 с обеспечением возможности каширования термопласта, нанесенного на оправку на этапе 920 (т.е. возможности намотки или нанесения слоя каширы на указанный нанесенный на оправку термопласт); на этапе 940 перемещают намоточное устройство 400 по прямолинейной направляющей 800 по отношению к вращаемой оправке 10 с обеспечением возможности намотки или нанесения пропитанного связующим стеклоровинга (т.е. слоя стеклопластика) на кашированный термопласт, сформированный или полученный на оправке 10 в результате выполнения этапа 930 (в частности, на слой каширы, сформированный или полученный на слое термопласта в результате выполнения этапа 930), для получения или формирования трехслойной обечайки на оправке 10; на этапе 950 перемещают покрасочное устройство 500 по прямолинейной направляющей 700 по отношению к вращаемой оправке 10 с обеспечением возможности нанесения краски на указанную сформированную обечайку (в частности, на слой стеклопластика, сформированный или полученный на слое каширы в результате выполнения этапа 940), для получения покрашенной обечайки; а на этапе 960 перемещают отрезное устройство 600 по прямолинейной направляющей 700 по отношению к вращаемой оправке 10 с обеспечением возможности отрезания по меньшей мере одной части от указанной покрашенной обечайки 10, полученной в результате выполнения этапа 950, или возможности разрезания указанной полученной обечайки 10 по меньшей мере в одном месте.
Следует отметить, что в способе 900 перемещение экструзионного устройства 200 по прямолинейной направляющей 800 осуществляют под управлением управляющего устройства системы 1000 в ответ на управляющие инструкции, выдаваемые управляющим устройством системы 1000 на блок управления экструзионного устройства 200. Управляющее устройство системы 1000 управляет перемещением экструзионного устройства 200 по прямолинейной направляющей 800 и вращением оправки 10 с обеспечением равномерной намотки термопласта на оправку 10 по длине оправки 10 от начального местоположения, достижение которого контролируется датчиком 270 начального положения и в котором управляющее устройство системы 1000 включает экструзионное устройство 200 для начала процесса намотки термопласта, до конечного местоположения, достижение которого контролируется датчиком 840 конечного положения и в котором управляющее устройство системы 1000 выключает экструзионное устройство 200 для завершения процесса намотки термопласта. Перед достижением экструзионным устройством 200 своего первоначального местоположения на направляющей 800, в котором управляющее устройство системы 1000 включает экструзионное устройство 200 с обеспечением выполнения экструзионным устройством 200 своего назначения, управляющее устройство системы 1000 обеспечивает перемещение экструзионного устройства 200 в выключенном состоянии на каретке по направляющей 800 из первоначального места стоянки, в котором было изначально размещено экструзионное устройство 200. После достижения экструзионным устройством 200 своего конечного местоположения на направляющей 800 и, следовательно, выключения этого экструзионного устройства 200 управляющее устройство системы 1000 перемещает экструзионное устройство 200 в выключенном состоянии на каретке в место 810 стоянки на направляющей 800.
Кроме того, в способе 900 перемещение кашировальное устройство 300 по прямолинейной направляющей 800 осуществляют под управлением управляющего устройства системы 1000 после размещения или остановки экструзионного устройства 200 в месте 810 стоянки. Управляющее устройство системы 1000 управляет перемещением кашировального устройства 300 по прямолинейной направляющей 800 и вращением оправки 10 с обеспечением равномерной намотки каширы 310 на термопласт, ранее намотанный на оправку 10 посредством экструзионного устройства 200, по длине оправки 10 от начального местоположения, достижение которого контролируется датчиком 340 начального положения и в котором управляющее устройство системы 1000 включает кашировальное устройство 300 для начала процесса намотки каширы 310, до конечного местоположения, достижение которого контролируется датчиком 840 конечного положения и в котором управляющее устройство системы 1000 выключает кашировальное устройство 300 для остановки или завершения процесса намотки каширы 310. Перед достижением кашировальным устройством 300 своего первоначального местоположения на направляющей 800, в котором управляющее устройство системы 1000 включает кашировальное устройство 300 с обеспечением выполнения кашировальным устройством 300 своего назначения, управляющее устройство системы 1000 обеспечивает перемещение кашировального устройства 300 в выключенном состоянии на каретке по направляющей 800 из первоначального места стоянки, в котором было изначально размещено кашировальное устройство 300. После достижения кашировальным устройством 300 своего конечного местоположения на направляющей 800 и, следовательно, выключения этого кашировального устройства 300 управляющее устройство системы 1000 перемещает кашировальное устройство 300 в выключенном состоянии на каретке в место 820 стоянки на направляющей 800.
Кроме того, в способе 900 перемещение намоточного устройства 400 по прямолинейной направляющей 800 осуществляют под управлением управляющего устройства системы 1000 после размещения или остановки кашировального устройства 200 в месте 820 стоянки. Управляющее устройство системы 1000 управляет перемещением намоточного устройства 400 по прямолинейной направляющей 800 и вращением оправки 10 с обеспечением равномерной намотки или равномерного нанесения пропитанного связующим стеклоровинга на каширу 310, ранее намотанную или нанесенную на сформированный на оправке слой термопласта посредством кашировального устройства 300, по длине оправки 10 от начального местоположения, достижение которого контролируется датчиком 480 начального положения и в котором управляющее устройство системы 1000 включает намоточное устройство 400 для начала процесса намотки пропитанного связующим стеклоровинга, до конечного местоположения, достижение которого контролируется датчиком 840 конечного положения и в котором управляющее устройство системы 1000 выключает намоточное устройство 400 для остановки или завершения процесса намотки пропитанного связующим стеклоровинга. Перед достижением намоточным устройством 400 своего первоначального местоположения на направляющей 800, в котором управляющее устройство системы 1000 включает намоточное устройство 400 с обеспечением выполнения намоточным устройством 400 своего назначения, управляющее устройство системы 1000 обеспечивает перемещение намоточного устройства 400 в выключенном состоянии на каретке по направляющей 800 из первоначального места стоянки, в котором было изначально размещено намоточное устройство 300. После достижения намоточным устройством 400 своего конечного местоположения на направляющей 800 и, следовательно, выключения этого намоточного устройства 400 управляющее устройство системы 1000 перемещает намоточное устройство 400 в выключенном состоянии на каретке в место 830 стоянки на направляющей 800.
Обечайка, полученная или сформированная в результате выполнения вышеописанного способа 900, имеет по существу форму полого цилиндра или открытого с торцов цилиндрического барабана, при этом указанная сформированная обечайка изготовлена в виде выполненной за одной целое цилиндрической детали и выполнена бесшовной (т.е. не имеет внутренних шов, которые бы соединяли части обечайки друг с другом), что уменьшает вероятность повреждения, разрушения или протекания изготовленной обечайки в результате воздействия на нее внешней или окружающей среды при ее эксплуатации. Следует также отметить, что вышеописанный способ 900 позволяет получить обечайку любой необходимой длины и любого необходимого диаметра.
Согласно одному из вариантов реализации настоящего изобретения, в способе 900 расплавленный термопласт могут наносить на оправку с использованием прижимного приспособления 280, входящего в состав вышеописанного экструзионного устройства 200.
Согласно другому варианту реализации настоящего изобретения, в способе 900 операция каширования может включать нанесение адгезионного слоя на основе тканого или нетканого (текстильного) материала на термопласт, нанесенный на оправку 10 посредством экструзионного устройства 200, с использованием кашировального устройства 300.
Согласно еще одному варианту реализации настоящего изобретения, в способе 900 текстильный материал, наносимый на термопласт, нанесенный на оправку 10 посредством экструзионного устройства 200, с использованием кашировального устройства 300, могут дополнительно натягивать с использованием натяжного приспособления, входящего в состав кашировального устройства 300.
Согласно иному варианту реализации настоящего изобретения, в способе 900 степень натяжения текстильного материала, наносимого на сформированный на оправке термопласт с использованием кашировального устройства 300, могут контролировать с использованием вышеописанного датчика 370 натяжения, входящего в состав кашировального устройства 300.
Согласно некоторому варианту реализации настоящего изобретения, в способе 900 перед нанесением текстильного материала на сформированный на оправке термопласт, осуществляемым с использованием кашировального устройства 300, указанный полипролилен могут дополнительно нагревать до заданной температуры с использованием вышеописанного инфракрасного нагревателя 320, входящего в состав кашировального устройства 300.
Согласно некоторому другому варианту реализации настоящего изобретения, в способе 900 перед осуществлением намотки стеклоровинга на кашированный термопласт, сформированный или полученный на оправке 10 в результате выполнения вышеописанных операций 910-930 способа, указанный стеклоровинг дополнительно пропитывают предварительно нагретой смолой для получения стеклопластика.
Согласно некоторому иному варианту реализации настоящего изобретения, в способе 900 перед осуществлением намотки стеклоровинга на кашированный термопласт, сформированный или полученный на оправке 10 в результате выполнения вышеописанных операций 910-930 способа, на указанный стеклоровинг дополнительно наносят предварительно нагретую смолу для получения стеклопластика.
Согласно другим вариантам реализации настоящего изобретения, в способе 900 предварительно нагретую смолу могут наносить на стеклоровинг, который должен быть намотан на кашированный термопласт, сформированный или полученный на оправке 10 в результате выполнения вышеописанных операций 910-930 способа, путем ее распыления на указанный кашированный термопласт с использованием распыляющего приспособления, входящего в состав намоточного устройства 400.
Согласно иным вариантам реализации настоящего изобретения, в способе 900 экструзионное устройство 200, кашировальное устройство 300 и намоточное устройство 400 могут перемещать по одному и тому же пути перемещения или по одной и той же направляющей 800 под управлением управляющего устройства системы 1000.
Согласно некоторым вариантам реализации настоящего изобретения, в способе 900 покрасочное устройство 500 и отрезное устройство 600 могут перемещать по одному и тому же пути перемещения или по одной и той же направляющей 700 под управлением управляющего устройства системы 1000.
Следует отметить, что вращающее устройство 100, экструзионное устройство 200, кашировальное устройство 300, намоточное устройство 400, покрасочное устройство 500 (опционно, то есть в случае необходимости) и отрезное устройство 600 (опционно, то есть в случае необходимости) по сути направлены в отдельности и в сочетании друг с другом (совместно) на изготовление композитной обечайки, состоящей по меньшей мере из трех последовательно нанесенных друг на друга слоев, содержащих вышеописанный слой термопласта в качестве несущего слоя, вышеописанный слой каширы в качестве промежуточного слоя, намотанный или нанесенный на указанный слой термопласта для получения на обечайке 10 кашированного термопласта и выполняющий функцию связующего слоя (т.е. адгезионного слоя, обеспечивающего адгезию слоя стеклопластика к слою термопласта), и слой стеклопластика (т.е. слой пропитанного смолой стеклоровинга), намотанный или нанесенный на указанный слой каширы. В частности, обечайка, полученная или сформированная с использованием системы 1000, показанной на фиг. 1, по сути представляет собой композитную обечайку ввиду того, что она сформирована из трех последовательно нанесенных друг на друга слоев: слоя термопласта, слоя каширы и слоя стеклопластика.
Представленные выше иллюстративные варианты осуществления настоящего изобретения, примеры и описание служат лишь для обеспечения лучшего понимания сущности заявленной изобретения и не являются ограничивающими. Специалисту должно быть очевидно, что возможны и другие варианты осуществления настоящего изобретения, которые будут ясны специалисту при ознакомлении с приведенным выше описанием настоящего изобретения, в частности для специалиста должны быть очевидны различные модификации или изменения вышеописанных конструктивных, функциональных и/или структурных особенностей экструзионного устройства 200, кашировального устройства 300, намоточного устройства 400, покрасочного устройства 500 и отрезного устройства 600, а также различные модификации, разновидности и/или эквивалентные замены вышеописанных конструктивных частей, деталей, элементов, компонентов, функциональных блоков и/или функциональных модулей, входящих в состав каждого из указанных функциональных устройств системы 1000, описанной в данном документе, или используемых для их изготовления или сборки, без выхода за рамки объема настоящего изобретения. Объем настоящего изобретения ограничен лишь прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАШИРОВАНИЯ ПЛЕНОЧНОЙ ТРУБКИ, СОДЕРЖАЩЕЙ НЕЗНАЧИТЕЛЬНОЕ КОЛИЧЕСТВО ЧАСТИЦ | 2006 |
|
RU2442692C2 |
| СПОСОБ КАШИРОВАНИЯ ПЛИТЫ-ПОДЛОЖКИ ПОЛИМЕРНОЙ ПЛЕНКОЙ | 2011 |
|
RU2575290C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КАШИРОВАНИЯ ПЛИТЫ-ПОДЛОЖКИ ПОЛИМЕРНОЙ ПЛЕНКОЙ | 2011 |
|
RU2575287C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2271930C2 |
| Способ очистки металлической стружки от масел | 1990 |
|
SU1749272A1 |
| СОСУД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2026194C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПРОЦЕССА ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2346814C1 |
| КЛЕЙ-РАСПЛАВ | 1992 |
|
RU2068439C1 |
| СПОСОБ ПРОИЗВОДСТВА ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2023 |
|
RU2810429C1 |
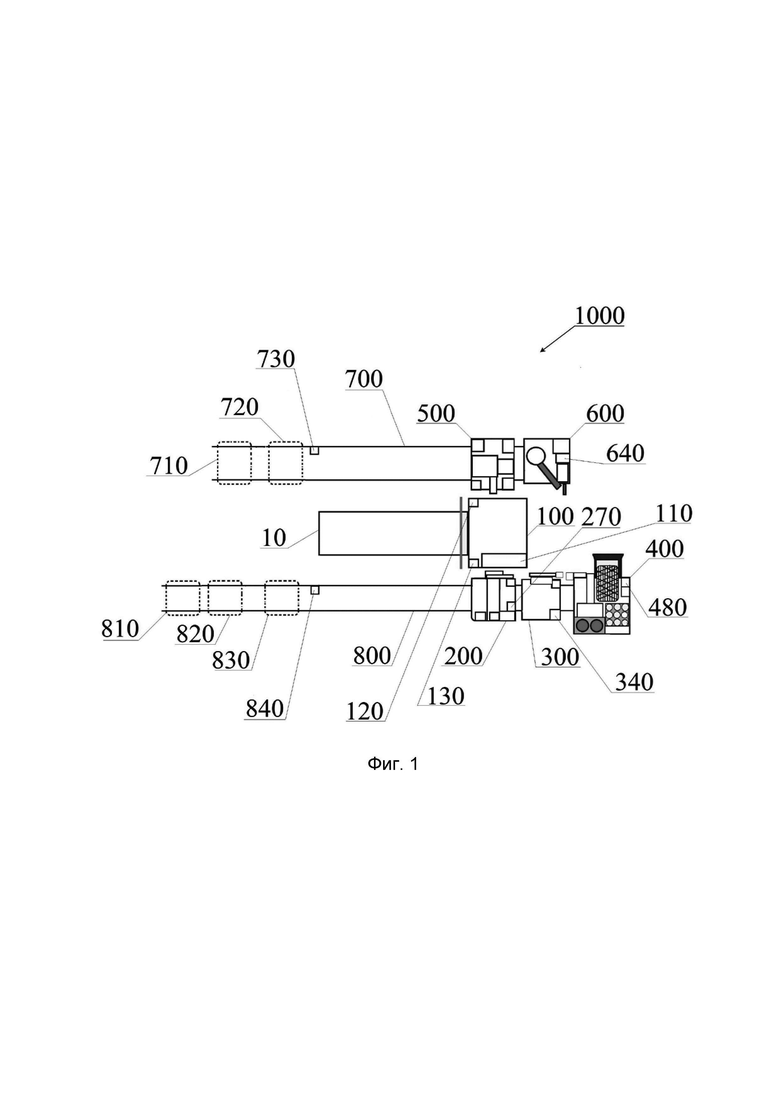
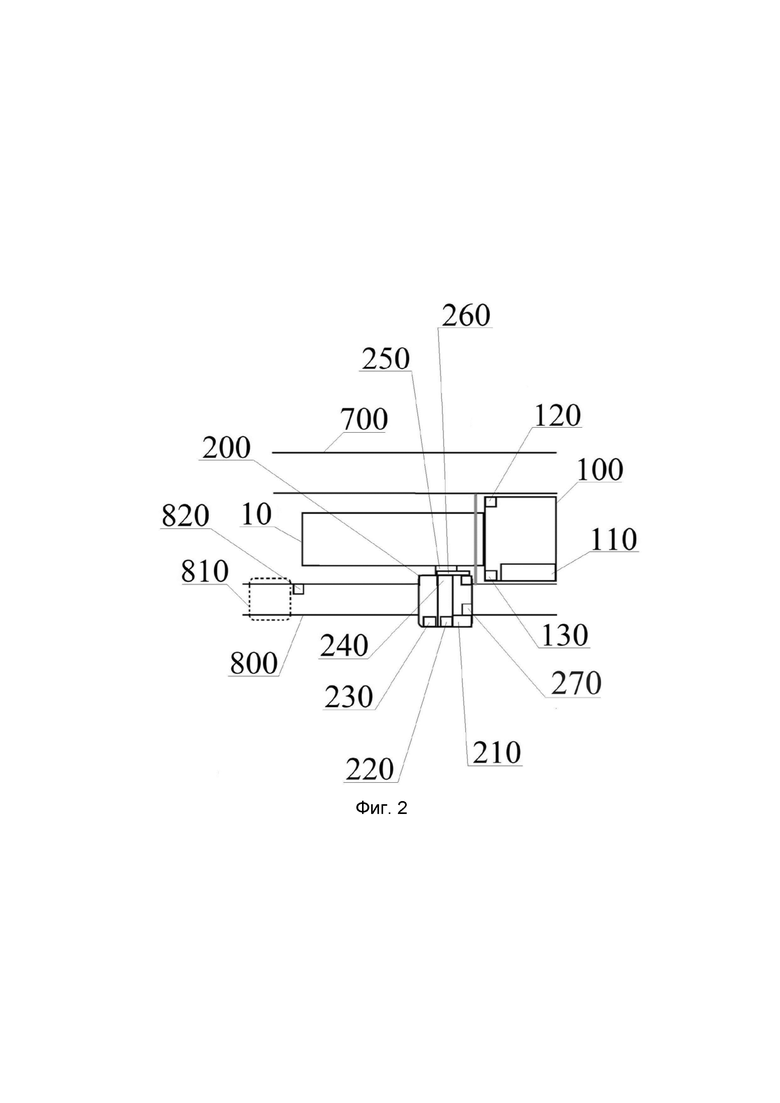
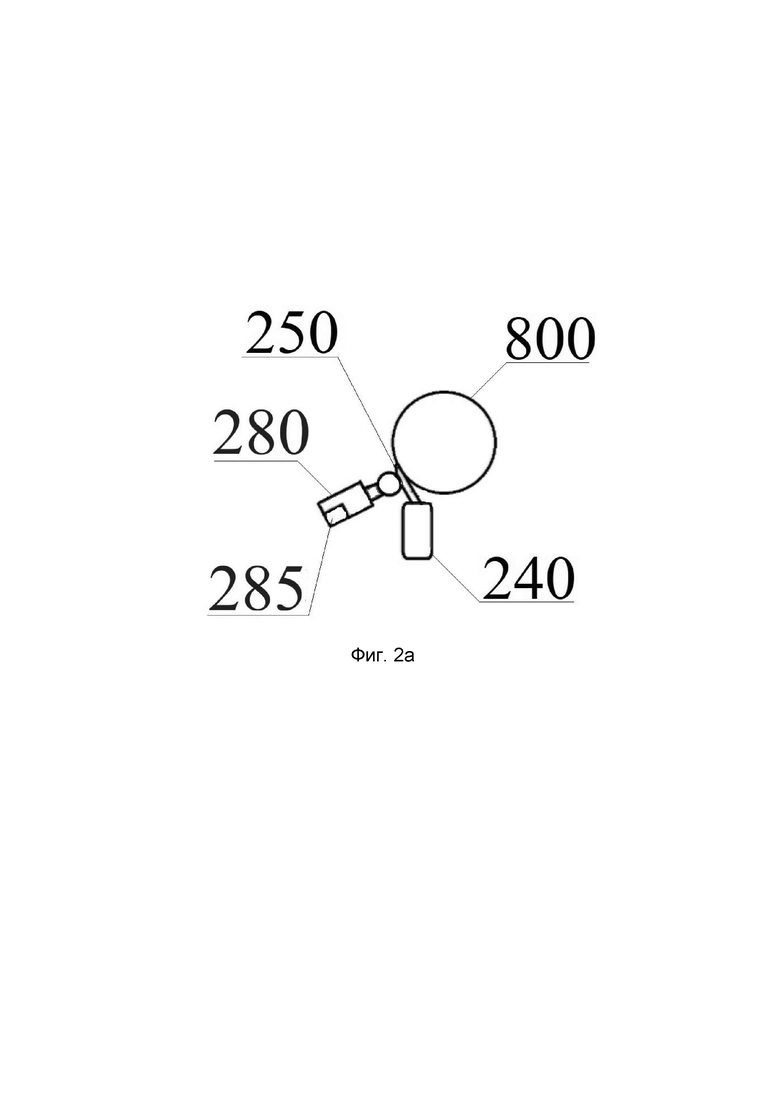
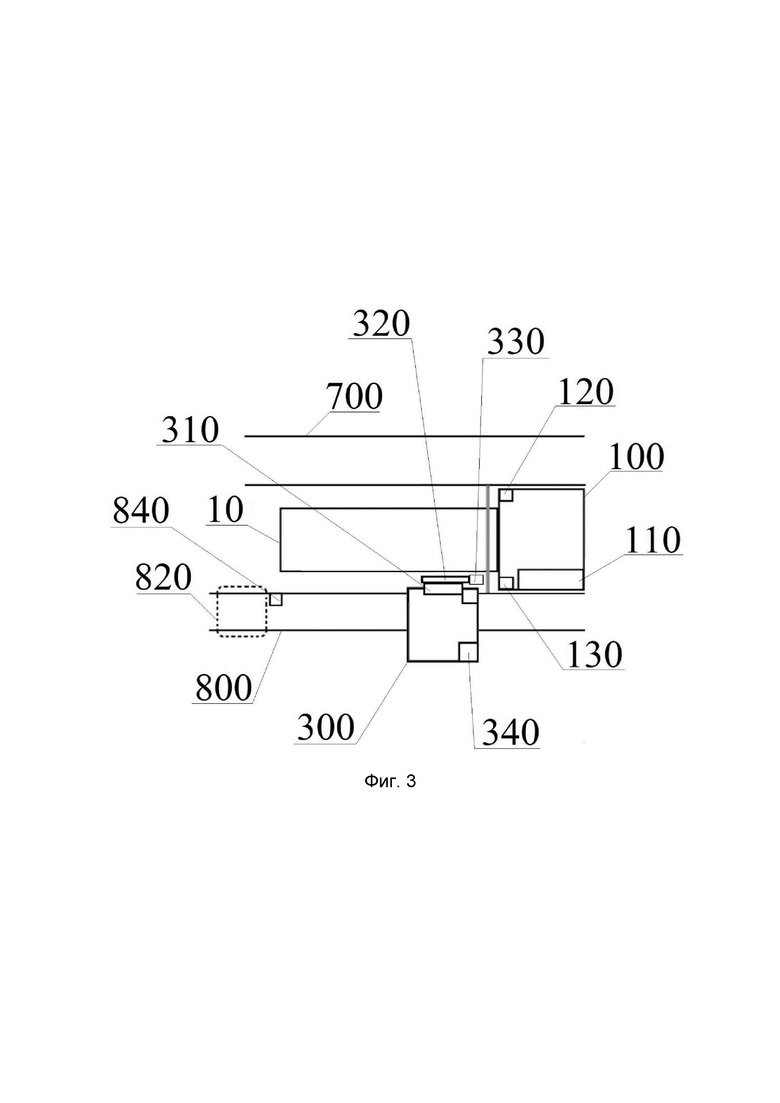
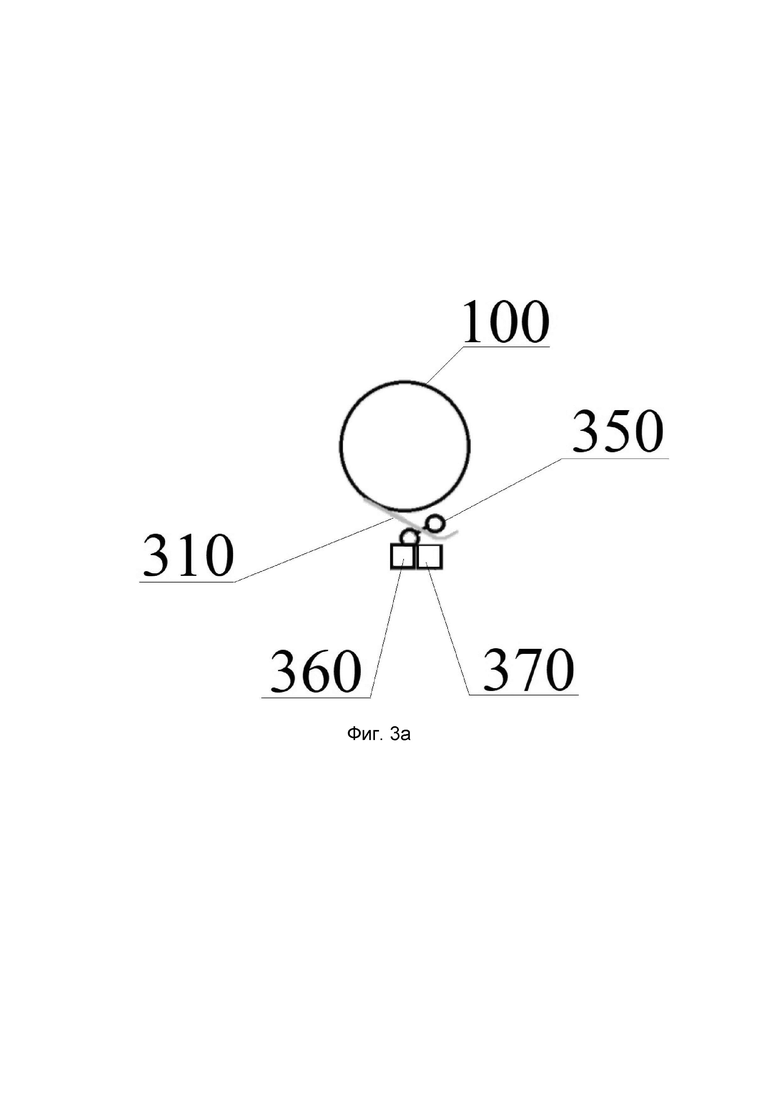
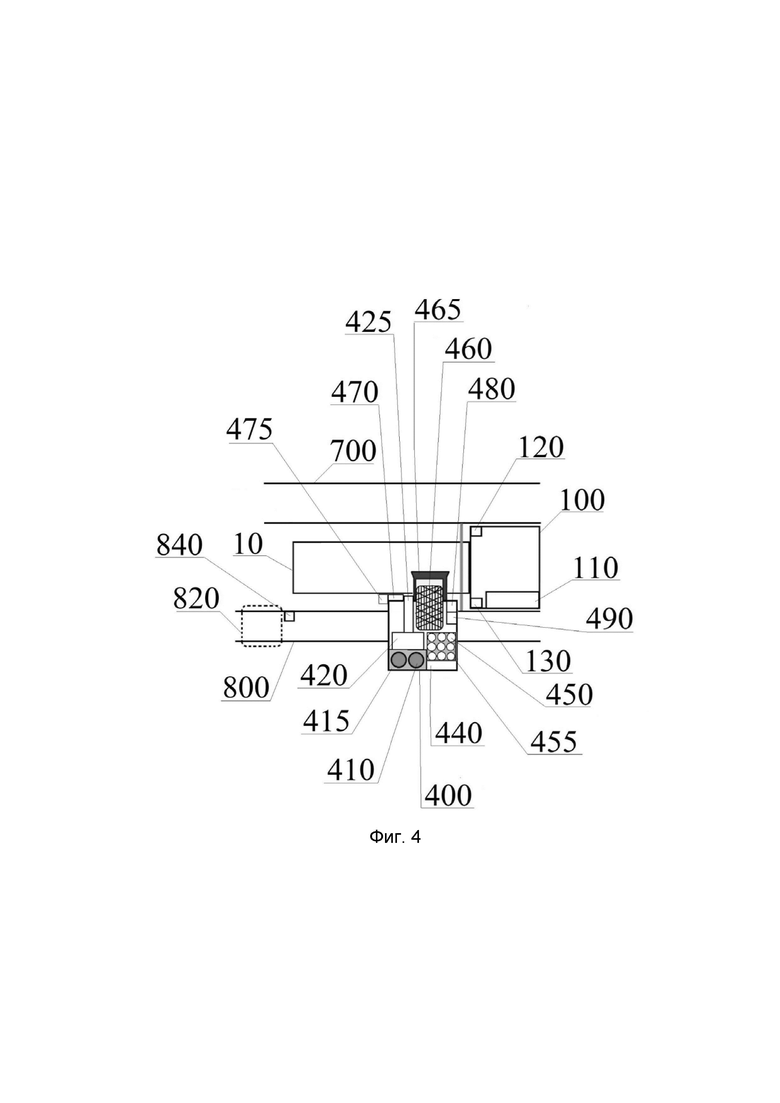
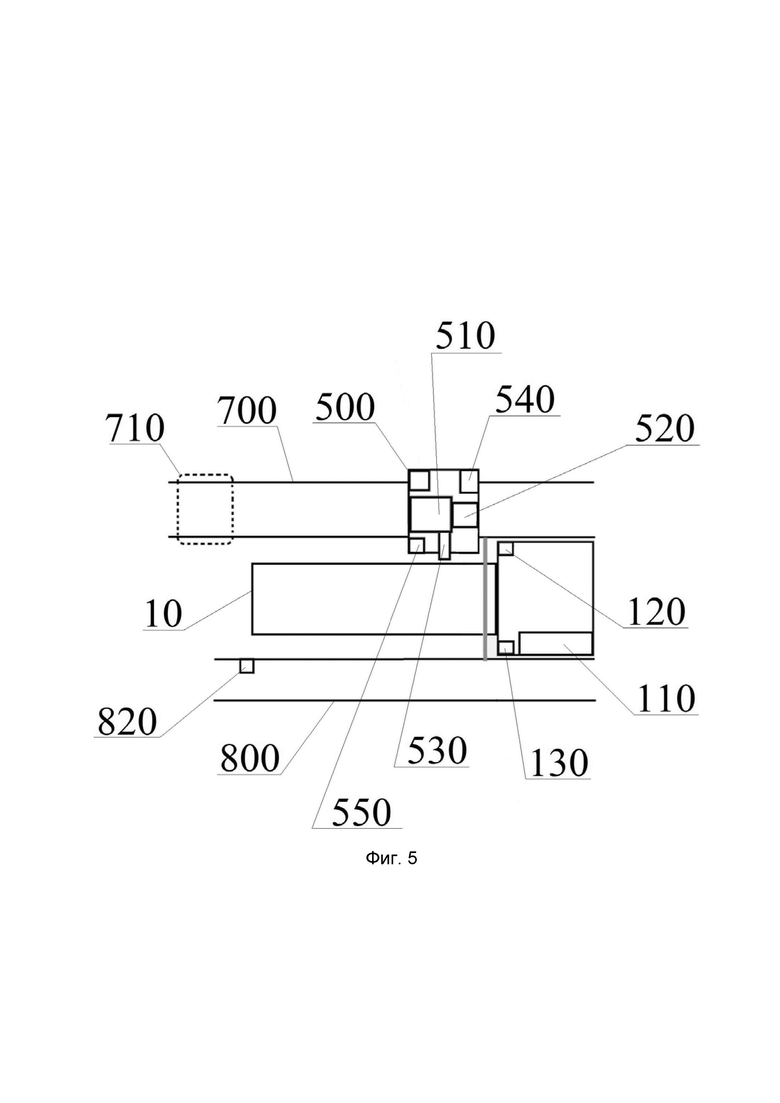
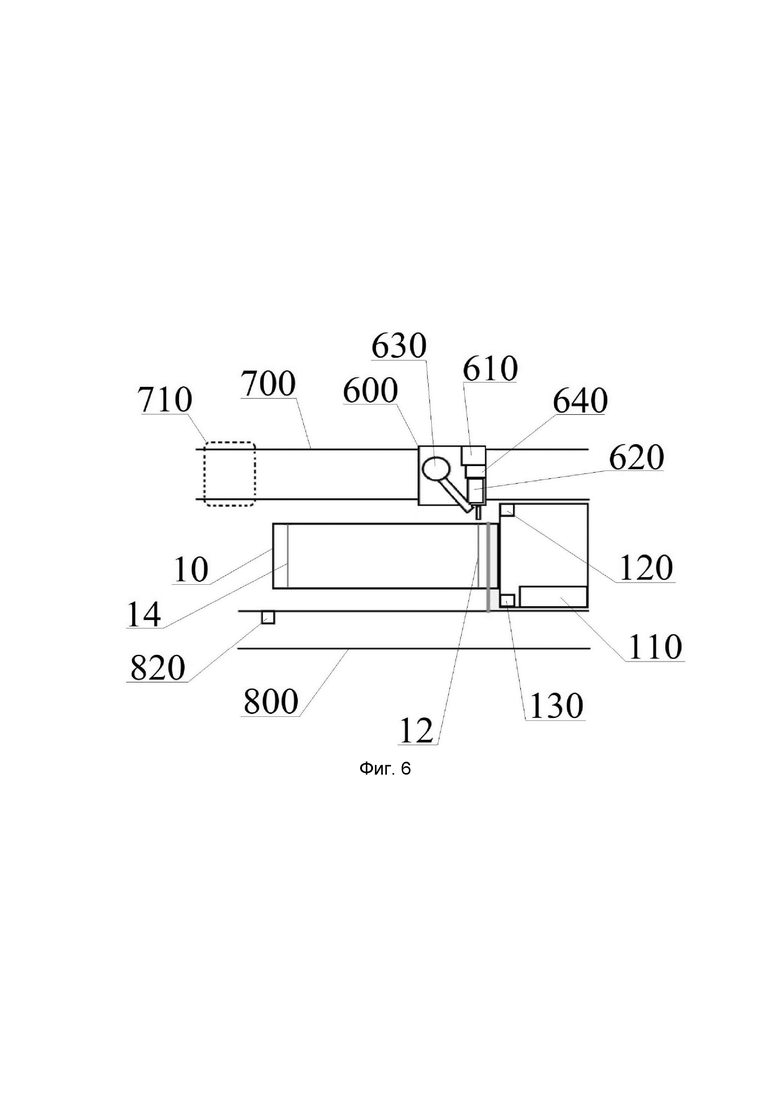
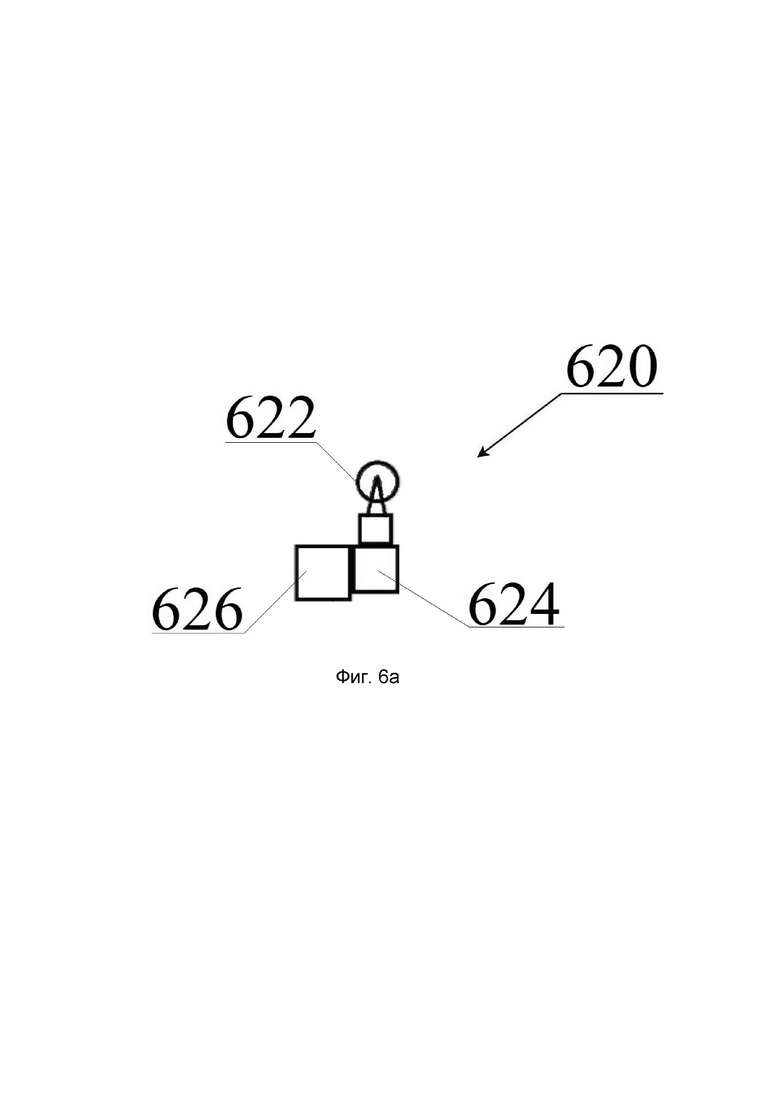
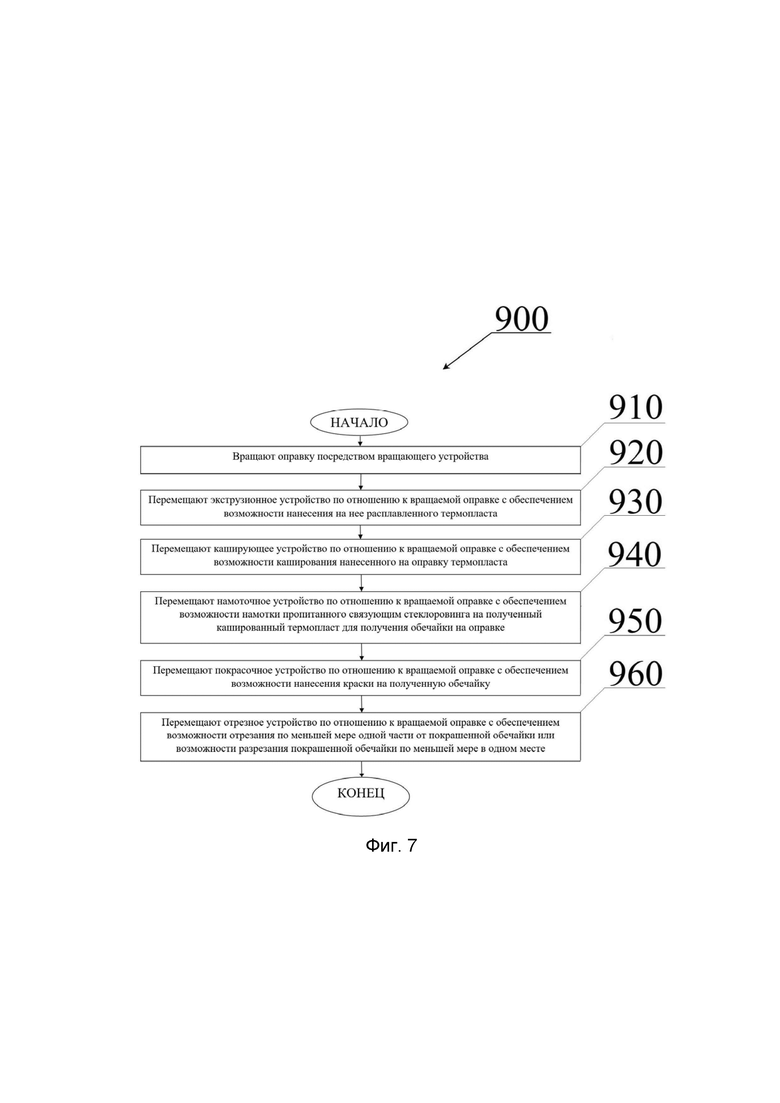
Изобретение относится к способу изготовления обечайки. Техническим результатом является обеспечение точного позиционирования используемой для изготовления обечайки детали на каждой технологической операции по отношению к рабочему органу функционального устройства. Технический результат достигается способом, согласно которому вращают оправку посредством вращающего устройства, перемещают экструзионное устройство по отношению к вращаемой оправке с обеспечением возможности нанесения на нее расплавленного термопласта. Затем перемещают кашировальное устройство по отношению к вращаемой оправке с обеспечением возможности каширования указанного нанесенного термопласта. Далее перемещают намоточное устройство по отношению к вращаемой оправке с обеспечением возможности намотки стеклоровинга на указанный кашированный термопласт для получения обечайки на указанной оправке. 2 н. и 29 з.п. ф-лы, 10 ил.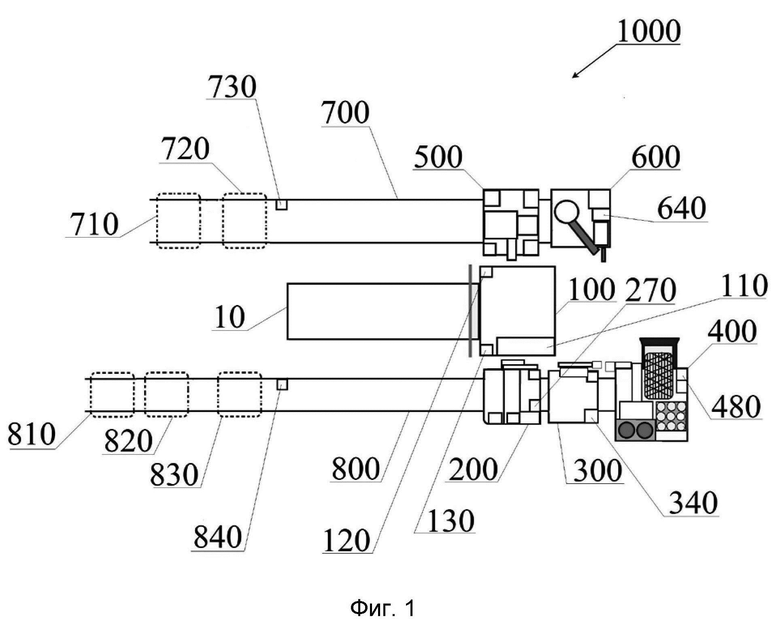
1. Способ изготовления обечайки, согласно которому:
вращают оправку посредством вращающего устройства,
перемещают экструзионное устройство по отношению к вращаемой оправке с обеспечением возможности нанесения на нее расплавленного термопласта,
перемещают кашировальное устройство по отношению к вращаемой оправке с обеспечением возможности каширования указанного нанесенного термопласта,
перемещают намоточное устройство по отношению к вращаемой оправке с обеспечением возможности намотки стеклоровинга на указанный каптированный термопласт для получения обечайки на указанной оправке.
2. Способ по п. 1, согласно которому расплавленный термопласт наносят на оправку с использованием прижимного приспособления.
3. Способ по любому из пп. 1, 2, согласно которому каширование включает нанесение адгезионного слоя на основе тканого или нетканого материала на указанный нанесенный на оправку термопласт.
4. Способ по п. 3, согласно которому наносимый текстильный материал дополнительно натягивают с использованием натяжного приспособления.
5. Способ по п. 4, согласно которому дополнительно контролируют степень натяжения наносимого текстильного материала с использованием датчика натяжения.
6. Способ по любому из пп. 3-5, согласно которому перед нанесением текстильного материала указанный нанесенный на оправку термопласт дополнительно нагревают до заданной температуры с использованием нагревателя.
7. Способ по п. 1, согласно которому перед осуществлением намотки стеклоровинга на кашированный термопласт указанный стеклоровинг дополнительно пропитывают предварительно нагретой смолой.
8. Способ по п. 1, согласно которому перед осуществлением намотки стеклоровинга на кашированный термопласт на указанный стеклоровинг дополнительно наносят предварительно нагретую смолу.
9. Способ по п. 8, согласно которому указанную предварительно нагретую смолу наносят путем распыления на кашированный термопласт с использованием распыляющего приспособления.
10. Способ по любому из пп. 1-9, согласно которому экструзионное устройство, кашировальное устройство и намоточное устройство перемещают по одному и тому же пути перемещения или по одной и той же направляющей под управлением управляющего устройства.
11. Способ по любому из пп. 1-10, согласно которому дополнительно перемещают покрасочное устройство по отношению к вращаемой оправке с обеспечением возможности нанесения краски на указанную полученную обечайку.
12. Способ по любому из пп. 1-11, согласно которому дополнительно перемещают отрезное устройство по отношению к вращаемой оправке с обеспечением возможности отрезания по меньшей мере одной части от указанной полученной обечайки или возможности разрезания полученной обечайки по меньшей мере в одном месте.
13. Способ по любому из пп. 11, 12, согласно которому покрасочное устройство и отрезное устройство перемещают по одному и тому же пути перемещения или по одной и той же направляющей под управлением управляющего устройства.
14. Система для изготовления обечайки, содержащая:
вращающее устройство, выполненное с возможностью соединения с оправкой с обеспечением возможности ее вращения,
экструзионное устройство, выполненное с возможностью перемещения по отношению к указанной вращаемой оправке с обеспечением возможности нанесения на нее расплавленного термопласта,
кашировальное устройство, выполненное с возможностью перемещения по отношению к указанной вращаемой оправке с обеспечением возможности кэширования указанного нанесенного термопласта, и
намоточное устройство, выполненное с возможностью перемещения по отношению к указанной вращаемой оправке с обеспечением возможности намотки стеклоровинга на указанный кашированный термопласт для получения обечайки на указанной оправке.
15. Система по п. 14, дополнительно содержащая покрасочное устройство, выполненное с возможностью перемещения по отношению к вращаемой оправке с обеспечением возможности нанесения краски на указанную полученную обечайку.
16. Система по п. 15, дополнительно содержащая отрезное устройство, выполненное с возможностью перемещения по отношению к вращаемой оправке с обеспечением возможности отрезания по меньшей мере одной части от указанной полученной обечайки или возможности разрезания полученной обечайки по меньшей мере в одном месте.
17. Система по п. 14, в которой экструзионное устройство, кашировальное устройство и намоточное устройство установлены на одной и той же направляющей с возможностью последовательного перемещения по ней под управлением управляющего устройства.
18. Система по п. 16, в которой покрасочное устройство и отрезное устройство установлены на одной и той же направляющей с возможностью последовательного перемещения по ней под управлением управляющего устройства.
19. Система по п. 14, в которой экструзионное устройство дополнительно снабжено прижимным приспособлением, выполненным с возможностью прижатия расплавленного термопласта к оправке.
20. Система по п. 14, дополнительно содержащая прижимное приспособление, выполненное с возможностью прижатия указанного расплавленного термопласта к оправке.
21. Система по п. 14, в которой кашировальное устройство выполнено с возможностью нанесения текстильного материала на указанный нанесенный на оправку термопласт при осуществлении кэширования.
22. Система по п. 14, в которой кашировальное устройство дополнительно снабжено натяжным приспособлением, выполненным с возможностью натяжения указанного текстильного материала при его нанесении на нанесенный на оправку термопласт.
23. Система по п. 22, в которой кашировальное устройство дополнительно снабжено датчиком натяжения, выполненным с возможностью контроля степени натяжения наносимого текстильного материала.
24. Система по п. 14, дополнительно содержащая натяжное приспособление, выполненное с возможностью натягивания указанного текстильного материала при его нанесении на нанесенный на оправку термопласт.
25. Система по п. 24, дополнительно содержащая датчик натяжения, выполненный с возможностью контроля степени натяжения наносимого текстильного материала.
26. Система по п. 14, в которой кашировальное устройство дополнительно снабжено нагревателем, выполненным с возможностью нагревания нанесенного на оправку термпопласта до заданной температуры при нанесении текстильного материала на указанный нанесенный на оправку термопласт.
27. Система по п. 14, дополнительно содержащая нагреватель, выполненный с возможностью нагревания нанесенного на оправку термопласта до заданной температуры при нанесении текстильного материала на указанный нанесенный на оправку термопласт.
28. Система по п. 14, в которой намоточное устройство дополнительно содержит пропитывающее приспособление, выполненное с возможностью нанесения предварительно нагретой смолы на стеклоровинг при осуществлении намотки указанного стеклоровинга на сформированный на оправке кашированный термопласт.
29. Система по п. 14, дополнительно содержащая пропитывающее приспособление, выполненное с возможностью пропитывания стеклоровинга предварительно нагретой смолой или возможностью нанесения предварительно нагретой смолы на стеклоровинг при осуществлении намотки указанного стеклоровинга на сформированный на оправке кашированный термопласт.
30. Система по п. 14, в которой намоточное устройство дополнительно содержит распыляющее приспособление, выполненное с возможностью нанесения путем распыления предварительно нагретой смолы на сформированный на оправке кашированный термопласт перед осуществлением намотки стеклоровинга на указанный сформированный на оправке кашированный термопласт.
31. Система по п. 14, дополнительно содержащая распыляющее приспособление, выполненное с возможностью нанесения путем распыления предварительно нагретой смолы на сформированный на оправке кашированный термопласт перед осуществлением намотки стеклоровинга на указанный сформированный на оправке кашированный термопласт.
| CN 108081631 A, 29.05.2018 | |||
| ТРЕХСЛОЙНАЯ ОБЕЧАЙКА СОСУДА, РАБОТАЮЩЕГО ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2001 |
|
RU2199690C1 |
| Способ хирургической коррекции основной дуги сколиотической деформации грудного отдела позвоночника при вентральной динамической коррекции | 2024 |
|
RU2835469C1 |
| RU 209510 U1, 16.03.2022 | |||
| CN 208962534 U, 11.06.2019 | |||
| КУРИТЕЛЬНАЯ СМЕСЬ | 2007 |
|
RU2346627C1 |
| JP 2001205760 A, 31.07.2001 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНОК СО СЛОЕМ ИЗ СМЕСЕЙ ФТОРПОЛИМЕРОВ И ПОЛИАКРИЛАТОВ | 1999 |
|
RU2254238C2 |
