Область техники, к которой относится изобретение
Настоящее изобретение относится к области производства стекла, в частности к устройству и способу устранения участков напряжения на поверхности стекла.
Предпосылки изобретения
В настоящее время для гнутого закаленного стекла, особенно для большого гнутого стекла в форме дуги для использования в архитектуре, используют процесс отпуска, при котором нагретое стекло подается в зону формования, где одновременно выполняются процессы формования, закалки и отпуска. Во время процесса отпуска требуется равномерный нагрев всех частей стекла с последующей быстрой и равномерной закалкой. Если во время процесса нагрева и закалки существует разница в температуре между какой-либо частью поверхности стекла и поверхностью в целом, процесс отпуска впоследствии оставит на поверхности стекла «следы» различной степени. «Проявление» отпуска возникает в результате различий температуры закалки на различных частях поверхности стекла в процессе закалки, широко известных в промышленности как «участки напряжений» (также «воздушные узоры»).
В частности, на фиг. 1 и фиг. 2 показано традиционное приспособление для изготовления гнутого закаленного стекла, содержащее верхнее воздушное заграждение 1, нижнее воздушное заграждение 4 и множество транспортировочных валиков 3. Когда стекло 2 нагревается до заданной температуры размягчения в печи, стекло 2 транспортируется к криволинейному формовочному приспособлению, как показано на фиг. 1, в котором стекло 2 транспортируется посредством вращения транспортировочных валиков 3 между верхним воздушным заграждением 1 и нижним воздушным заграждением 4. Как показано на фиг. 2, стекло 2 затем преобразуется из плоского стекла в гнутое под действием дугообразующего механизма; затем верхнее воздушное заграждение и нижнее воздушное заграждение подают воздух одновременно на верхнюю и нижнюю поверхности стекла для закалки; в то же время при прямом и обратном вращении транспортировочных валиков 3 стекло 2 возвратно-поступательно качается в направлении стрелки, показанной на фиг. 2, на криволинейной поверхности, образованной транспортировочными валиками 3. Этот традиционный процесс закалки приводит к тому, что на поверхности стекла остаются «точки» или «полосы» участков напряжения.
Любое гнутое закаленное стекло, полученное с помощью такого процесса, страдает от наличия участков напряжения отпуска. Из-за разной толщины и кривизны стекла, температура нагрева, давление воздуха при закалке, расстояние обдува и другие факторы, проявление участков напряжения и степень визуализации также различны. По сути, участки напряжения на поверхности гнутого закаленного стекла представляют собой «дефекты», влияющие на оптические характеристики поверхности стекла. В последние годы, по мере того как у людей все больше возрастает понимание эстетики, растет потребность в гнутых закаленных стеклянных поверхностях без участков напряжения или без участков напряжения, видимых невооруженным глазом.
Сущность изобретения
С целью преодоления недостатков известного уровня техники в качестве первой цели настоящего изобретения предложено устройство для устранения участков напряжения на поверхности стекла, при этом устройство возвратно-поступательно обдувает стекло воздухом на транспортировочном узле посредством верхнего воздуходувного узла и нижнего воздуходувного узла, что приводит к уменьшению участков напряжения в процессе производства стекла.
В качестве второй цели настоящего изобретения предложен способ устранения участков напряжения на поверхности стекла, при этом способ приводит к уменьшению участков напряжения во время процесса изготовления стекла посредством возвратно-поступательного обдува стекла воздухом.
Первая цель настоящего изобретения реализуется путем принятия следующих технических решений.
Устройство для устранения участков напряжения на поверхности стекла содержит: транспортировочный узел, снабженный транспортировочной поверхностью для возвратно-поступательной транспортировки стекла в направлении транспортировки; верхний воздуходувный узел, обеспеченный над транспортировочной поверхностью, используемый для направления воздуха для возвратно-поступательного протекания над транспортировочной поверхностью в направлении качания, проходящего в направлении ширины стекла; и нижний воздуходувный узел, обеспеченный под транспортировочной поверхностью, используемый для направления воздуха для возвратно-поступательного протекания под транспортировочной поверхностью в направлении качания.
Кроме того, транспортировочный узел содержит: транспортировочную опорную раму; множество транспортировочных валиков, закрепленных с возможностью вращения на транспортировочной опорной раме; и дугообразующий механизм, используемый для преобразования опорной транспортировочной рамы в форму дугового сегмента, чтобы образовать транспортировочную поверхность в форме дугового сегмента на транспортировочных валиках.
Кроме того, нижний воздуходувный узел содержит: множество опорных рам воздушного заграждения, соединенных с транспортировочной опорной рамой; множество пластин воздушного заграждения, закрепленных с возможностью вращения на опорной раме воздушного заграждения, снабженных множеством воздуходувных отверстий, используемых для направления потока воздуха на транспортировочную поверхность; и качающий приводной механизм, заставляющий пластины воздушного заграждения возвратно-поступательно качаться в направлении качания.
Кроме того, качающий приводной механизм содержит: двигатель, закрепленный на опорной раме воздушного заграждения; и эксцентриковое колесо, при этом двигатель заставляет вращаться эксцентриковое колесо, и эксцентриковое колесо направляет пластины воздушного заграждения, чтобы они качались во время вращения.
Кроме того, нижний воздуходувный узел также содержит узел подъема-опускания, заставляющий пластины воздушного заграждения перемещаться ближе к транспортировочной поверхности или дальше от нее.
Кроме того, верхний воздуходувный узел по конструкции идентичен нижнему воздуходувному узлу.
Кроме того, дугообразующий механизм содержит: множество дугообразующих пластин; и приводную часть дугообразующих пластин, используемую для того, чтобы заставлять вращаться дугообразующие пластины, при этом две смежные дугообразующие пластины шарнирно соединены друг с другом, транспортировочные валики шарнирно соединены с дугообразующими пластинами, каждая опорная рама воздушного заграждения соединена с каждой из дугообразующих пластин, и две смежные опорные рамы воздушного заграждения соединены посредством универсального шарнира.
Кроме того, приводная часть дугообразующих пластин содержит: звездочку, шарнирно соединенную с опорной рамой воздушного заграждения; вал звездочки, синхронно соединенный со звездочкой; и приводную часть вала звездочки.
Вторая цель настоящего изобретения реализуется путем принятия следующих технических решений.
Способ устранения участков напряжения на поверхности стекла включает: этап транспортировки, причем стекло транспортируется между верхним воздуходувным узлом и нижним воздуходувным узлом посредством транспортировочного узла во время периода закалки и отпуска гнутого стекла; этап качания стекла, причем стекло возвратно-поступательно качается под действием транспортировочного узла вдоль транспортировочной поверхности; и этап воздушного охлаждения, причем верхний воздуходувный узел осуществляет возвратно-поступательный обдув в направлении ширины верхней поверхности стекла, нижний воздуходувный узел осуществляет возвратно-поступательный обдув в направлении ширины нижней поверхности стекла.
Кроме того, направление возвратно-поступательного качания стекла на этапе качания стекла чередуется с направлением возвратно-поступательного обдува на этапе воздушного охлаждения.
Кроме того, способ устранения участков напряжения на поверхности стекла также включает этап изготовления стекла; основными компонентами устройства для изготовления закаленного стекла являются, в направлении производственного процесса, сектор нагрева и вышеупомянутое устройство; сектор нагрева содержит печную камеру, нагревательные элементы, расположенные в печной камере, и группу керамических транспортировочных валиков; и плоскость, состоящая из образующих на керамических транспортировочных валиках, является горизонтальной.
По сравнению с известным уровнем техники положительные эффекты настоящего изобретения заключаются в следующем.
Во время обработки гнутого закаленного стекла положение обдува воздухом из статического состояния меняется на периодическое возвратно-поступательное качание вдоль осевого направления валика. Использование вышеуказанного способа может в наибольшей степени устранить участки напряжения на поверхности гнутого закаленного стекла, что приводит к значительному повышению оптических характеристик на поверхности стекла и зрительному комфорту.
Краткое описание графических материалов
На фиг. 1 представлена структурная схема состояния производства известного уровня техники;
на фиг. 2 представлена структурная схема другого состояния производства известного уровня техники;
на фиг. 3 представлена структурная схема направления потока воздуха в состоянии производства известного уровня техники;
на фиг. 4 представлена структурная схема согласно настоящему изобретению;
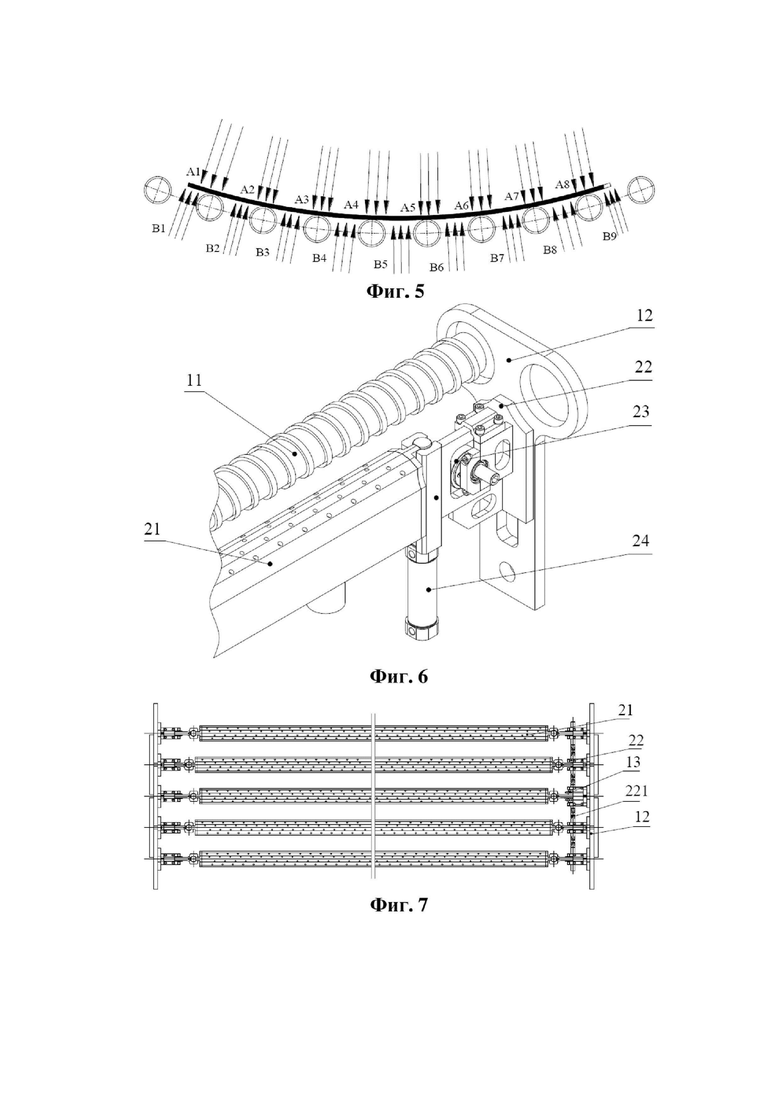
на фиг. 5 представлена структурная схема направления потока воздуха в состоянии производства согласно настоящему изобретению;
на фиг. 6 представлена схема частичной конструкции согласно настоящему изобретению;
на фиг. 7 представлена схема сборной конструкции транспортировочного узла и нижнего воздуходувного узла согласно настоящему изобретению;
на фиг. 8 представлена схема сборной конструкции в другом виде транспортировочного узла и нижнего воздуходувного узла согласно настоящему изобретению.
10: транспортировочный узел; 11: транспортировочный валик; 12: дугообразующая пластина; 13: звездочка; 20: нижний воздуходувный узел; 21: пластина воздушного заграждения; 22: опорная рама воздушного заграждения; 221: универсальный шарнир; 23: эксцентриковое колесо; 24: узел подъема-опускания; 30: верхний воздуходувный узел; 40: стекло.
Подробное описание предпочтительных вариантов осуществления
Настоящая заявка описана ниже совместно с прилагаемыми графическими материалами и посредством конкретных вариантов осуществления.
В описании настоящего изобретения следует отметить, что термины «вверх», «вниз», «спереди», «сзади», «слева», «справа», «вертикально», «горизонтально», «сверху», «снизу», «внутри», «снаружи» и другие отношения ориентации или поперечного положения основаны на отношениях ориентации или поперечного положения, показанных на прилагаемых графических материалах. Это предназначено только для облегчения описания и упрощения работы, но не для указания или обозначения того, что упомянутое приспособление или элемент имеет конкретную ориентацию или сконструировано и эксплуатируется в конкретной ориентации. Следовательно, их не следует рассматривать как ограничение настоящего изобретения.
Если не указано иное, все используемые в данном документе термины, включая технические и научные термины, имеют то же значение, которое обычно понимается специалистами в данной области техники, к которой относится настоящее изобретение. Термины, используемые в данном документе в описании настоящего изобретения, используются только для описания конкретных вариантов осуществления и не предназначены для ограничения изобретения.
Вариант осуществления 1
Как показано на фиг. 3-8, устройство для устранения участков напряжения на поверхности стекла содержит транспортировочный узел 10, верхний воздуходувный узел 30 и нижний воздуходувный узел 20; транспортировочный узел 10 имеет транспортировочную поверхность, на которую может быть помещено стекло 40 после изготовления, посредством которой стекло 40 может возвратно-поступательно транспортироваться в направлении транспортировки; стекло 40 может возвратно-поступательно качаться при обдуве в течение периода закалки.
В частности, верхний воздуходувный узел 30 обеспечен над транспортировочной поверхностью и может направлять воздух для возвратно-поступательного протекания над транспортировочной поверхностью в направлении качания. Нижний воздуходувный узел 20 обеспечен под транспортировочной поверхностью и может направлять воздух для возвратно-поступательного протекания под транспортировочной поверхностью в направлении качания, при этом направление качания проходит в направлении ширины стекла 40. Из-за того, что направление транспортировки проходит в целом в направлении длины стекла 40, при обдуве стекло 40 возвратно-поступательно транспортируется транспортировочным узлом 10 в направлении длины стекла 40. Приводимый в движение транспортировочным узлом 10, воздух может течь по различным сегментам стекла 40 в направлении длины стекла 40; с помощью верхнего воздуходувного узла 30 и нижнего воздуходувного узла 20, проходящего в направлении ширины стекла 40, воздух может течь в направлении ширины стекла 40, направляемый верхним воздуходувным узлом 30 и нижним воздуходувным узлом 20; в такой конфигурации воздух может течь как в направлении длины, так и в направлении ширины стекла 40. На основе этой конструкции, используя устройство для устранения участков напряжения на поверхности стекла в настоящем изобретении, стекло 40 может быть сформовано в формовочном секторе приспособления, и затем закалено путем закалки. Стекло 40 может быть сначала нагрето в формовочном секторе, и затем нагретое стекло 40 может быть транспортировано в сектор закалки.
Когда стекло 40 транспортируется в сектор закалки, верхний воздуходувный узел 30 и нижний воздуходувный узел 20 в настоящем изобретении могут обдувать верхнюю поверхность и нижнюю поверхность стекла 40, расположенного на транспортировочной поверхности транспортировочного узла 10; верхний воздуходувный узел 30 может направлять воздух для возвратно-поступательного обдува в направлении ширины стекла 40, т.е. верхний воздуходувный узел 30 может направлять воздух возвратно-поступательно на верхнюю поверхность стекла 40; аналогичным образом нижний воздуходувный узел 20 может направлять воздух для возвратно-поступательного обдува в направлении ширины стекла 40, т.е. нижний воздуходувный узел 20 может направлять воздух возвратно-поступательно на нижнюю поверхность стекла 40.
Следует обратиться к использованию посредством непосредственного обдува воздухом в известном уровне техники, показанном на фиг. 3.
Верхний воздуходувный узел 30 обдувает воздухом непосредственно верхнюю поверхность стекла 40; множество точек обдува воздухом, т.е. A1, A2, A3, A4, A5, A6, A7, A8 и т.д., могут быть образованы на верхней поверхности стекла 40 посредством верхнего воздуходувного узла 30. Нижний воздуходувный узел 20 обдувает воздухом непосредственно нижнюю поверхность стекла 40; множество точек обдува воздухом, т.е. B1, B2, B3, B4, B5, B6, B7, B8, B9 и т.д., могут быть образованы на нижней поверхности стекла 40 посредством нижнего воздуходувного узла 20. На основе этой конструкции точки охлаждения (т.е. точки обдува воздухом), образованные на верхней поверхности и нижней поверхности стекла 40, идентичны и непоследовательны, вследствие этого образуют участки напряжения в соответствующих положениях.
В настоящем изобретении обдув воздухом может осуществляться возвратно-поступательно в направлении ширины стекла 40 на верхнюю поверхность и нижнюю поверхность стекла 40 посредством верхнего воздуходувного узла 30 и нижнего воздуходувного узла 20; на основе настоящей конструкции множество точек обдува воздухом могут быть взаимно образованы в одном и том же положении верхним воздуходувным узлом 30; по сравнению с фиг. 3 в известном уровне техники, со ссылкой на фиг. 5, множество верхних точек обдува воздухом могут быть образованы верхним воздуходувным узлом 30 в различных положениях, т.е. A1, A2, A3, A4, A5., A6, A7, A8 и т.д. Благодаря непрерывному потоку воздуха во время качания пластин 21 воздушного заграждения верхняя плоскость обдува воздухом может быть образована множеством последовательно соединяющихся верхних точек обдува воздухом, т.е. A1, A2, A3, A4, A5, A6, A7, A8 и т.д. Множество нижних точек обдува воздухом могут быть образованы нижним воздуходувным узлом 20 в различных положениях, т.е. B1, B2, B3, B4, B5, B6, B7, B8, B9 и т.д. Следовательно, нижняя плоскость обдува воздухом может быть образована множеством последовательно соединяющихся нижних точек обдува воздухом, т.е. B1, B2, B3, B4, B5, B6, B7, B8, В9 и т.д.
В такой конфигурации стекло 40, приводимое в движение транспортировочным узлом 10, возвратно-поступательно качается, при этом плоскость выпуска воздуха образована в направлении длины стекла 40; возвратно-поступательное качание стекла 40 взаимодействует с возвратно-поступательным воздушным потоком, выдуваемым верхним воздуходувным узлом 30 и нижним воздуходувным узлом 20, вследствие чего на верхней поверхности и на нижней поверхности стекла 40 может быть образовано множество последовательных точек охлаждения, при этом плоскость выпуска воздуха образована в направлении ширины стекла 40; синтез двух движений приводит к тому, что на верхней поверхности и нижней поверхности стекла 40 может быть образовано множество последовательных точек охлаждения; стекло 40 закаливается через плоскость выпуска воздуха, образованную последовательными точками выпуска воздуха в течение периода воздушного охлаждения, чтобы получить более ровную поверхность стекла 40, вследствие чего устраняются участки напряжения на поверхности гнутого закаленного стекла 40, что приводит к повышению оптического качества стекла 40.
В итоге, в настоящем изобретении во время обработки гнутого закаленного стекла 40 положение обдува воздухом изменяется от статического состояния к периодическому возвратно-поступательному качанию в направлении ширины стекла 40, благодаря чему образованы верхняя плоскость выпуска воздуха и нижняя плоскость выпуска воздуха, что приводит к большей открытой для воздуха плоскости стекла 40. Использование вышеуказанного способа может в наибольшей степени устранить участки напряжения на поверхности гнутого закаленного стекла 40, что приводит к значительному повышению оптических характеристик на поверхности стекла 40 и зрительному комфорту.
В частности, транспортировочный узел 10 содержит: транспортировочную опорную раму; множество транспортировочных валиков 11, закрепленных с возможностью вращения на транспортировочной опорной раме; и дугообразующий механизм, используемый для преобразования опорной транспортировочной рамы в форму дугового сегмента, чтобы образовать транспортировочную поверхность в форме дугового сегмента на транспортировочных валиках 11.
На основе этой конструкции множество транспортировочных валиков 11 шарнирно соединены с транспортировочной опорной рамой; во время транспортировки стекла 40 каждым транспортировочным валиком 11 опорная плоскость, образованная каждым соединенным транспортировочным валиком 11, является транспортировочной поверхностью; в такой конфигурации направление транспортировки является направлением расположения транспортировочных валиков 11, а направление качания является направлением прохождение оси транспортировочных валиков 11.
Во время процесса закалки из-за потребности в возвратно-поступательном качании гнутого стекла 40, когда используется плоская транспортировочная поверхность, гнутое стекло 40 может только частично контактировать с транспортировочными валиками 11; когда гнутое стекло 40 приводится в возвратно-поступательное движение транспортировочными валиками 11, гнутое стекло 40 может легко трястись и падать. Следовательно, для достижения лучшего прилегания гнутого стекла 40 к транспортировочной поверхности транспортировочная опорная рама может быть преобразована посредством дугообразующего механизма в форму дугового сегмента; благодаря форме дугового сегмента транспортировочной опорной рамы опорная плоскость (т.е. транспортировочная поверхность) для стекла 40, образованная транспортировочными валиками 11, шарнирно закрепленными на транспортировочной опорной раме, также может иметь форму дугового сегмента; во время транспортировки гнутого стекла 40 транспортировочная поверхность в форме дугового сегмента, образованная транспортировочной опорной рамой, также может адаптивно регулироваться на основе кривизны гнутого стекла 40.
Разумеется, транспортировочные валики 11 также могут быть заменены транспортировочными колесами. На основе этой конструкции транспортировочные колеса обеспечены на обеих сторонах транспортировочной опорной рамы; обе стороны стекла 40 поддерживаются множеством транспортировочных колес, при этом опорные плоскости транспортировочных колес соединены и образуют транспортировочную поверхность.
Вариант осуществления 2
В настоящем варианте осуществления нижний воздуходувный узел 20 содержит множество опорных рам 22 воздушного заграждения, соединенных с транспортировочной опорной рамой; множество пластин 21 воздушного заграждения, закрепленных с возможностью вращения на опорной раме 22 воздушного заграждения, снабженных множеством воздуходувных отверстий, используемых для направления потока воздуха на транспортировочную поверхность; и качающий приводной механизм, заставляющий пластины 21 воздушного заграждения возвратно-поступательно качаться в направлении ширины стекла 40.
На основе этой конструкции, когда нижняя поверхность стекла 40 охлаждается воздухом, пластины 21 воздушного заграждения могут приводиться в движение качающим приводным механизмом для качания относительно опорных рам 22 воздушного заграждения; множество воздуходувных отверстий предусмотрены на пластинах 21 воздушного заграждения, при обдуве воздухом, благодаря качанию пластин 21 воздушного заграждения, поток воздуха, направляющийся воздуходувными отверстиями на пластинах 21 воздушного заграждения на нижнюю поверхность стекла 40, может распределяться в направлении качания, чтобы обдув воздухом осуществлялся возвратно-поступательно на нижнюю поверхность стекла 40 над пластинами 21 воздушного заграждения.
Следует отметить, что расстояние, образованное между плоскостью возвратно-поступательного обдува воздухом, образованной пластинами 21 воздушного заграждения, и нижней поверхностью гнутого стекла 40, может сильно различаться, когда значения кривизны плоскости возвратно-поступательного обдува воздухом, образованной пластинами 21 воздушного заграждения, и гнутого стекла 40 в основном не одинаковые, что также может привести к относительно большой разнице в температуре охлаждения в разных точках обдува воздухом, вследствие чего могут образовываться участки напряжения.
В настоящем варианте осуществления опорная рама 22 воздушного заграждения, используемая для прикрепления пластин 21 воздушного заграждения, соединена с транспортировочной опорной рамой, поэтому опорная рама 22 воздушного заграждения может преобразовывать кривизну вслед за транспортировочной опорной рамой, вследствие чего плоскость обдува воздухом, образованная пластинами 21 воздушного заграждения, может совпадать с дугообразной транспортировочной поверхностью. Значения кривизны плоскости возвратно-поступательного обдува воздухом, образованной пластинами 21 воздушного заграждения, и гнутого стекла 40 в основном одинаковые, вследствие чего на нижней поверхности гнутого стекла 40 плоскостью обдува воздухом может быть образована точка равномерного обдува воздухом, тем самым, формируя лучшие точки обдува воздухом.
Кроме того, качающий приводной механизм содержит двигатель, закрепленный на опорной раме 22 воздушного заграждения; и эксцентриковое колесо 23, при этом двигатель заставляет вращаться эксцентриковое колесо 23, и эксцентриковое колесо 23 направляет пластины 21 воздушного заграждения, чтобы они качались во время вращения. На основе этой конструкции пластины 21 воздушного заграждения приводятся в качающее движение вращением двигателя и вращением эксцентрикового колеса 23, приводимого в движение двигателем; выступающая часть эксцентрикового колеса 23 может упираться в пластины 21 воздушного заграждения и приводить их в движение во время вращения; различные положения эксцентрикового колеса 23 упираются в пластины 21 воздушного заграждения во время одного оборота, чтобы обеспечить возможность качания пластин 21 воздушного заграждения эксцентриковым колесом 23, при этом диапазон качания основан на эксцентрическом расстоянии эксцентрикового колеса 23.
Разумеется, пластины 21 воздушного заграждения могут качаться непосредственно от приведения в движение двигателем. На основе этой конструкции диапазон качания больше; однако, поскольку предусмотрено множество пластин 21 воздушного заграждения, слишком большой диапазон качания может привести к помехам и с трудом поддается контролю.
Кроме того, нижний воздуходувный узел 20 дополнительно содержит узел 24 подъема-опускания, заставляющий пластины 21 воздушного заграждения перемещаться ближе к транспортировочной поверхности или дальше от нее. На основе этой конструкции пластины 21 воздушного заграждения могут перемещаться с помощью узла 24 подъема-опускания, чтобы регулировать расстояние между плоскостью выпуска воздуха пластин 21 воздушного заграждения и нижней поверхностью стекла 40, при этом расстояние можно регулировать в зависимости от температуры охлаждения.
Упомянутый выше узел 24 подъема-опускания может быть линейной выходной конструкцией, такой как цилиндр или электрический ползун в известном уровне техники.
Следует отметить, что воздуходувные отверстия на пластинах 21 воздушного заграждения, упомянутых выше, могут направлять поток воздуха для рассеивания и выпуска; качание пластин 21 воздушного заграждения обеспечивает равномерный поток охлаждающего воздуха в направлении ширины стекла 40, который взаимодействует с распределением воздуходувных отверстий на пластинах 21 воздушного заграждения также в направлении ширины, чтобы дополнительно направлять поток воздуха для дополнительного рассеивания, т.е. поток охлаждающего воздуха распределяется по меньшей мере в двух направлениях, что приводит к более равномерной закалке в различных положениях на верхней и нижней поверхностях стекла 40, благодаря чему образование участков напряжения может еще больше уменьшиться.
Вариант осуществления 3
Верхний воздуходувный узел 30 по конструкции идентичен нижнему воздуходувному узлу 20 в первом варианте осуществления. Однако в настоящем варианте осуществления, отличающемся от первого варианта осуществления, верхний воздуходувный узел 30 обеспечен над транспортировочной поверхностью и обдувает воздухом для закалки над транспортировочной поверхностью, принцип работы и эффекты которого в данном документе подробно не повторяются.
Вариант осуществления 4
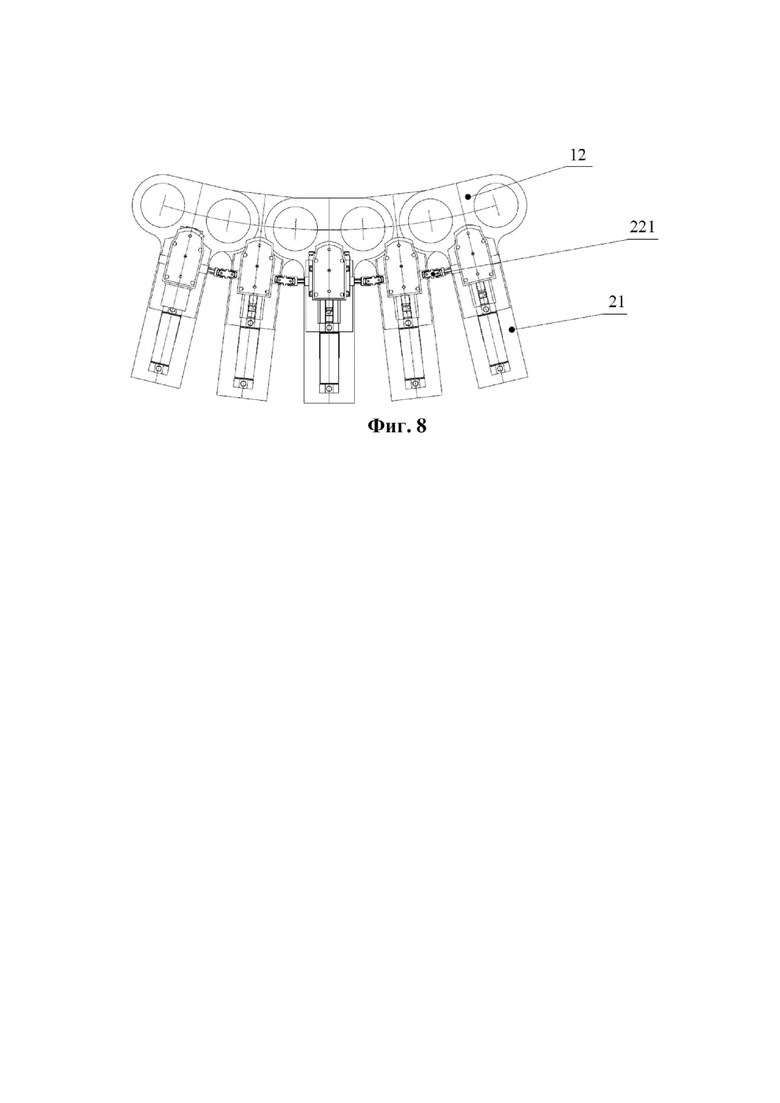
В настоящем варианте осуществления дугообразующий механизм транспортировочного узла 10 содержит множество дугообразующих пластин 12; и приводную часть дугообразующих пластин, используемую для того, чтобы заставлять вращаться дугообразующие пластины 12, при этом две смежные дугообразующие пластины 12 шарнирно соединены друг с другом, транспортировочные валики 11 шарнирно соединены с дугообразующими пластинами 12, каждая опорная рама 22 воздушного заграждения соединена с каждой из дугообразующих пластин 12, и две смежные опорные рамы 22 воздушного заграждения соединены посредством универсального шарнира 221.
На основе этой конструкции транспортировочная опорная рама может быть образована дугообразующими пластинами 12, шарнирно соединенными друг с другом, к которым шарнирно прикреплены транспортировочные валики 11; во время выполнения преобразования в дугу транспортировочных валиков 11 приводная часть дугообразующих пластин заставляет вращаться дугообразующие пластины 12; вращение на одной из дугообразующих пластин 12 приводит к вращению на одной из смежных дугообразующих пластин 12, вследствие чего транспортировочные валики 11, соединенные с дугообразующими пластинами 12, могут менять положения по мере того, как дугообразующие пластины 12 вращаются, при этом транспортировочные валики 11 могут менять положения на одной дугообразующей пластине 12, тем самым образуя дугообразную транспортировочную поверхность.
Следует отметить, что дугообразующие пластины 12 шарнирно соединены посредством универсального шарнира 221; в частности, универсальным шарниром 221 может быть универсальное шарнирное соединение известного уровня техники. При использовании универсального шарнирного соединения для выполнения соединения две смежные дугообразующие пластины 12 могут выдвигаться и втягиваться, что обеспечивает последовательное соединение между опорными рамами 22 воздушного заграждения. Кроме того, выдвижение и втягивание универсального шарнирного соединения может удовлетворить потребность в дугообразовании в различных состояниях кривизны.
Следует отметить, что дугообразующие пластины 12 могут приводиться во вращение исключительно приводной частью дугообразующих пластин, или вращение одной из дугообразующих пластин 12 вызывает вращение других дугообразующих пластин 12.
Кроме того, дугообразующий механизм может быть реализован путем использования цепи известного уровня техники. На основе крепления с использованием звеньев цепи, на каждом звене цепи предусмотрены основания крепления, при этом все концы транспортировочных валиков 11 шарнирно соединены с основаниями крепления, вследствие чего транспортировочная опорная рама, образованная звеньями цепи, может образовывать определенную дугу, когда цепь качается.
Разумеется, транспортировочная опорная рама также может быть изготовлена из гибких материалов, таких как каучук. Когда транспортировочная опорная рама, на которой установлены с возможностью вращения транспортировочные валики 11, обладает определенной гибкостью, транспортировочная опорная рама может в определенной степени деформироваться под действием внешней силы, чтобы реализовать дугообразование. В такой конфигурации дугообразующий механизм может быть простым использованием подъемного цилиндра для приложения давления, но такая конструкция может привести к недостаточной общей прочности транспортировочного узла 10, в котором определенная криволинейная поверхность может быть образована только за счет размещение нескольких положений для приложения давления, что приводит к относительно неудобной операции дугообразования.
Кроме того, приводная часть дугообразующих пластин содержит звездочку 13, шарнирно соединенную с опорной рамой 22 воздушного заграждения; вал звездочки, синхронно соединенный со звездочкой 13; и приводную часть вала звездочки.
На основе этой конструкции приводная часть вала звездочки заставляет вращаться вал звездочки, и вращение вала звездочки заставляет вращаться звездочку 13. Поскольку звездочка 13 шарнирно соединена с опорной рамой 22 воздушного заграждения, соединенной с транспортировочной опорной рамой, во время вращения опорной рамы 22 воздушного заграждения транспортировочная опорная рама может быть приведена в движение для преобразования в соответствующих положениях, которые могут реализовать преобразование кривизны транспортировочной опорной рамы.
Вариант осуществления 5
Способ устранения участков напряжения на поверхности стекла включает: этап транспортировки, причем стекло 40 транспортируется между верхним воздуходувным узлом 30 и нижним воздуходувным узлом 20 посредством транспортировочного узла 10 во время периода закалки и отпуска гнутого стекла 40; этап качания стекла, причем стекло возвратно-поступательно качается под действием транспортировочного узла 10 вдоль транспортировочной поверхности; и этап воздушного охлаждения, причем верхний воздуходувный узел 30 осуществляет возвратно-поступательный обдув в направлении ширины верхней поверхности стекла 40, нижний воздуходувный узел 20 осуществляет возвратно-поступательный обдув в направлении ширины нижней поверхности стекла 40.
Следует обратиться к использованию посредством непосредственного обдува воздухом в известном уровне техники, показанном на фиг. 3.
Верхний воздуходувный узел 30 обдувает воздухом непосредственно верхнюю поверхность стекла 40; множество точек обдува воздухом, т.е. A1, A2, A3, A4, A5, A6, A7, A8 и т.д., могут быть образованы на верхней поверхности стекла 40 посредством верхнего воздуходувного узла 30. Нижний воздуходувный узел обдувает воздухом непосредственно нижнюю поверхность стекла 40; множество точек обдува воздухом, т.е. B1, B2, B3, B4, B5, B6, B7, B8, B9 и т.д., могут быть образованы на нижней поверхности стекла 40 посредством нижнего воздуходувного узла 20. На основе этой конструкции точки охлаждения (т.е. точки обдува воздухом), образованные на верхней поверхности и нижней поверхности стекла 40, идентичны и непоследовательны, вследствие этого образуют участки напряжения в соответствующих положениях.
В настоящем изобретении обдув воздухом может осуществляться возвратно-поступательно в направлении ширины стекла 40 на верхнюю поверхность и нижнюю поверхность стекла 40 посредством верхнего воздуходувного узла 30 и нижнего воздуходувного узла 20; на основе настоящей конструкции множество точек обдува воздухом могут быть взаимно образованы в одном и том же положении верхним воздуходувным узлом 30; по сравнению с фиг. 3 в известном уровне техники, со ссылкой на фиг. 5, множество верхних точек обдува воздухом могут быть образованы верхним воздуходувным узлом 30 в различных положениях, т.е. A1, A2, A3, A4, A5., A6, A7, A8 и т.д. Благодаря непрерывному потоку воздуха во время качания пластин 21 воздушного заграждения верхняя плоскость обдува воздухом может быть образована множеством последовательно соединяющихся верхних точек обдува воздухом, т.е. A1, A2, A3, A4, A5, A6, A7, A8 и т.д. Множество нижних точек обдува воздухом могут быть образованы нижним воздуходувным узлом 20 в различных положениях, т.е. B1, B2, B3, B4, B5, B6, B7, B8, B9 и т.д. Следовательно, нижняя плоскость обдува воздухом может быть образована множеством последовательно соединяющихся нижних точек обдува воздухом, т.е. B1, B2, B3, B4, B5, B6, B7, B8, В9 и т.д.
В такой конфигурации стекло 40, приводимое в движение транспортировочным узлом 10, возвратно-поступательно качается, при этом плоскость выпуска воздуха образована в направлении длины стекла 40; возвратно-поступательное качание стекла 40 взаимодействует с возвратно-поступательным воздушным потоком, выдуваемым верхним воздуходувным узлом 30 и нижним воздуходувным узлом 20, вследствие чего на верхней поверхности и на нижней поверхности стекла 40 может быть образовано множество последовательных точек охлаждения, при этом плоскость выпуска воздуха образована в направлении ширины стекла 40; синтез двух движений приводит к тому, что на верхней поверхности и нижней поверхности стекла 40 может быть образовано множество последовательных точек охлаждения; стекло 40 закаливается через плоскость выпуска воздуха, образованную последовательными точками выпуска воздуха в течение периода воздушного охлаждения, чтобы получить более ровную поверхность стекла, вследствие чего устраняются участки напряжения на поверхности гнутого закаленного стекла, что приводит к повышению оптического качества стекла.
В итоге, в настоящем изобретении во время обработки гнутого закаленного стекла положение обдува воздухом изменяется от статического состояния к периодическому возвратно-поступательному качанию в направлении ширины стекла 40, благодаря чему образованы верхняя плоскость выпуска воздуха и нижняя плоскость выпуска воздуха, что приводит к большей открытой для воздуха плоскости стекла 40. Использование вышеуказанного способа может в наибольшей степени устранить участки напряжения на поверхности гнутого закаленного стекла, что приводит к значительному повышению оптических характеристик на поверхности стекла и зрительному комфорту.
Кроме того, направление возвратно-поступательного качания стекла 40 на этапе качания стекла чередуется с направлением возвратно-поступательного обдува на этапе воздушного охлаждения.
Другими словами, направление качания верхнего обдувающего потока воздуха и нижнего обдувающего потока воздуха может чередоваться с направлением качания стекла 40, приводимого в движение транспортировочным узлом 10; когда направление качания верхнего обдувающего потока воздуха и нижнего обдувающего потока воздуха направлено влево, направление качания стекла 40, приводимого в движение транспортировочным узлом 10, направлено вправо; когда направление качания верхнего обдувающего потока воздуха и нижнего обдувающего потока воздуха направлено вправо, направление качания стекла 40, приводимого в движение транспортировочным узлом 10, направлено влево; управление направлением качания можно совершать посредством направления вращения двигателя. Создание двух чередующихся качательных движений позволяет верхней и нижней поверхностям стекла 40 подвергаться закалке и охлаждению более равномерно, при этом не так просто образовать участки напряжения, вызванные закалкой, тем самым по сути устраняя участки напряжения.
Разумеется, направления качания также могут быть одинаковыми, поскольку поток воздуха может формироваться в непрерывную охлаждающую плоскость во время качания, что позволяет поверхности стекла 40 более равномерно подвергаться воздействию воздуха, чтобы эффективно уменьшить участки напряжения во время закалки, тем самым повышая качество изготовления.
Кроме того, способ устранения участков напряжения на поверхности стекла также включает этап изготовления стекла, основанный на использовании приспособления для изготовления одинарно гнутого закаленного стекла для продолжения процесса прямого изгиба или обратного изгиба, включающего этап нагрева, этап формования и этап закалки; процесс прямого изгиба определяется как производственный процесс, при котором центр кривизны в любой точке поверхности одинарно гнутого закаленного стекла находится над поверхностью после изготовления; процесс обратного изгиба определяется как производственный процесс, при котором центр кривизны в любой точке поверхности одинарно гнутого закаленного стекла находится ниже поверхности после изготовления.
Основными компонентами устройства для изготовления одинарно гнутого закаленного стекла являются, в направлении производственного процесса, сектор нагрева, сектор формования и сектор закалки; сектор нагрева содержит печную камеру, нагревательные элементы, обеспеченные в печной камере, и группу керамических транспортировочных валиков 11; и плоскость, состоящая из образующих на керамических транспортировочных валиках 11, является горизонтальной.
Сектор формования в основном состоит из множества транспортировочных валиков 11; транспортировочные валики 11 синхронизированы для перемещения стекла с одинаковой линейной скоростью внешнего периметра; образованная криволинейная поверхность прилегает к каждому внешнему периметру транспортировочных валиков 11 в совокупности.
Сектор закалки может быть реализован путем использования устройства для устранения участков напряжения на поверхности стекла в любом из вариантов осуществления 1-4.
Для специалистов в данной области могут быть сделаны различные другие изменения и варианты в соответствии с техническими решениями и концепциями, описанными выше, при этом все эти изменения и варианты должны попадать в объем правовой охраны формулы изобретения в настоящем изобретении.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И СПОСОБ ФОРМОВАНИЯ ГНУТОГО ЗАКАЛЕННОГО СТЕКЛА | 2020 |
|
RU2779391C1 |
| ГИБКА СТЕКЛЯННЫХ ЛИСТОВ | 2017 |
|
RU2742780C2 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ И ЗАКАЛКИ СТЕКЛЯННЫХ ЛИСТОВ | 1995 |
|
RU2143407C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2091339C1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| ПРЕССОГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБКИ СТЕКЛЯННОГО ЛИСТА | 1990 |
|
RU2031864C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОДЕЖДЫ | 2021 |
|
RU2811168C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОДЕЖДЫ | 2021 |
|
RU2807153C1 |
| Установка для гнутья и закалки листового стекла | 1987 |
|
SU1479425A1 |
| ВОЗДУХООХЛАДИТЕЛЬНОЕ/ЗАКАЛОЧНОЕ УСТРОЙСТВО ДЛЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ВОЗДУШНОГО ОХЛАЖДЕНИЯ/ЗАКАЛКИ | 2009 |
|
RU2511169C2 |

Изобретение относится к области производства стекла, в частности к устройству и способу устранения участков напряжения на поверхности стекла. Техническим результатом является устранение участков напряжения на поверхности гнутого стекла в процессе изготовления гнутого стекла за счет обеспечения равномерного охлаждения гнутого стекла. В частности, заявленное устройство для устранения участков напряжения на поверхности стекла содержит транспортировочный узел (10), снабженный транспортировочной поверхностью для возвратно-поступательной транспортировки стекла (40) в направлении транспортировки; верхний воздуходувный узел (30), выполненный над транспортировочной поверхностью для направления воздуха при возвратно-поступательном перемещении над транспортировочной поверхностью в направлении качания, проходящего в направлении ширины стекла (40), и нижний воздуходувный узел (20), обеспеченный под транспортировочной поверхностью, для направления воздуха при возвратно-поступательном перемещении под транспортировочной поверхностью в направлении качания. При этом транспортировочный узел (10) содержит транспортировочную опорную раму, множество транспортировочных валиков, установленных с возможностью вращения на транспортировочной опорной раме, и дугообразующий механизм, используемый для преобразования опорной транспортировочной рамы в форму дугового сегмента, чтобы образовать транспортировочную поверхность в форме дугового сегмента на транспортировочных валиках. 2 н. и 8 з.п. ф-лы, 8 ил.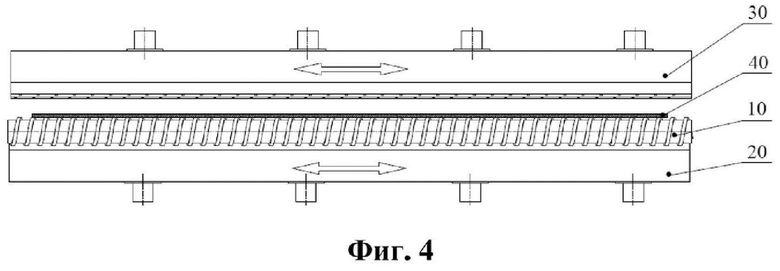
1. Устройство для устранения участков напряжения на поверхности стекла, отличающееся тем, что содержит:
транспортировочный узел (10), снабженный транспортировочной поверхностью для возвратно-поступательной транспортировки стекла (40) в направлении транспортировки;
верхний воздуходувный узел (30), обеспеченный над транспортировочной поверхностью, используемый для направления воздуха для возвратно-поступательного протекания над транспортировочной поверхностью в направлении качания, проходящего в направлении ширины стекла (40); и
нижний воздуходувный узел (20), обеспеченный под транспортировочной поверхностью, используемый для направления воздуха для возвратно-поступательного протекания под транспортировочной поверхностью в направлении качания;
при этом транспортировочный узел (10) содержит:
транспортировочную опорную раму;
множество транспортировочных валиков (11), установленных с возможностью вращения на транспортировочной опорной раме; и
дугообразующий механизм, используемый для преобразования опорной транспортировочной рамы в форму дугового сегмента, чтобы образовать транспортировочную поверхность в форме дугового сегмента на транспортировочных валиках (11).
2. Устройство по п. 1, отличающееся тем, что нижний воздуходувный узел (20) содержит:
множество опорных рам (22) воздушного заграждения, соединенных с транспортировочной опорной рамой;
множество пластин (21) воздушного заграждения, установленных с возможностью вращения на опорной раме (22) воздушного заграждения, снабженных множеством воздуходувных отверстий, используемых для направления потока воздуха на транспортировочную поверхность; и
качающий приводной механизм, заставляющий пластины (21) воздушного заграждения возвратно-поступательно качаться в направлении качания.
3. Устройство по п. 2, отличающееся тем, что качающий приводной механизм содержит:
двигатель, установленный на опорной раме (22) воздушного заграждения; и
эксцентриковое колесо (23),
при этом двигатель заставляет вращаться эксцентриковое колесо (23), и эксцентриковое колесо (23) направляет пластины (21) воздушного заграждения, чтобы они качались во время вращения.
4. Устройство по п. 2, отличающееся тем, что нижний воздуходувный узел (20) дополнительно содержит узел (24) подъема-опускания, заставляющий пластины (21) воздушного заграждения перемещаться ближе к транспортировочной поверхности или дальше от нее.
5. Устройство по любому из пп. 2-4, отличающееся тем, что верхний воздуходувный узел (30) по конструкции идентичен нижнему воздуходувному узлу (20).
6. Устройство по любому из пп. 2-4, отличающееся тем, что дугообразующий механизм содержит:
множество дугообразующих пластин (12); и
приводную часть дугообразующих пластин, используемую для того, чтобы заставлять вращаться дугообразующие пластины (12),
при этом две смежные дугообразующие пластины (12) шарнирно соединены друг с другом, транспортировочные валики (11) шарнирно соединены с дугообразующими пластинами (12), каждая опорная рама (22) воздушного заграждения соединена с каждой дугообразующей пластиной (12) и две смежные опорные рамы (22) воздушного заграждения соединены посредством универсального шарнира (221).
7. Устройство по п. 6, отличающееся тем, что приводная часть дугообразующих пластин (12) содержит:
звездочку (13), шарнирно соединенную с опорной рамой (22) воздушного заграждения;
вал звездочки, синхронно соединенный со звездочкой (13); и
приводную часть вала звездочки.
8. Устройство по п. 1, отличающееся тем, что оно дополнительно содержит сектор нагрева; сектор нагрева содержит печную камеру, нагревательные элементы, обеспеченные в печной камере, и группу керамических транспортировочных валиков (11); и
плоскость, состоящая из образующих на керамических транспортировочных валиках (11), является горизонтальной.
9. Способ устранения участков напряжения на поверхности стекла, осуществляемый устройством по любому из пп. 1-8, отличающийся тем, что включает:
этап транспортировки, причем стекло (40) транспортируется между верхним воздуходувным узлом (30) и нижним воздуходувным узлом (20) посредством транспортировочного узла (10) во время периода закалки и отпуска гнутого стекла (40);
этап качания стекла, причем стекло возвратно-поступательно качается под действием транспортировочного узла (10) вдоль транспортировочной поверхности; и
этап воздушного охлаждения, причем верхний воздуходувный узел (30) осуществляет возвратно-поступательный обдув в направлении ширины верхней поверхности стекла (40), нижний воздуходувный узел (20) осуществляет возвратно-поступательный обдув в направлении ширины нижней поверхности стекла (40).
10. Способ по п. 9, отличающийся тем, что направление возвратно-поступательного качания стекла (40) на этапе качания стекла чередуется с направлением возвратно-поступательного обдува на этапе воздушного охлаждения.
| ВОЗДУХООХЛАДИТЕЛЬНОЕ/ЗАКАЛОЧНОЕ УСТРОЙСТВО ДЛЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ВОЗДУШНОГО ОХЛАЖДЕНИЯ/ЗАКАЛКИ | 2009 |
|
RU2511169C2 |
| Установка для гнутья и закалки листового стекла | 1987 |
|
SU1479425A1 |
| СИСТЕМА И СПОСОБ ОДНОВРЕМЕННОГО НАГРЕВАНИЯ И ОХЛАЖДЕНИЯ СТЕКЛА С ЦЕЛЬЮ ПОЛУЧЕНИЯ ЗАКАЛЕННОГО СТЕКЛА | 2003 |
|
RU2325334C2 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И УДЕРЖАНИЯ ЛИСТОВ СТЕКОЛ, В ЧАСТНОСТИ В УСТАНОВКЕ МОЙКИ, И СВЯЗАННЫЙ С НИМ СПОСОБ | 2017 |
|
RU2746153C2 |
| US 2021101822 A1, 08.04.2021 | |||
| EP 3922611 A1, 15.12.2021. | |||

