Изобретение относится к электронной технике, в частности к способу повышения адгезии клеевых материалов и может применяться при конструировании изделий заливаемых компаундом или изделий с применением клеевых соединений, например теплонагруженных устройств, таких как вторичные источники электропитания (преобразователи).
Известен химический способ повышения адгезии, который заключается в нанесении различных химических материалов на поверхность материала. При этом степень адгезии этого материала с материалом деталей, клеем или заливочным компаундом должна быть выше чем у деталей с клеем или компаундом напрямую. В качестве химического материала для повышения адгезии применяют грунты, представляющие из себя жидкости с низкой вязкостью.
Недостатком данного способа при обработке поверхностей деталей является необходимость полимеризации грунта после нанесения. После полимеризации грунта, время до нанесения клея, компаунда или другого материала ограничено. Также необходима предварительная очистка детали перед нанесением грунта и утилизация отработанных химических реагентов. Таким образом за счет наличия большого числа сопутствующих операций и сложностей обеспечения данной технологии, ухудшается надежность соединения и возникает риск повреждения детали или неравномерного создания шероховатости на ее поверхности.
Известен механический способ повышения адгезии, который заключается в создании шероховатости соединяемых поверхностей дляповышения эффективной площади соприкосновения деталей и клея или компаунда. Механический способ может выполняться с помощью различных абразивных материалов и различными способами, такими как: гидроабразивная обработка, пескоструйная обработка, обработка поверхности шлифованием с помощью абразивов нанесенных на инструмент или абразивных паст.
Недостаткам данного способа является затрудненное локальная обработка с высокой точностью. Также возможно возникновение внутренних напряжений в материале и как следствие деформация тонких листов. Для осуществления способа необходимо наличие расходных материалов в виде абразивных паст, отработанных жидкостей, абразивных насадок на инструмент и пр. Таким образом, механический способ не обладает достаточной надежностью при соединении детали с клеевым материалом и равномерным созданием шероховатости на ее поверхности.
Известен физический способ повышения адгезии, который заключается в образовании на сопрягаемых поверхностях электромагнитных межмолекулярных связей. Такую обработку возможно получить в результате возникновения статического заряда (или плазмы) или под воздействием постоянного магнитного или электромагнитного поля.
Недостатком данного способа является затрудненное локальное повышение адгезии с высокой точностью. Невозможность обработки деталей чувствительных к электромагнитному полю.
Наиболее близким из представленных аналогов к предлагаемому изобретению является способ механического создания шероховатости на поверхности деталей с помощью механического инструмента и абразивных материалов или создание шероховатости при изготовлении (например, использование шероховатости литиевых форм для изготовления детали).
Технический результат предлагаемого изобретения заключается в применении надежного и технологичного способа создания шероховатостиповерхности детали для увеличения адгезии клеевых материалов и заливочных компаундов при осуществлении которого:
- не требуется предварительной обработки корпуса детали перед выполнением операции по созданию на ее поверхности, шероховатости;
- отсутствуют технологические процессы после нанесения шероховатости на поверхность детали. Достаточно продуть поверхность сжатым воздухом для удаления частиц распыленного материла после или во время выполнения обработки;
- возможно локальное нанесение различной степени шероховатости на разные участки детали с высокой точностью;
- отсутствуют дополнительные технологически процессы, связанные с применением расходных материалов. Нет необходимости поддерживать на складе химические реагенты и абразивные материалы;
- не возникают сильные электромагнитные поля, ионизирующие излучения и механические напряжения в обрабатываемом материале, что исключает деформацию детали.
Технический результат достигается тем, что способ создания шероховатости на поверхности детали для увеличения адгезии клеевых материалов и заливочных компаундов, заключающийся в формировании углублений на поверхности детали посредством обработки лазером с длинной волны 1,064 мкм, при этом углубления сформированы в виде сетки, а шаг углублений составляет 100-700 мкм, глубина обработки 120-150 мкм, при фокальной точке лазера размером 25-50 мкм.
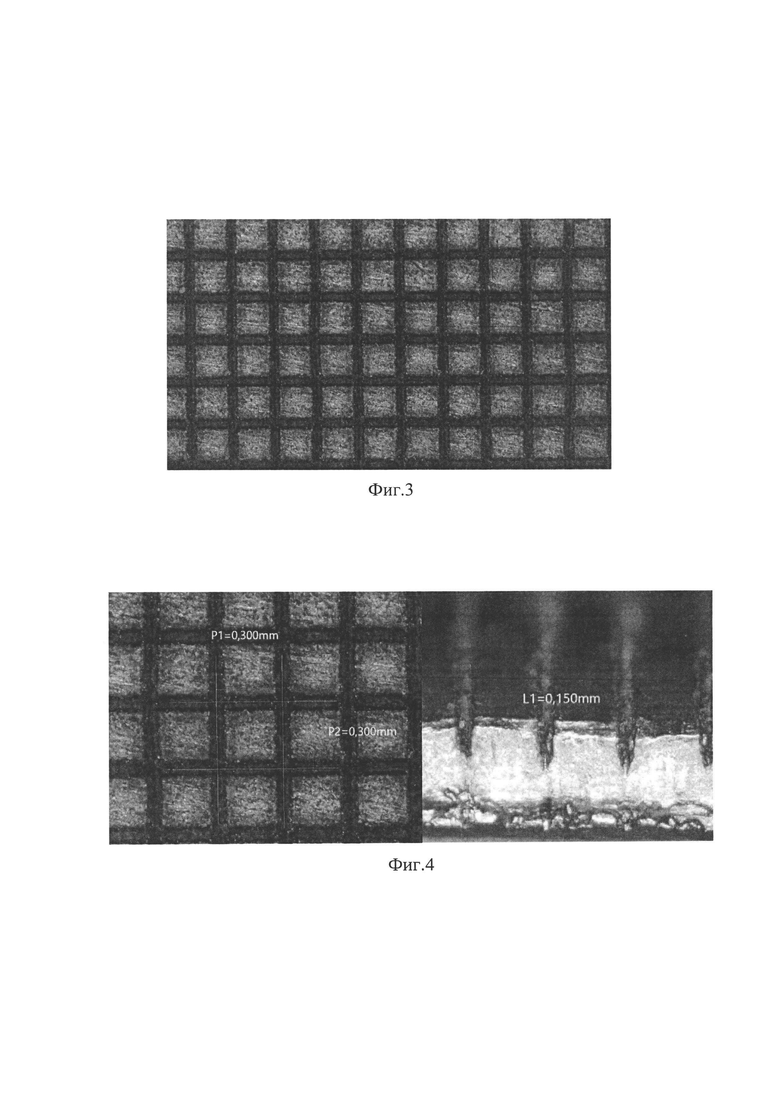
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 показана 3D-модель корпуса (медного с никелевым покрытием), на фиг. 2 показана поверхность корпуса до обработки лазером, на фиг. 3 показана поверхность корпуса после обработки лазером, на фиг. 4 показана поверхность корпуса с размерами глубины и шага сетки после обработки лазером.
Принцип работы изобретения заключается в воздействии сфокусированным лазерным лучом на поверхность детали, при котором происходит удаление (испарение) материала с поверхности детали (процесс абляции материала). Удаление необходимо выполнять в виде сетки (или параллельных линий) с малым шагом, соизмеримым с шириной линии для образования перепада высот на поверхности материала.
Предложенный способ позволяет получить шероховатость на различных материалах таких как: металлы (медные и алюминиевые сплавы, титан, нержавеющая сталь и другие том числе высокоуглеродистые стали), пластики, другие органические и неорганические материалы. Для определения возможности применения материала целесообразно опробование с подбором режимов работы лазера. Исключения составляют оптически прозрачные и зеркальные материалы в диапазоне лазерного луча.
В результате воздействия лазера на поверхность материала происходит формирование сетчатой поверхности (или линейной шероховатой поверхности), которая повышает эффективную площадь поверхности обрабатываемой детали и площадь соприкосновения клеевого материала или компаунда с деталью.
Наиболее эффективным вариантом формирования углублений на материалах является вариант в виде сетки (допускается формирование в виде параллельных линий), при этом шаг углублений в диапазоне 100-700 мкм, а глубина обработки 120-150 мкм, при фокальной точке лазера размером 25-50 мкм.
Применение шага сетки менее 100 мкм и увеличивает вероятность соединения соседних линий сетки, что приводит к уменьшению эффективной площади соприкосновения клеев или компаундов с поверхностью материала, что в свою очередь уменьшает степень адгезии. При увеличении шага сетки свыше 700 мкм также уменьшается степень адгезии материала за счет уменьшения эффективной площади соприкосновения.
Глубина обработки при этом составляет 120-150 мкм, что является оптимальным при фокальной точке лазера размером 25-50 мкм и шага углублений 100-700 мкм. При меньших глубинах обработки также уменьшается эффективная площадь поверхности (соприкосновения материала обрабатываемой поверхности с клеями или компаундами). Более глубокая обработка не эффективна, т. к. компаунд или клей не проникает на обрабатываемую глубину и увеличивается технологическое время обработки.
Данные параметры обработки были экспериментально проверены и утверждены при обработке корпусов теплонагруженных устройств, которые необходимо заливать компаундом.
Глубину и шаг сетки в заявленном диапазоне необходимо выбирать зависимости от используемого клея или заливочного компаунда (его вязкости). Подбор осуществляется индивидуально, в зависимости от необходимой степени шероховатости обрабатываемой поверхности, а следовательно, и требуемой степени адгезии.
Частота излучения лазерного источника выбираться таким образом, чтобы степень поглощения материалом лазерного излучения была высокой (достаточной для обработки выбранной поверхности).
В предлагаемом способе используется лазерный источник с длинной волны 1,064 мкм и установленной мощностью 100 Вт. Такие источники лазерного излучения широко известны в промышленности, например, IPG Photonics YLPN-1-1-100-M, JPT МОРА M7 100W и RAYCUS YPL HP-PI00. Указанная длина волны и мощность позволяют обрабатывать и выполнять необходимую глубину обработки различных материалов, а используемая в таких лазерных источниках система зеркального отклонения лазерного луча наиболее эффективна, так как позволяет получить высокую скорость обработки.
При завяленном способе обработки повышается эффективная площадь поверхности материала и улучшается механическая и химическая связьобрабатываемой поверхности с клеевыми материалами или заливочными компаундами.
За счет избирательного испарения материала вызванного воздействием лазерного луча с высокой плотностью энергии становится возможным локальное повышение шероховатости (повышает эффективную площадь) в различных местах обрабатываемой поверхности, и (или) области с различной степенью шероховатости в различных местах обрабатываемой поверхности.
Выполнение заявленного способа не требует предварительной обработки корпуса детали перед выполнением операции по созданию на ее поверхности шероховатости, а отсутствие механических напряжений в обрабатываемом материале, исключает деформацию детали после обработки в отличие от механического способа. При этом обработка поверхности происходит при отсутствии воздействия постоянного магнитного или электромагнитного поля.
В качестве примера осуществления способа создания шероховатости на поверхности детали для увеличения адгезии клеевых материалов и заливочных компаундов выбран медный корпус из материала M1 (по ГОСТ 495-92) с никелиновым покрытием Хим.Н9 (фиг. 1).
Порядок выполнения операций по обработке поверхности корпуса:
- очистка поверхности корпуса от пыли и обезжиривание с помощью бязевой салфетки смоченной в спирто-нефрасовой смеси (при необходимости);
- установка корпуса в рабочем поле источника лазерного излучения (гравера). Внешний вид поверхности корпуса представлен на фиг. 2. (масштаб 30:1);
- выполнение углублений на поверхности корпуса в виде сетки (фиг. 3, масштаб 30:1) с шагом сетки 300 мкм и глубиной обработки 150 мкм. На фиг. 4 показана поверхность корпуса с размерами глубины и шага сетки после обработки лазером (масштаб 60:1);
- очистка корпуса от частиц распыленного материала поверхности корпуса с помощью продувки сжатым воздухом.
В результате такой обработки показатель адгезии компаунда к корпусу возрос в 2,5-3,5 раза. Указана минимальная и максимальная степень увеличения адгезии заливочного компаунда к поверхности корпуса для случайно выбранных пяти изделий с обработкой и пяти изделий без обработки указанным способом. Испытания проводились при заливке эпоксидным компаундом корпуса Elantas MC622/W360 и оценивалось как увеличение усилия на отрыв образца корпуса с лазерной обработкой и без нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки поверхности металлических фитингов к склеиванию с элементами из композиционных материалов | 2023 |
|
RU2804219C1 |
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ РЕЛЬЕФНОЙ ПОВЕРХНОСТИ НА СТАЛЬНОМ ТИСНИЛЬНОМ ВАЛЕ | 2012 |
|
RU2614502C2 |
| Способ подготовки поверхности металлических фитингов к склеиванию с профилем из композиционного материала | 2021 |
|
RU2775768C1 |
| РЕЗКА ПРОЗРАЧНЫХ МАТЕРИАЛОВ СВЕРХБЫСТРОДЕЙСТВУЮЩИМ ЛАЗЕРОМ И СИСТЕМА ФОКУСИРОВКИ ПУЧКА | 2014 |
|
RU2673258C1 |
| СПОСОБ СОЗДАНИЯ СКВОЗНЫХ МИКРОКАНАЛОВ С ДИАМЕТРАМИ МИКРОННЫХ И СУБМИКРОННЫХ РАЗМЕРОВ В КРИСТАЛЛЕ КРЕМНИЯ С ПОМОЩЬЮ ЛАЗЕРНЫХ ИМПУЛЬСОВ | 2015 |
|
RU2592732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОФУНКЦИОНАЛЬНЫХ ПРЕЦИЗИОННЫХ ОПТИЧЕСКИХ ПРИЦЕЛЬНЫХ СЕТОК МЕТОДОМ ЛАЗЕРНОЙ АБЛЯЦИИ С ЗАПУСКОМ | 2015 |
|
RU2591034C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНОГО ИМПЛАНТАТА | 2018 |
|
RU2687792C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРО-НАНОСТРУКТУРИРОВАННОГО ПОРИСТОГО СЛОЯ НА ПОВЕРХНОСТИ ТИТАНОВЫХ ИМПЛАНТАТОВ | 2018 |
|
RU2677271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРТОДОНТИЧЕСКОГО ЭЛЕМЕНТА | 2010 |
|
RU2531687C2 |
Изобретение относится к электронной технике, в частности к созданию шероховатости поверхностей деталей, и может быть использовано при конструировании изделий, заливаемых компаундом или изделий с применением клеевых соединений, например теплонагруженных устройств. Способ заключается в формировании углублений на поверхности детали посредством обработки лазером с длиной волны 1,064 мкм. Углубления сформированы в виде сетки. Шаг углублений составляет 100-700 мкм, глубина обработки 120-150 мкм при фокальной точке лазера размером 25-50 мкм. Обеспечивается увеличение адгезии клеевых материалов и заливочных компаундов. 4 ил.
Способ создания шероховатости на поверхности детали для увеличения адгезии клеевых материалов и заливочных компаундов, заключающийся в формировании углублений на поверхности детали посредством обработки лазером с длиной волны 1,064 мкм, при этом углубления сформированы в виде сетки, а шаг углублений составляет 100-700 мкм, глубина обработки 120-150 мкм, при фокальной точке лазера размером 25-50 мкм.
| TRUMPF | |||
| Лазерное структурирование | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| LASER COMPONENTS | |||
| Лазерное текстурирование | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Способ получения углеродного антифрикционного покрытия на контактирующих трущихся поверхностях в условиях эксплуатации | 2021 |
|
RU2760987C1 |
| Способ упрочнения поверхности металлов | 1990 |
|
SU1740440A1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ КОМПОНЕНТОВ | 2008 |
|
RU2477678C2 |
| УСТРОЙСТВО ДЛЯ ВКЛЮЧЕНИЯ ПОДЪЕМНИКА ПОСРЕДСТВОМ ОПУСКАНИЯ МОНЕТЫ ИЛИ СПЕЦИАЛЬНОЙ МАРКИ В АВТОМАТ ДЛЯ ВЗИМАНИЯ ПЛАТЫ ЗА ПОЛЬЗОВАНИЕ ПОДЪЕМНИКОМ | 1926 |
|
SU28298A1 |
| Способ непрерывной перегонки нефтепродуктов в трубчатых кубах | 1927 |
|
SU17540A1 |

