Изобретение относится к обработке металлов давлением и касается валковых узлов станов винтовой прокатки.
Известен способ прошивки в стане винтовой прокатки (RU 2635685 С1). Сочетание пар чашевидных и грибовидных валков создает существенные трудности при размещении главного привода. Невозможность осуществления способа при углах подачи валков больше 16 градусов не позволяет уменьшить неравномерность деформации по сечению получаемых изделий. Чем выше угол подачи, тем меньше неравномерность структуры по сечению заготовки.
Известен способ винтовой прокатки прутков (RU 2735435 С1). При достижении угла подачи валков 30 градусов возникают сложности с размещением главного привода. Ведение прокатки в несимметричном очаге деформации снижает точность получаемых изделий, повышает неравномерность распределения значений параметров напряженно-деформированного состояния и повышает риск разрушения получаемых прутков.
Известен способ винтовой прошивки в четырехвалковом стане (RU 2759820 С1). Данный способ наиболее близок к предлагаемому изобретению. Реализация этого способа при переменном значении овализации по длине очага деформации повышает неравномерность в распределении значений напряжений и деформаций в объеме заготовки и повышает риск разрушения заготовки в процессе деформации, что снижает точность получаемых размеров проката и качество поверхности.
Техническим результатом изобретения является получение заготовок из различных, в том числе труднодеформируемых сплавов, с высоким качеством поверхности и правильным поперечным сечением с отклонением по диаметру, не превышающим 0,1 мм.
Технический результат достигается тем, что валковый узел содержит две пары приводных валков, одна из которых имеет грибовидную форму, а вторая - бочковидную. При этом для всех валков угол подачи составляет 18 градусов. Угол раскатки грибовидных валков составляет 7 градусов. Углы входного и выходного конусов бочковидных валков составляют 3 градуса. Угол входного конуса грибовидных валков составляет 10 градусов, угол выходного конуса-4 градуса. Соотношение диаметра бочковидных валков к диаметру грибовидных валков в пережиме составляет 1,3-1,4. Частота вращения валков назначается из условия равенства окружных скоростей в сечении выхода проката (прутка или трубы), то есть при соблюдении равенства  где V - окружная скорость валков в сечении выхода проката, мм/с, Dr - диаметр грибовидных валков в сечении выхода проката, мм, Dб - диаметр бочковидных валков в сечении выхода проката, мм
где V - окружная скорость валков в сечении выхода проката, мм/с, Dr - диаметр грибовидных валков в сечении выхода проката, мм, Dб - диаметр бочковидных валков в сечении выхода проката, мм
Угол подачи 18 градусов позволяет получать высокий уровень однородности деформации по сечению получаемых изделий, что положительно сказывается на точности размеров и качестве поверхности получаемых изделий, и не вызывает при этом трудностей при размещении главного привода. Использование грибовидных и бочковидных валков наряду с сочетанием углов раскатки и подачи позволяет получать в сечении на выходе из очага деформации близкие значения диаметров валков, что делает создаваемый в этом сечении калибр близким к симметричному, что повышает точность размеров получаемых изделий. Для восприятия соответствующих усилий прокатки конструкция валкового узла должна быть выполнена с отношением диаметра бочковидного валка в пережиме к диаметру грибовидного валка в пережиме 1,3-1,4. Для грибовидных валков угол раскатки 7 градусов необходим для размещения их главного привода. Равенство окружных скоростей валков в сечении выхода проката позволяет повысить однородность напряженно-деформированного состояния проката, что приведет к повышению точности размеров проката и высокому качеству поверхности. Сочетание указанных факторов позволит получать прокат высоким качеством поверхности и с отклонениями по диаметру не выше 0,1 мм.
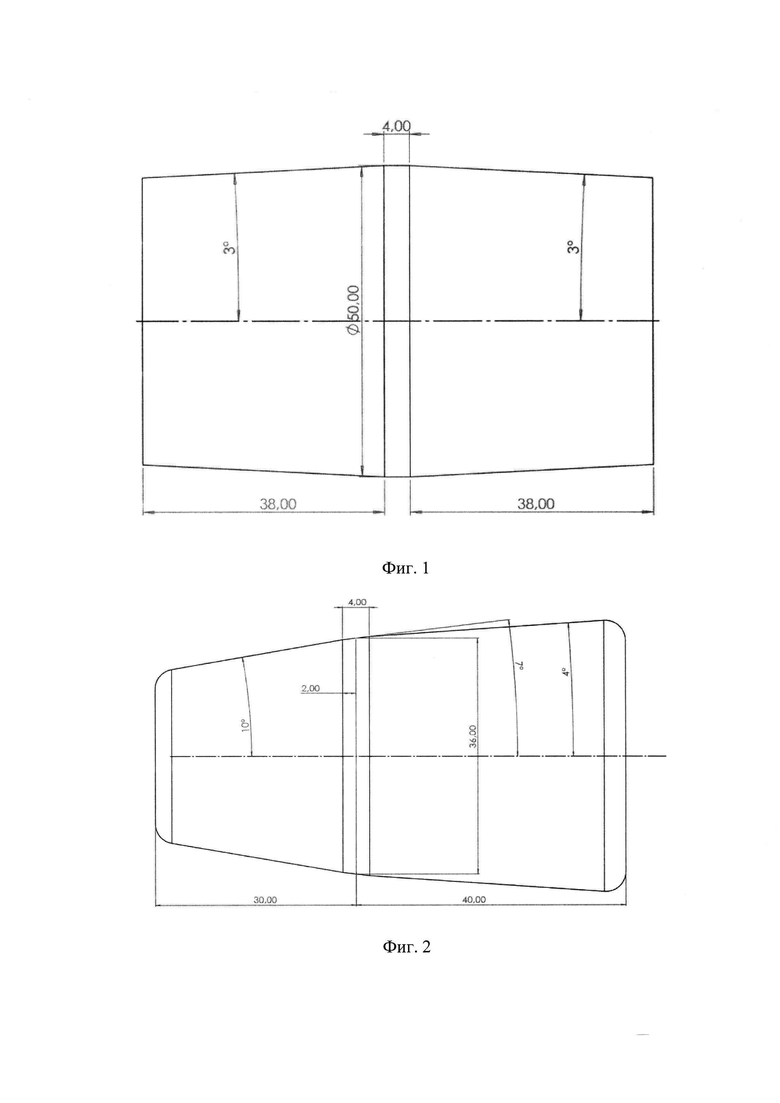
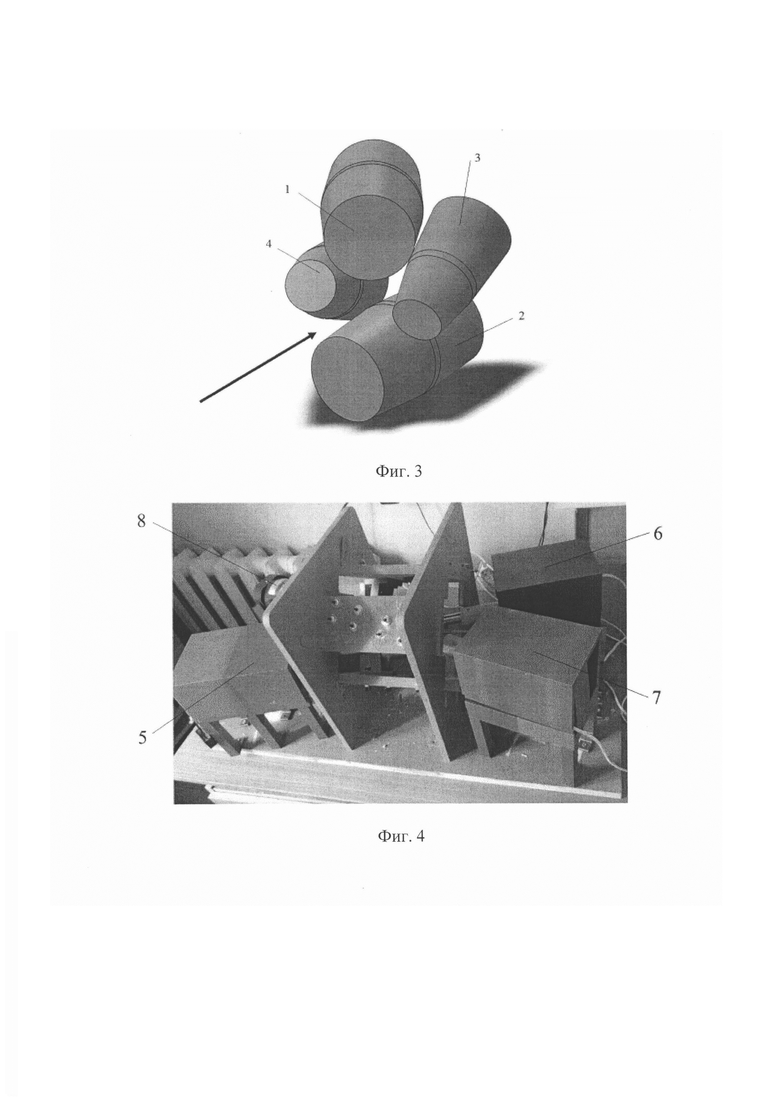
Примером реализации предлагаемого изобретения является прокатка модельного материала в стане-макете с валковым узлом из двух пар валков: пары бочковидных и пары грибовидных. На фиг. 1 представлены размеры бочковидного валка, диаметр в пережиме бочковидных валков составлял 50 мм. На фиг. 2 показаны размеры грибовидного валка, диаметр в пережиме грибовидных валков составлял 36 мм. Модель валкового узла стана макета представлена на фиг. 3: 1, 2 - бочковидные валки, 3, 4 - грибовидные валки, стрелкой показано направление прокатки. На фиг.4 представлен четырехвалковый стан-макет: 5,6 - привод бочковидных валков, 7, 8 - привод грибовидных валков. Для осуществления прокатки и равенства окружных скоростей в сечении выхода проката частота вращения бочковидных валков составляла 60 об/мин, а грибовидных 83,33 об/мин. Провели прокатки заготовок диаметром 25 мм. Образуемый валками стана макета калибр составлял 22 мм. Получили заготовки диаметром 22 мм с высоким качеством поверхности и правильным поперечным сечением. Отклонение по диаметру полученных заготовок не превышало 0,1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ | 2020 |
|
RU2735435C1 |
| Стан винтовой прокатки | 2020 |
|
RU2764066C2 |
| Способ раскатки трубных заготовок | 2019 |
|
RU2722952C1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПОЛЫХ ИЗДЕЛИЙ | 2010 |
|
RU2453386C1 |
| Способ прошивки в стане винтовой прокатки | 2016 |
|
RU2635685C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Способ переточки валков стана винтовой прокатки | 2022 |
|
RU2807154C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
Изобретение относится к валковому узлу четырехвалкового стана винтовой прокатки. Валковый узел состоит из двух пар приводных валков. Одна пара состоит из валков, имеющих грибовидную форму. Вторая пара валков имеет бочковидную форму. Угол подачи всех валков составляет 18°. Угол раскатки грибовидных валков составляет 7°. Углы входного и выходного конусов бочковидных валков составляют 3°. Угол входного конуса грибовидных валков составляет 10°, а угол выходного конуса - 4°. Соотношение диаметра бочковидных валков к диаметру грибовидных валков в пережиме составляет 1,3-1,4. Частота вращения валков назначается из условия равенства окружных скоростей в сечении выхода проката. В результате получают заготовки с отклонением по диаметру, не превышающим 0,1 мм. 4 ил., 1 пр.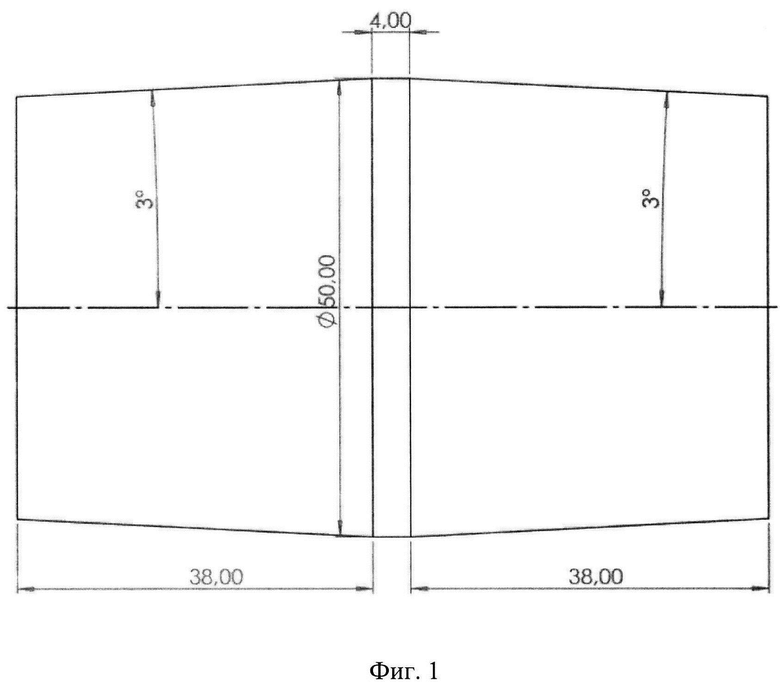
Валковый узел четырехвалкового стана винтовой прокатки, содержащий две пары приводных валков, одна из которых имеет грибовидную форму, отличающийся тем, что вторая пара приводных валков имеет бочковидную форму, при этом угол подачи всех валков составляет 18°, угол раскатки грибовидных валков составляет 7°, углы входного и выходного конусов бочковидных валков составляют 3°, угол входного конуса грибовидных валков составляет 10°, угол выходного конуса грибовидных валков составляет 4°, соотношение диаметра бочковидных валков к диаметру грибовидных валков в пережиме составляет 1,3-1,4, частота вращения валков назначается из условия равенства окружных скоростей в сечении выхода проката при соблюдении равенства  где V - окружная скорость валков в сечении выхода проката, мм/с, Dг - диаметр грибовидных валков в сечении выхода проката, мм, Dб - диаметр бочковидных валков в сечении выхода проката, мм.
где V - окружная скорость валков в сечении выхода проката, мм/с, Dг - диаметр грибовидных валков в сечении выхода проката, мм, Dб - диаметр бочковидных валков в сечении выхода проката, мм.
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Технологический инструмент косовалкового стана | 1975 |
|
SU556854A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ | 2020 |
|
RU2735435C1 |
| US 3566653 A1, 02.03.1971. | |||

