ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к средствам воспроизведения звука. В частности, изобретение относится к устройству и способу воспроизведения звука, где в качестве элемента, генерирующего акустические колебания, используется электрическая сварочная дуга.
УРОВЕНЬ ТЕХНИКИ
В 1899 году британский физик и изобретатель Вильям Дуддель (William Duddell) стал первым, кто продемонстрировал контролируемое извлечение звуков из электрической дуги (https://120years.net/the-singing-arcwilliam-duddeluk1899/. Дуддель использовал фортепианную клавиатуру для управления питающим током. Изобретение получило громкое название «Поющая дуга», и сейчас признано, как один из первых прообразов синтезатора. Гаджет впечатлил современников физика, но не получил развития.
Практическое применение «дуге» нашлось в 1950-е годы, когда советские радиолюбители Е. Плоткин, Б. Каратеев и В. Прютц продемонстрировали «Звуковоспроизводящий агрегат с ионофоном» (Радио, 1959 год, № 12, https://massless.info/images/Russian%20ionofon%201959.pdf, доступ осуществлён 15.02.2024), впоследствии получив за эту разработку первую премию на XVI Всесоюзной выставке творчества радиолюбителей.
Под названиями «ионофон» или «поющая дуга» известны устройства воспроизведения звука, где акустические колебания формируются посредством горящей электрической дуги. Такие устройства отличаются высокой чистотой звука, которая объясняется отсутствием механических элементов формирования акустических волн.
Так, известно устройство для воспроизведения звука «ионофон» (https://www.youtube.com/watch?v=0TbM0CprGug, опубл. 12 июня 2016 года, далее Д1). Известное устройство включает в себя средство генерирования электрической дуги, выполненной с возможностью формирования звуковых волн. В известном устройстве для формирования дуги используется выходной сигнал трансформатора ТВС-15, то есть напряжение на дуге составляет порядка 18 кВ. Как видно из представленного источника, такое устройство способно образовывать дугу и воспроизводить звук, однако громкость этого звука мала.
Известен сварочный аппарат для аргонодуговой сварки "Урал ТИГ250" производства АО "Уралтермосвар" (Руководство по эксплуатации инверторного аппарата (TIG) от 2011 года, доступно по ссылке https://ets-ural.ru/images/import_files/bc/bcaa179d-d5db-11e9-83d0-005056917b40_bcaa17a5-d5db-11e9-83d0-005056917b40.pdf, дата обращения 15.02.2024, далее Д2). Перед разработчиками представленного технического решения стояла задача воспроизведения звука во время работы аналогичного сварочного аппарата. Для этого могли быть использованы распространённые устройства для воспроизведения, например, источник аудиосигнала и Bluetooth колонка с динамиком. Однако, качество воспроизводимого звука сильно зависит от сложности (и, следовательно, стоимости) применяемых средств воспроизведения. Решение, известное из Д2 было принято в качестве ближайшего аналога раскрытого технического решения.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задача, стоявшая перед разработчиками раскрытого технического решения, заключалась в создании способа и устройства воспроизведения звука, которые расширили бы функционал сварочного аппарата; в частности, позволили бы в процессе работы сварочного аппарата воспроизводить звук высокого качества в широком диапазоне громкости.
В ходе решения указанной задачи в первом аспекте раскрытого технического решения было создано устройство для воспроизведения звука, отличающееся тем, что устройство включает в себя аппарат для аргонодуговой сварки на постоянном токе, содержащий блок управления; источник аудиосигнала в виде переменного электрического напряжения звуковой частоты; при этом выход источника аудиосигнала подключен к входу сумматора пропорционально-интегрального регулятора блока управления аппарата с возможностью передачи на него суммарно аудиосигнала с напряжением задания и напряжением обратной связи.
Согласно второму аспекту раскрытого технического решения создан способ воспроизведения звука с помощью аппарата для аргонодуговой сварки на постоянном токе, включающий в себя этапы, на которых на вход сумматора пропорционально-интегрального регулятора блока управления сварочного аппарата передают аудиосигнал в виде переменного электрического напряжения звуковой частоты, напряжение задания и напряжение обратной связи; зажигают электрическую сварочную дугу с помощью аппарата.
Технический результат, достигаемый раскрытым решением, заключается в обеспечении возможности воспроизведении звука посредством сварочного аппарата; дополнительными техническими результатами является то, что звук может воспроизводиться с более высокой громкостью, чем при использовании известного из Д1 решения, и с более высоким качеством, чем при использовании традиционных усилителей звука, содержащих динамики, а также то, что при работе сварочного аппарата с воспроизведением звука в соответствии с раскрытым решением достигается большая однородность структуры сварного шва. Следует отметить, что помимо того, что раскрытое решение предполагает использования более простой элементной базы, чем применение традиционных усилителей звука, содержащих динамики, воспроизводимый посредством электрической дуги звук обладает высоким уровнем чистоты. Таким образом, данное решение позволяет воспроизводить звук в ходе работы сварочного аппарата в высоком качестве и требует меньших затрат ресурсов на его реализацию.
Далее в настоящем описании раскрытое техническое решение будет описано более детально со ссылкой на конкретные варианты осуществления и прилагаемые фигуры чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
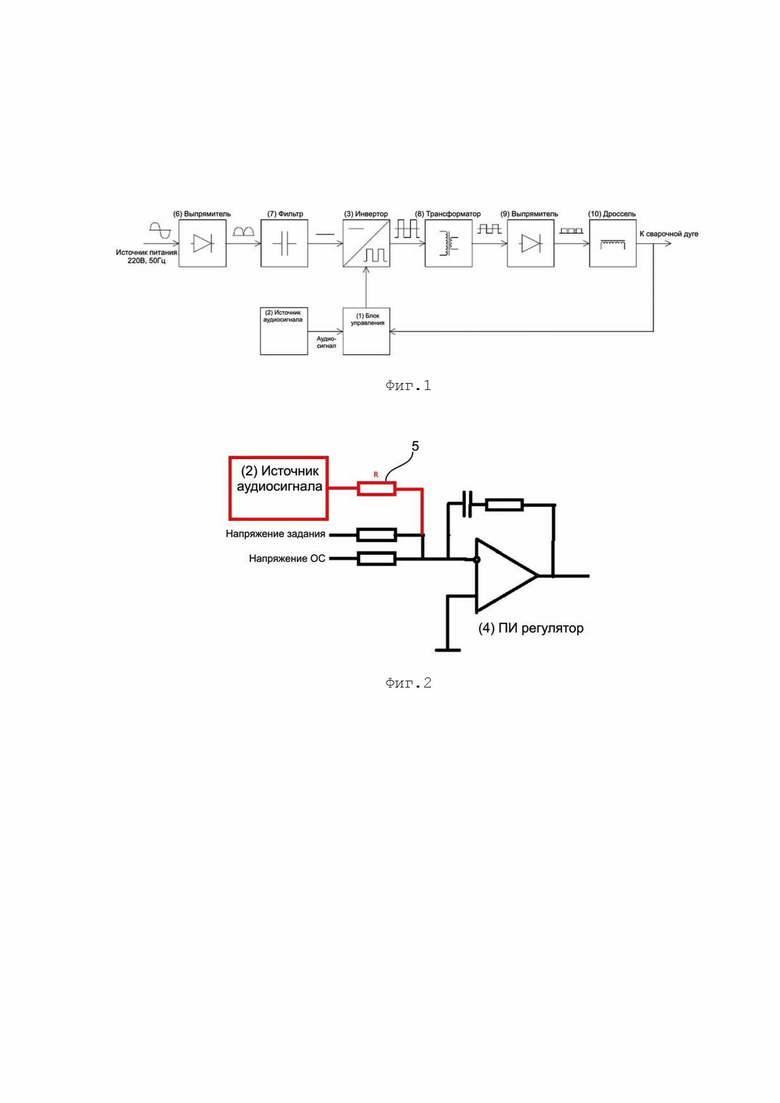
Фиг.1 – функциональная схема сварочного аппарата с устройством для воспроизведения звука в одном из вариантов осуществления раскрытого технического решения.
Фиг.2 – электрическая принципиальная схема устройства для воспроизведения звука в части подключения к нему источника аудиосигнала.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В соответствии с раскрытым техническим решением устройство для воспроизведения звука включает в себя аппарат для аргонодуговой сварки на постоянном токе, включающий в себя блок 1 управления. В качестве такого аппарата может быть использован любой из известных сварочных аппаратов аргонодуговой сварки на постоянном токе, в частности из инверторных аппаратов (TIG) производства АО «Уралтермосвар» в соответствии с Д2. В отличие от Д2 в сварочном аппарате сварки на постоянном токе сварочная электрическая дуга горит при низком напряжении (10-20В) и большом токе (5-250А), что при использовании раскрытого решения позволяет получить более громкий звук.
Так, например, при осуществлении раскрытого решения его авторами были использованы сварочный аппарат для аргонодуговой сварки на постоянном токе "Урал ТИГ250" (АО "Уралтермосвар"), Bluetooth-модуль XY-BT-MINI HW770 в качестве источника 2 аудиосигнала, и резистор MF-0.125 100k 5%. При звуковом сигнале на частоте 1 кГц была измерена громкость звука с помощью измерителя шума CENTER-321, размещённого на расстоянии 1 метр от горящей дуги. При токе на дуге 100А и напряжении 14В измеренная громкость звука составила 87-90 дБ.
Под блоком 1 управления сварочного аппарата в настоящей заявке необходимо понимать совокупность компонентов сварочного аппарата, формирующих сигнал управления инвертором 3 сварочного аппарата. Блок 1 управления сварочного аппарата содержит пропорционально-интегральный регулятор 4, на вход сумматора которого в аппарате по Д1 передаётся напряжение задания, формируемое блоком 1 управления, и напряжение обратной связи, это является обязательным условием функционирования сварочного аппарата, и для раскрытого решения данные признаки являются имманентными (по умолчанию присущими ему).
В соответствии с раскрытым техническим решением устройство для воспроизведения звука содержит также источник 2 аудиосигнала в виде переменного электрического напряжения звуковой частоты. В качестве такого источника 2 аудиосигнала может быть использован, например, модуль MP3 Bluetooth XY-BT-MINI HW770, либо любой другой источник. В предпочтительном варианте осуществления раскрытого технического решения аудиосигнал имеет амплитуду 300-500 мВ переменного напряжения. При этом в качестве источника аудиосигнала может выступать модуль аудио интерфейса, который, получая на вход сигнал, содержащий аудиоданные (например посредством входа AUX 3.5mm типа Mini-Jack, радиосигнала или иного канала передачи аудио данных), и передающий аудиосигнал в виде напряжения звуковой частоты на выход модуля аудио интерфейса и далее – на блок 1 управления.
В предпочтительном варианте осуществления раскрытого технического решения сварочный аппарат содержит корпус, при этом источник 2 аудиосигнала механически соединён с корпусом. В наиболее предпочтительном варианте осуществления раскрытого технического решения источник 2 аудиосигнала размещён по меньшей мере частично внутри корпуса.
В соответствии с раскрытым техническим решением выход источника 2 аудиосигнала подключен к входу сумматора пропорционально-интегрального регулятора 4 блока 1 управления аппарата для аргонодуговой сварки на постоянном токе с возможностью передачи на него аудиосигнала для последующего суммирования с сигналами напряжения задания и напряжения обратной связи. Такая передача и суммирование может быть обеспечены благодаря выполнению передачи через сумматор, являющийся частью пропорционально-интегрального регулятора 4, возможная схема которого представлена на фиг.2.
В соответствии с раскрытым техническим решением способ воспроизведения звука с помощью аппарата для аргонодуговой сварки на постоянном токе включает в себя этап, на котором на вход сумматора пропорционально-интегрального регулятора 4 сварочного аппарата передают аудиосигнал в виде переменного электрического напряжения звуковой частоты, вместе с сигналом напряжения задания и напряжения обратной связи. Вместе с тем, способ содержит этап, на котором зажигают электрическую сварочную дугу. Воспроизведение звука происходит в ходе горения электрической сварочной дуги при условии передачи упомянутого аудиосигнала.
В предпочтительном варианте осуществления раскрытого технического решения выход источника 2 аудиосигнала подключен к пропорционально-интегральному регулятору 4 через резистор 5, а способ воспроизведения звука содержит этап, на котором аудиосигнал передают через резистор 5. В частности, в качестве резистора 5 может быть использован резистор MF-0.125 100k 5%. Величина сопротивления резистора 5 выбирается, исходя из требуемой громкости воспроизводимого звука. В предпочтительном варианте осуществления технического решения величина сопротивления резистора 5 составляет от 10кОм до 200кОм. В наиболее предпочтительном варианте осуществления раскрытого технического решения резистор 5 является переменным, что позволяет изменять громкость звука путём изменения величины сопротивления резистора 5; при этом способ воспроизведения звука содержит этап, на котором выполняют регулировку громкости воспроизведения путём изменения величины сопротивления резистора.
Устройство для воспроизведения звука работает следующим образом. На вход сварочного аппарата для аргонодуговой сварки на постоянном токе от источника питания подаётся переменное напряжение 220В частотой 50Гц; оно поступает на выпрямитель 6. После выпрямления и сглаживания в фильтре 7 постоянное напряжение, величина которого может составлять около 310В, подаётся на вход инвертора 3. В блоке 1 управления формируется напряжение задания (около 1 В при токе около 100 А), после чего оно подаётся на вход сумматора пропорционально-интегрального регулятора 4. Также аудиосигнал в виде переменного электрического напряжения звуковой частоты амплитудой 300-500 мВ с источника 2 аудиосигнала подаётся на вход сумматора пропорционально-интегрального регулятора 4. Также напряжение обратной связи, представляющее собой сигнал измеренного тока на выходе устройства, подаётся на вход сумматора пропорционально-интегрального регулятора 4. В сумматоре сигналы складываются (при заданном токе порядка 100А и напряжении около -4В) и поступают на вход пропорционально-интегрального регулятора 4. Далее в блоке 1 управления из суммарного сигнала формируется сигнал управления инвертором 3 в виде ШИМ-сигнала (широтно-импульсно модулируемый сигнал) частотой 100 кГц и скважностью 0 – 45%. Инвертор 3 сварочного аппарата представляет собой двухтактный преобразователь с ШИМ-регулированием. Постоянный ток при напряжении 310В, полученный после фильтра 7, преобразуется инвертором 3 в переменный ток частотой 100кГц с переменной скважностью. Трансформатор 8 снижает высокочастотное переменное напряжение до 10-60В и повышает ток до необходимого. Далее переменный ток выпрямляется в высокочастотном выпрямителе 9 и сглаживается в выходном дросселе 10. После этого ток подаётся в сварочную дугу. В результате работы в соответствии с аудиосигналом изменяется сила тока на выходе сварочного аппарата и, соответственно, в электрической сварочной дуге, что приводит к формированию звуковых волн в соответствии с аудиосигналом.
Настоящее техническое решение было подробно описано со ссылкой на отдельные варианты его осуществления, однако очевидно, что оно может быть осуществлено в различных вариантах, не выходя за рамки заявленного объёма правовой охраны, определяемого формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДЛИНЫ ДУГИ ПРИ ЭЛЕКТРОСВАРКЕ | 2010 |
|
RU2440220C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |
| Регулятор сварочного тока | 1987 |
|
SU1787083A3 |
| АППАРАТ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2211124C2 |
| МОДУЛЬНЫЙ ИСТОЧНИК ТОКА | 2023 |
|
RU2812960C1 |
| СВАРОЧНЫЙ АППАРАТ | 2005 |
|
RU2302931C1 |
| ПРИКЛАДНОЕ ИСПОЛЬЗОВАНИЕ СИСТЕМЫ ГОЛОС/ЗВУКОВОЕ СОПРОВОЖДЕНИЕ (Г/ЗС) | 2001 |
|
RU2257676C2 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
Изобретение относится к акустике. Устройство для воспроизведения звука, включающее в себя: аппарат для аргонодуговой сварки, содержащий первый выпрямитель, вход которого соединён с источником питания переменного напряжения; фильтр, вход которого соединён с выходом первого выпрямителя; инвертор, вход которого соединён с выходом первого выпрямителя, а на второй вход подаётся сигнал с выхода блока управления; трансформатор, вход которого соединён с выходом инвертора; второй выпрямитель, вход которого соединён с выходом трансформатора; дроссель, вход которого соединён с выходом второго выпрямителя, при аппарате выполнен с возможностью подачи на вход сумматора пропорционально-интегрального регулятора напряжения обратной связи, представляющего собой сигнал измеренного тока на выходе устройства; аппарат для аргонодуговой сварки на постоянном токе, содержащий блок управления; и источник аудиосигнала в виде переменного электрического напряжения звуковой частоты; при этом выход источника аудиосигнала подключен к входу сумматора пропорционально-интегрального регулятора блока управления сварочного аппарата с возможностью передачи на него аудиосигнала; при этом аппарат выполнен с возможностью суммирования аудиосигнала с сигналами напряжения задания и напряжения обратной связи, представляющего собой сигнал измеренного тока на выходе аппарата; а блок управления выполнен с возможностью формирования из суммы звукового сигнала, напряжения задания и напряжения обратного сигнала управления инвертором в виде ШИМ-сигнала. Технический результат - обеспечение возможности воспроизведения звука посредством сварочного аппарата, повышение громкости и качества звучания 2 н. и 4 з.п. ф-лы, 2 ил.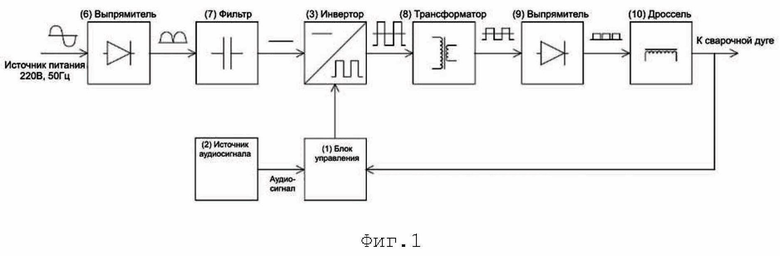
1. Устройство для воспроизведения звука, включающее в себя:
аппарат для аргонодуговой сварки, содержащий
первый выпрямитель, вход которого соединен с источником питания переменного напряжения;
фильтр, вход которого соединен с выходом первого выпрямителя;
инвертор, вход которого соединен с выходом первого выпрямителя, а на второй вход подается сигнал с выхода блока управления;
трансформатор, вход которого соединен с выходом инвертора;
второй выпрямитель, вход которого соединен с выходом трансформатора;
дроссель, вход которого соединен с выходом второго выпрямителя, при аппарате выполнен с возможностью подачи на вход сумматора пропорционально-интегрального регулятора напряжения обратной связи, представляющего собой сигнал измеренного тока на выходе устройства;
аппарат для аргонодуговой сварки на постоянном токе, содержащий блок управления; и
источник аудиосигнала в виде переменного электрического напряжения звуковой частоты;
при этом выход источника аудиосигнала подключен к входу сумматора пропорционально-интегрального регулятора блока управления сварочного аппарата с возможностью передачи на него аудиосигнала;
при этом аппарат выполнен с возможностью суммирования аудиосигнала с сигналами напряжения задания и напряжения обратной связи, представляющего собой сигнал измеренного тока на выходе аппарата; а
блок управления выполнен с возможностью формирования из суммы звукового сигнала, напряжения задания и напряжения обратного сигнала управления инвертором в виде ШИМ-сигнала.
2. Устройство по п. 1, отличающееся тем, что
источник аудиосигнала подключен к входу пропорционально-интегрального регулятора через резистор.
3. Устройство по п. 2, отличающееся тем, что резистор выполнен переменным.
4. Способ воспроизведения звука с помощью аппарата для аргонодуговой сварки на постоянном токе,
включающий в себя этапы, на которых:
выпрямляют переменное напряжение источника питания аппарата;
фильтруют выпрямленное напряжение;
подают выпрямленный фильтрованный сигнал на инвертор;
подают сигнал с выхода инвертора на трансформатор;
сигнал с трансформатора передают на второй выпрямитель;
выпрямленный сигнал передают на дроссель;
зажигают сварочную дугу путем подачи в нее сигнала с дросселя;
при этом
на вход сумматора пропорционально-интегрального регулятора блока управления сварочного аппарата передают аудиосигнал в виде переменного электрического напряжения звуковой частоты, напряжение задания и напряжение обратной связи, представляющее собой сигнал измеренного тока на выходе устройства;
после суммирования в сумматоре выходной сигнал подают на вход пропорционально-интегрального регулятора и формируют из суммарного сигнала сигнал управления инвертором в виде ШИМ-сигнала;
сигнал управления инвертором в виде ШИМ-сигнала передают с блока управления на вход инвертора.
5. Способ по п. 4, отличающийся тем, что аудиосигнал передают через резистор.
6. Способ по п. 5, отличающийся тем, что резистор является переменным, а способ содержит этап, на котором выполняют регулировку громкости воспроизведения путем изменения величины сопротивления резистора.
| 0 |
|
SU162234A1 | |
| МОСКОВСКИЙ ЗАВОД СЛУХОВЫХ АППАРАТОВ | 0 |
|
SU155503A1 |
| US 5220246 A1, 15.06.1993 | |||
| Тренажер для обучения сварщиков приемам ручной дуговой сварки | 1975 |
|
SU556908A1 |
| Способ измерения расстояния до поверхности изделия при дуговой электросварке | 1980 |
|
SU994176A1 |
| СПОСОБ РАЗРАБОТКИ НЕФТЯНОГО ПЛАСТА | 2001 |
|
RU2199004C2 |
| WO 2019014019 A1, 17.01.2019 | |||
| СПОСОБ ПОЛУЧЕНИЯ 3-[(ФЕНИЛСУЛЬФАНИЛ)МЕТИЛ]ПЕНТАН-2,4-ДИОНА, ПРОЯВЛЯЮЩЕГО ФУНГИЦИДНУЮ АКТИВНОСТЬ | 2015 |
|
RU2615155C2 |

