Изобретение относится к способу получения ячеистых тонкостенных энергопоглотителей со специальными свойствами, которые могут применяться в космической технике для ограничения перегрузок при столкновениях и пр. Ячеистый энергопоглотитель обеспечивает поглощение энергии удара, в связи с чем, конструкция сотового энергопоглотителя должна быть достаточно сложной и удовлетворять комплексу механических свойств.
Решаемая изобретением техническая задача заключается в следующем: для энергопоглотителей однократного действия обычно используют металлические или полимерные ячеистые материалы различной геометрии. Чаще всего используют пеноалюминий или алюминиевые сотовые конструкции в форме «пчелинных сот». Также возможно получение ячеистых энергопоглощающих структур с помощью лазерного спекания.
Для производства пеноалюминия используют различные способы производства, такие как пропускание газа через расплавленный металл, добавление TiH2 или других добавок с целью пенообразования, а также литье по выжигаемым песчано-полимерным моделям. Но геометрия структур, полученных такими способами, имеет случайный характер, а свойства энергопоглотителя получаются неоднородными.
Шестиугольные сотовые материалы могут быть получены путем склеивания (спайки, сваривания) гофрированных алюминиевых листов, литья, формирования сотовой структуры из ткани с последующей пропиткой ее эпоксидной смолой т.д. Но сварка, спайки или склейка для соединения элементов вносит концентраторы напряжения в конструкцию. Такие конструкции более слабые по сравнению с монолитной конструкцией. Также данные подходы позволяют изготовить энергопоглотители ограниченной геометрии, физико-механические свойства, которых очень анизотропны. Для получения изотропных энергопоглотителей, необходимо производить энергопоглотители с трижды периодической структурой, что экономически нецелесообразно для данных методов.
Также возможно создание энергопоглотителей с помощью лазерного спекания, которое предполагает ограниченный выбор материалов для изготовления энергопоглотителей. Из-за использования лазерных технологий и высоких требований к используемым порошкам метод является дорогим. Также безотходность данного метода является условной, так как повторное использование неспеченного порошка ограничено.
Получение ячеистых энергопоглотителей методом послойного наплавления материалов является перспективным направлением для получения изделий сложной формы ответственного назначения, работающих в условиях интенсивных нагрузок. Увеличивающиеся мощности и скорости работы современной техники требуют улучшения качества энергопоглотителей для эффективного гашения энергии при торможении и/или в случае возникновения аварий/ных ситуаций.
Применение послойного наплавления термопластичных материалов для создания высоконагруженных деталей и элементов техники позволит сократить стоимостные и временные рамки производства, а также повысить надежность и долговечность изделий, обеспечивая высокие физико-механические характеристики.
Для оценки новизны заявленного решения рассмотрим ряд известных технических средств аналогичного назначения, характеризуемых совокупностью сходных с заявленным устройством признаков.
В патенте ЕР2635461 предлагается изготавливать энергопоглотители с дважды периодической структурой путем литья под давлением. Данный метод не позволяет производить энергопоглотители с разной геометрией малыми сериями, так как это экономически нецелесообразно. Данным способом невозможно производить трижды периодические энергопоглощающие конструкции с изотропными механическими свойствами, также невозможно производить градиентные энергопоглотители, т.е. геометрия энергопоглотителей имеет существенные технологические ограничения.
Известен способ изготовления сотового энергопоглотителя из металлической фольги по патенту RU №2541266, включающий формирование сотовых элементов в виде ячеистой конструкции с шестигранными ячейками из предварительно гофрированной металлической фольги путем сварки двойных граней шестигранных ячеек, соединение сотовых элементов в сотовый блок с величиной рабочего хода и предварительное обжатие, отличающийся тем, что формируют сотовые элементы высотой, не превышающей 0,35 от характерного размера их поперечного сечения, выполняют предварительное обжатие сотовых элементов усилием, направленным вдоль стенок ячеек до появления пластической деформации стенок ячеек, и затем последовательно соединяют сотовые элементы с продольно расположенными шестигранными ячейками в сотовый блок в направлении действия усилия. Данный способ предполагает формирование сотовых элементов из фольги в виде ячеистой конструкции, предлагается геометрия в виде шестигранных ячеек («пчелиных сот»), при этом гофрированные металлические листы соединяются сваркой. Такой тип соединения элементов вносит концентраторы напряжений в конструкцию. Конструкции со сварными соединениями слабее по сравнению с монолитными конструкциями. Также данная технология позволяет изготавливать энергопоглотители ограниченной геометрии. Энергопоглотители изготовленные таким способом обладают анизотропностью физико-механических свойств.
Известен способ изготовления сотового тонкостенного энергопоглотителя по патенту RU №2664010, который характеризуется тем, что ячейки сотового тонкостенного энергопоглотителя изготавливают из металлического порошка с дисперсностью менее 50 мкм, в т.ч. из порошка нержавеющих сталей, путем послойного лазерного сплавления слоев порошка с толщиной слоя 20-40 мкм с использованием 3D-модели заданной конфигурации.
Данное техническое решение, как наиболее близкое к заявленному по техническому существу и достигаемому результату, принято в качестве его прототипа.
Данный способ позволяет обеспечить повышение качества изготовления сотового энергопоглотителя, обусловленное полным отсутствием искажений в геометрии многогранных ячеек, благодаря использованию заранее спроектированной 3D-модели.
Недостатками прототипа является то, что данный способ производства предполагает ограниченный выбор материалов для изготовления энергопоглотителей. Из-за использования лазерных технологий и высоких требований к используемым порошкам, метод является дорогим и его использование не всегда экономически оправдано, к тому же повторное использование неспеченного порошка ограничено. Кроме того, работа с мелкодисперсными порошками требует повышенного внимания к безопасности, так как мелкодисперсные взвеси могут спровоцировать взрыв, а попадание таких порошков в дыхательную систему опасно и вызывает развитие хронических заболеваний.
Задачей изобретения является создание недорогого, безопасного и безотходного способа создания энергопоглотителей однократного действия практически любой геометрии из широкого набора материалов.
Сущность заявленного технического решения выражается в следующей совокупности существенных признаков, достаточной для решения указанной заявителем технической проблемы и получения, обеспечиваемого изобретением технического результата.
Согласно изобретению способ получения ячеистого энергопоглотителя методом послойного наплавления материалов с использованием 3D-модели заданной конфигурации, отличающееся тем, что созданную методами компьютерного моделирования 3D-модель ячеистого энергопоглотителя с заданными геометрическими параметрами разделяют на слои с заданной толщиной, после чего металлонаполненную термопластичную композитную нить подают в экс-трудер, а экструдированный материал с температурой не более 500°С через сопло экструдера наносят на рабочий стол слой за слоем, при этом требуемую геометрию создаваемого ячеистого энергопоглотителя обеспечивают перемещением экструдера по трем направлениям, которые соответствуют осям в декартовой системе координат, обеспечивая полное соответствие геометрии готового ячеистого энергопоглотителя исходной 3D-модели, затем готовый ячеистый энергопоглотитель подвергают термической обработке для удаления полимерного связующего, далее готовый ячеистый энергопоглотитель спекают для приобретения конечных эксплуатационных характеристик.
Заявленная совокупность существенных признаков обеспечивает достижение технического результата, который заключается в том, что заявленный способ изготовления позволяет получать ячеистые энергопоглотители практически любой геометрии, благодаря чему можно изготовить энергопоглотители с очень высокой изотропностью физико-механических свойств или, напротив, изготовить энергопоглотитель с градиентной геометрией и градиентом физико-механических свойств.
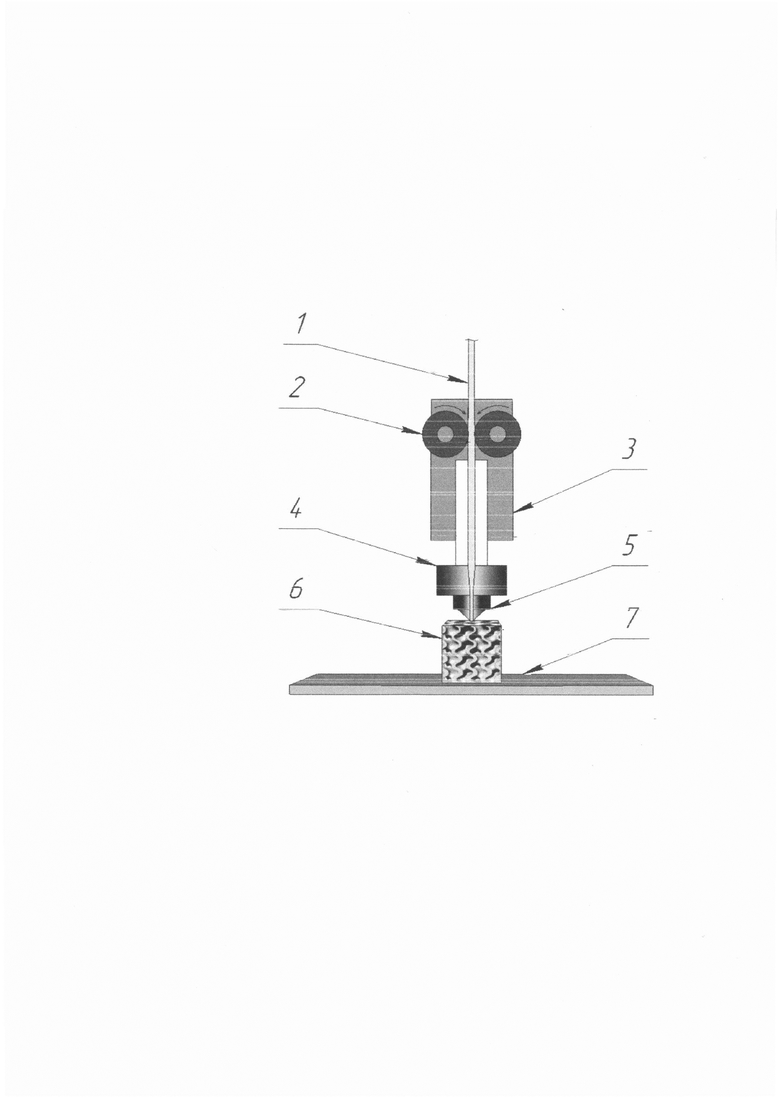
Сущность заявляемого технического решения поясняется чертежом, на котором позициями обозначены: 1 - нить из термопластичного материала; 2 - подающие валики; 3 - радиатор; 4 - нагревательный блок; 5 - сопло; 6 - создаваемый энергопоглотитель; 7 - рабочий стол.
Заявляемый способ изготовления ячеистого энергопоглотителя из термопластичных материалов с помощью послойного наплавления материалов реализуется следующим образом.
Методами компьютерного моделирования создается 3D-модель ячеистого энергопоглотителя с заданными геометрическими параметрами, затем 3D-модель разделяется на слои с заданной толщиной. Далее в соответствии с разделенной на слои 3D-моделью термопластичная нить 1 подается в экструдер, а экструдированный материал пройдя нагревательный блок 4 через сопло 5 наносится на рабочий стол 7, на котором тем самым происходит постепенное слой за слоем«выращивание» создаваемого энергопоглотителя 6, при этом геометрия создаваемого энергопоглотителя 6 определяется перемещением экструдера по трем направлениям, которые соответствуют осям в декартовой системе координат. В результате этого готовый энергопоглотитель 6 геометрически полностью соответствует исходной 3D-модели. Рабочая температура экструдирования материала не превышает 500°С. Так как температура плавления большинства конструкционных металлов и сплавов выше этой температуры, для получения металлических энергопоглотителей послойное построение изделия происходит с использованием металлонаполненной термопластичной композитной нитью 1, после чего такое изделие подвергается термической обработке для удаления полимерного связующего, далее изделие спекается для приобретения конечных эксплуатационных характеристик. Диаметр сопла составляет от 0.1 до 1 мм в зависимости от требований к качеству конечного изделия.
Пример практической реализации заявленного способа.
Методом компьютерного моделирования создали 3D-модель изготавливаемого ячеистого энергопоглотителя с заданными геометрическими параметрами. Модель разделили на слои с заданной толщиной, соответствующей высоте слоя. Затем металлонаполненную термопластичную композитную нить подали в экструдер для термообработки с температурой 400°С, а полученный таким образом экструдированный материал через сопло экструдера наносили непосредственно на рабочий стол последовательно слой за слоем, причем одновременно обеспечивали перемещение экструдера по трем направлениям в декартовой системе координат. После этого «выращенный» таким образом ячеистый энергопоглотитель подвергали термической обработке при температуре 150°С для удаления полимерного связующего. После этого готовый ячеистый энергопоглотитель спекали в печи при температуре 1400°С для приобретения конечных эксплуатационных характеристик. В результате был получен ячеистый энергопоглотитель с коэффициентом изотропности физико-механических свойств около 1,3 и с высоким показателем удельного энергопоглощения по сравнению с сотовым энергопоглотителем с дважды периодическими гексагональными ячейками.
Возможность промышленного применения заявленного технического решения подтверждается известными и описанными в заявке средствами, и методами, с помощью которых возможно осуществление изобретения в том виде, как оно охарактеризовано в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОТОВОГО ТОНКОСТЕННОГО ЭНЕРГОПОГЛОТИТЕЛЯ С ПОМОЩЬЮ ЛАЗЕРНОГО СПЕКАНИЯ | 2017 |
|
RU2664010C2 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| Способ получения термопластичного полимерно-керамического филамента для 3-D печати методом послойного наплавления | 2020 |
|
RU2760015C1 |
| Способ трехмерной печати термопластичным композиционным материалом | 2019 |
|
RU2722944C1 |
| Способ упрочнения 3D-печатных конструкций | 2020 |
|
RU2750426C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУЖЕСТКОГО ЖГУТА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И СУПЕРКОНСТРУКЦИОННЫХ ПЛАСТИКОВ В ОДНУ СТАДИЮ ПРОПИТКИ ДЛЯ 3D-ПЕЧАТИ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ | 2022 |
|
RU2792100C1 |
| Двухстадийный способ получения полимерного композиционного материала для 3D-печати | 2023 |
|
RU2829332C1 |
| Способ получения полиэфиримидного композиционного материала для 3D-печати | 2022 |
|
RU2783519C1 |
| Способ получения трехмерного ауксетика с сотовой структурой (варианты) | 2020 |
|
RU2771391C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ МЕТОДОМ 3Д-ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2674138C1 |
Изобретение относится к способу получения ячеистых тонкостенных энергопоглотителей со специальными свойствами, которые могут применяться в космической технике для ограничения перегрузок при столкновениях. Созданную методами компьютерного моделирования 3D-модель ячеистого энергопоглотителя с заданными геометрическими параметрами разделяют на слои с заданной толщиной, после чего металлонаполненную термопластичную композитную нить подают в экструдер, а экструдированный материал с температурой не более 500°С через сопло экструдера наносят на рабочий стол слой за слоем. Требуемую геометрию создаваемого изделия обеспечивают перемещением экструдера по трем направлениям, которые соответствуют осям в декартовой системе координат, обеспечивая полное соответствие геометрии готового изделия исходной 3D-модели, затем готовое изделие подвергают термической обработке для удаления полимерного связующего, далее изделие спекают для приобретения конечных эксплуатационных характеристик. Способ позволяет получать ячеистые энергопоглотители практически любой геометрии, благодаря чему можно изготовить энергопоглотители с очень высокой изотропностью физико-механических свойств или, напротив, изготовить энергопоглотитель с градиентной геометрией и градиентом физико-механических свойств. 1 ил.
Способ получения ячеистого энергопоглотителя методом послойного наплавления материалов с использованием 3D-модели заданной конфигурации, отличающийся тем, что созданную методами компьютерного моделирования 3D-модель ячеистого энергопоглотителя с заданными геометрическими параметрами разделяют на слои с заданной толщиной, после чего металлонаполненную термопластичную композитную нить подают в экструдер, а экструдированный материал с температурой не более 500°С через сопло экструдера наносят на рабочий стол слой за слоем, при этом требуемую геометрию создаваемого изделия обеспечивают перемещением экструдера по трем направлениям, которые соответствуют осям в декартовой системе координат, обеспечивая полное соответствие геометрии готового изделия исходной 3D-модели, затем готовое изделие подвергают термической обработке для удаления полимерного связующего, далее изделие спекают для приобретения конечных эксплуатационных характеристик.
| СПОСОБ ПОЛУЧЕНИЯ СОТОВОГО ТОНКОСТЕННОГО ЭНЕРГОПОГЛОТИТЕЛЯ С ПОМОЩЬЮ ЛАЗЕРНОГО СПЕКАНИЯ | 2017 |
|
RU2664010C2 |
| Способ изготовления литого изделия с проницаемой ячеистой структурой из алюминиевого сплава | 2018 |
|
RU2678856C1 |
| US 20170203708 A1, 20.07.2017 | |||
| СЫРЬЁ ДЛЯ СПОСОБА АДДИТИВНОГО ПРОИЗВОДСТВА, ИСПОЛЬЗУЮЩИЙ ЭТО СЫРЬЁ СПОСОБ АДДИТИВНОГО ПРОИЗВОДСТВА И ПОЛУЧАЕМЫЕ ИЗ НЕГО ИЗДЕЛИЯ | 2017 |
|
RU2754261C2 |
| RU 216732 U1, 27.02.2023 | |||
| ТЕХНОЛОГИЧЕСКИЕ ФОРМЫ, ИЗГОТОВЛЕННЫЕ НА ОСНОВЕ МОДЕЛИРОВАНИЯ МЕТОДОМ НАПЛАВЛЕНИЯ, ДЛЯ ФОРМОВАНИЯ И ТИРАЖИРОВАНИЯ ОБЪЕКТОВ | 2016 |
|
RU2642654C1 |

