Изобретение относится к аддитивным технологиям, а именно к изготовлению пресс-формы для запрессовки стержневых моделей методом селективного лазерного сплавления (СЛС) отечественного металлического порошка нержавеющей стали 12Х18Н10Т, и может использоваться для производства литейной оснастки.
Известен способ изготовления деталей послойным лазерным сплавлением металлических порошков жаропрочных сплавов на основе никеля (патент РФ №2623537, МПК B23K 26/342, B23K 26/60, B22F 3/105, С23С 4/12, С23С 4/18, B33Y 10/00, опубл. 27.06.2017). В качестве металлического порошка в данном способе используется порошок хромсодержащего жаропрочного сплава на основе никеля с содержанием кислорода менее 0,01 мас. % марки ЭП648. Осуществляют нанесение слоя порошка на подложку, формирование первого слоя детали посредством селективного сплавления порошка лазерным лучом, повторное выполнение вышеуказанных операций для формирования последующих слоев детали. Недостатком данного способа является образование дефектов в изделии (пористость, расслоение и внутренние напряжения, комкование (расплавленные частицы металлического порошка затвердевают в сферы вместо слоев), микроструктурная неоднородность) после сплавления или спекания вследствие неравномерного распределения и недостаточной плотности порошка в нанесенном слое вследствие неодинаковой формы и размеров частиц порошка.
Известен способ изготовления пресс-форм, в основе которого механическая обработка рабочих поверхностей (патент РФ №2674685, МПК B23K 26/144, B23K 26/70, B33Y 30/00, опубл. 13.12.2018). Благодаря высокоточной механической обработке получают детали с максимально приближенными к заданным параметрам.
Недостатком данного способа при изготовлении пресс-форм является высокая трудоемкость, длительность и невысокий коэффициент использования материала (КИМ).
Наиболее близким аналогом является способ получения пресс-форм с помощью плазменного или электродугового напыления металла на мастер-модель (RU 2269611 С2, МПК (2006.01) C25D). Недостатком данного способа является высокая трудоемкость изготовления мастер-модели и последующей чистовой обработки рабочих поверхностей, и данные поверхности не могут быть использованы для изготовления деталей сложной формы, с внутренними полостями, ребрами, обусловленная конфигурацией изделия.
Технический результат заключается в увеличении механических характеристик заготовок пресс-форм для запрессовки керамических стержней за счет применения оптимальных технологических параметров лазерного синтеза металлического порошка нержавеющей стали 12Х18Н10Т с последующей механической и финишной обработкой, позволяющей сократить сроки и стоимость изготовления литейной оснастки. Изготовление пресс-формы осуществляют технологией селективного лазерного сплавления металлического порошка нержавеющей стали 12Х18Н10Т при мощности лазерного излучения от 147 до 207 Вт, скорости сканирования от 450 до 1000 мм/с, шаге сканирования от 0,08 до 0,14 мм и толщине слоя от 50 до 60 мкм, причем перед изготовлением пресс-формы производят предкоррекцию геометрии на основе метода конечных элементов цифровой модели технологического процесса селективного лазерного сплавления, который включает оптимизацию режимных параметров по критериям достижения требуемых механических свойств, калибровку свойств металлического порошка на тестовых образцах для последующего расчета возникновения поводок от действия остаточных напряжений при сплавлении в системе Simufact Additive, уточняющую калибровку системы на конструктивно подобном детали образце, имитирующем условия выращивания по технологическому процессу натурной заготовки детали, автоматизированный расчет 3D-функции погрешностей конечно-элементного анализа при выполнении операций коррекции файла заготовки детали в формате *stl в системе Simufact Additive путем сравнения результатов измерения выращенного образца и номинальной модели, автоматизированную корректировку файла в формате *stl натурной детали по результатам расчета в «калиброванной» ранее системе с последующим устранением погрешности конечно-элементного анализа дополнительным смещением узлов геометрической модели детали на основе рассчитанной ранее 3D-функций погрешности.
Рациональные свойства металлического порошка нержавеющей стали 12Х18Н10Т и режимные параметры технологического процесса селективного лазерного сплавления, подобранные согласно критериям достижения требуемых механических свойств обеспечивает высокую плотность материала. Металлический порошок фракции (-50) мкм, состоящий не менее чем на 70,0% из частиц размерами от 22 до 50 мкм, округлой формы, не имеет острых кромок и сателлитов, одинаков по цвету и качеству, сухой и свободный от агломератированных масс.
Указанные технологические режимы позволяют полностью сплавлять металлический порошок нержавеющей стали 12Х18Н10Т, создавая зону перекрытия между векторами сканирования на уровне 30…45%, что положительно сказывается на механических свойствах материала и его плотности.
Низкий уровень остаточных напряжений достигается за счет прогнозирования деформации заготовки и искажений заготовки пресс-формы. Величина унаследованных деформаций для изготовления заготовки пресс-формы составила: εх=0,02, εy=0,008, εz=0,09.
Процесс изготовления деталей технологией селективного лазерного сплавления происходил внутри герметичной камеры в среде защитного газа - аргон при следующих режимах:
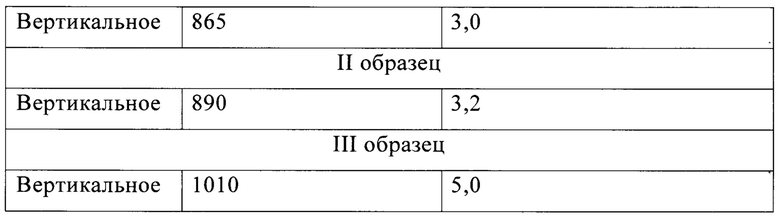
I образец: мощность лазерного сплавления - 147 Вт, скорость сканирования - 900 мм/с, шаг сканирования - 0,08 мм и толщина слоя - 50 мкм.
II образец: мощность лазерного сплавления - 173 Вт, скорость сканирования - 570 мм/с, шаг сканирования - 0,1 мм и толщина слоя - 50 мкм.
III образец: мощность лазерного сплавления - 207 Вт, скорость сканирования - 800 мм/с, шаг сканирования - 0,09 мм и толщина слоя - 50 мкм.
На фигуре 1 представлены образцы, изготовленные по указанным выше технологическим параметрам СЛС в общем количестве 27 шт. (по 9 образцов на каждый технологический режим).
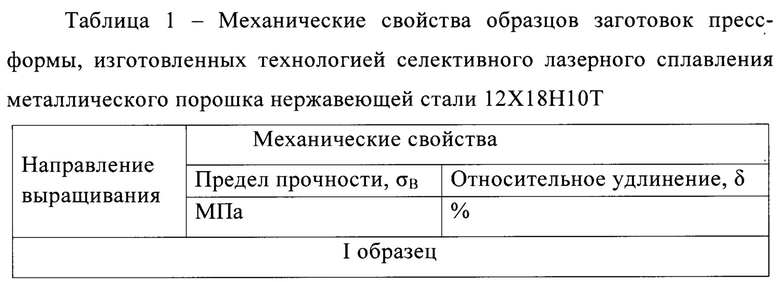
Также осуществлялся предварительный нагрев платформы построения до температуры 100°С. Результаты испытаний механических свойств образцов, изготовленных предлагаемым способом, представлены в таблице 1.
Рациональные режимы процесса СЛС, а именно: мощность лазерного сплавления - 218 Вт, скорость сканирования - 540 мм/с, шаг сканирования - 0,12 мм и толщина слоя - 0,06 мм. Таким образом, предлагаемый способ позволяет изготавливать функциональные заготовки пресс-форм для запрессовки керамических стержней с достаточным уровнем механических свойств, а также уменьшить уровень остаточных напряжений, и как следствие, обеспечить высокую точность геометрических размеров.
На фигуре 2 представлена пресс-форма для запрессовки керамических стержней, изготовленная по технологии СЛС на оптимальных технологических режимах синтеза металлического порошка нержавеющей стали 12Х18Н10Т.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок деталей и сборочных единиц индустриальных двигателей методом селективного лазерного сплавления металлического порошка | 2022 |
|
RU2811330C1 |
| Способ изготовления детали типа шлиц-шарнир методом селективного лазерного сплавления металлического порошка титанового сплава | 2023 |
|
RU2825235C1 |
| Способ получения деталей из конструкционной стали 38Х2МЮА технологией селективного лазерного сплавления | 2023 |
|
RU2812102C1 |
| Способ получения деталей из жаропрочных никелевых сплавов, включающий технологию селективного лазерного сплавления и термическую обработку | 2018 |
|
RU2674685C1 |
| Способ получения деталей из алюминиевого сплава системы Al-Mg-Sc технологией селективного лазерного сплавления | 2022 |
|
RU2782192C1 |
| Способ получения деталей из жаропрочного сплава ХН50ВМТЮБ технологией селективного лазерного сплавления | 2023 |
|
RU2824784C2 |
| Способ получения заготовок деталей из алюминиевых сплавов методом селективного лазерного сплавления | 2023 |
|
RU2824508C1 |
| Способ получения деталей из алюминиевых сплавов методом селективного лазерного сплавления | 2019 |
|
RU2728450C1 |
| Способ изготовления заготовок послойным лазерным сплавлением металлических порошков сплавов на основе титана | 2022 |
|
RU2790493C1 |
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |

Изобретение относится к аддитивным технологиям, а именно к изготовлению пресс-формы для запрессовки стержневых моделей методом селективного лазерного сплавления (СЛС) металлического порошка нержавеющей стали 12Х18Н10Т, и может использоваться для производства литейной оснастки. Изготовление деталей технологией СЛС происходит при следующих технологических параметрах: мощность лазерного излучения от 147 до 207 Вт, скорость сканирования от 450 до 1000 мм/с, толщина слоя от 50 до 60 мкм и шаг сканирования от 0,08 до 0,14 мм. Процесс изготовления деталей технологией СЛС происходит внутри герметичной камеры в среде защитного газа - аргона. Высокие механические характеристики заготовок достигаются за счет рациональных свойств металлического порошка нержавеющей стали 12Х18Н10Т и режимных параметров технологического процесса СЛС по критериям достижения требуемых механических свойств: мощность лазерного сплавления - 218 Вт, скорость сканирования - 540 мм/с, шаг сканирования - 0,12 мм и толщина слоя - 0,06 мм. Предел прочности (σв) составил 1010 МПа. Низкий уровень остаточных напряжений достигается за счет прогнозирования деформации заготовки и искажений заготовок пресс-формы на основе МКЭ цифровой модели процесса ТП СЛС. Величина унаследованных деформаций для изготовления заготовки пресс-формы составила: εх=0,02, εу=0,008, εz=0,1. Технический результат заключается в увеличении механических характеристик и достижении геометрической точности заготовок пресс-формы для запрессовки стержневых моделей при селективном лазерном сплавлении (СЛС) металлического порошка нержавеющей стали 12Х18Н10Т. 2 ил., 1 табл.
Способ получения пресс-формы для запрессовки стержневых моделей, включающий технологию селективного лазерного сплавления металлического порошка, отличающийся тем, что в качестве металлического порошка используется металлический порошок нержавеющей стали 12Х18Н10Т фракции (-50) мкм, состоящий не менее чем на 70,0% из частиц размерами от 22 до 50 мкм, округлой формы, не имеющий острых кромок и сателлитов, одинаковый по цвету и качеству, сухой и свободный от агломератированных масс, перед селективным лазерным сплавлением проводят прогноз деформации заготовки и искажений в генеративных процессах селективного лазерного сплавления в системе Simufact Additive, а также калибровку свойств металлического порошка, оптимизацию режимных параметров по критериям достижения требуемых механических свойств, а селективное лазерное сплавление проводят при мощности лазерного излучения от 147 до 207 Вт, скорости сканирования от 450 до 1000 мм/с, шаге сканирования от 0,08 до 0,14 мм и толщине слоя от 50 до 60 мкм.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ | 2004 |
|
RU2269611C1 |
| Способ получения деталей из жаропрочных никелевых сплавов, включающий технологию селективного лазерного сплавления и термическую обработку | 2018 |
|
RU2674685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СПЛАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2015 |
|
RU2623537C2 |
| WO 2015170330 A1, 12.11.2015 | |||
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |

