Область техники
Изобретение относится к области металлургической промышленности и, более конкретно, к области контроля и раннего предотвращения потери металлической заготовки при ее прокатке в многоручьевом многоклетьевом прокатном стане непрерывного действия.
Техническая проблема
Многоклетьевой прокатный стан непрерывного действия - это прокатный стан, состоящий из двух или более клетей, расположенных таким образом, чтобы металл, прошедший через одну клеть прямолинейно переходил в другую. При непрерывной прокатке различные клети синхронизированы таким образом, чтобы полоса могла прокатываться во всех клетях одновременно.
Многоручьевой прокатный стан - это прокатный стан, в котором заготовка прокатывается в обычных системах вытяжных калибров, затем производится формирование раската, состоящего из нескольких частей, которые разделяют с помощью специального устройства или контролируемым разрывом, полученные части прокатывают отдельно уже в несколько ниток на готовый профиль.
Технической проблемой всех типов указанных выше прокатных станов является то, что в результате износа роликов формирующей привалковой арматуры прокатной клети и разделительной арматуры разделительной прокатной клети, а также вследствие выработки рабочих калибров этих клетей, происходит изменение геометрии и формы переднего конца раската. Примером деформации переднего края раската до разделения на нитки являются такие виды деформаций как например, искривление, закусывание, изгиб заготовки. Примером деформации раската после его разделения на нитки являются такие деформации как например, искривление ниток относительно оси прокатки, неравномерное отсечение, неравномерное деление. Вследствие этого раскат входит в последующие клети не симметрично относительно установленных осей указанных клетей. Также в области формирующей клети происходит смещение привалковой арматуры относительно рабочего калибра. Также в области разделительной клети происходит смещение относительно рабочего калибра формирующей привалковой арматуры и разделительной арматуры. Что в сумме приводит к выходу раската из линии проката, и возможно к поломке оборудования и, следовательно, к снижению производительности, связанной с потерей времени, необходимого для восстановления неисправного оборудования прокатного стана. Таким образом, взаимосвязанными техническими проблемами в рассматриваемой области техники является низкая производительность, точность раскатки, риски возникновения аварийных ситуаций при извлечении раската и ресурс многоручьевого многоклетьевого прокатного стана непрерывного действия.
Уровень техники
Из патента РФ 2448789, опубликованного 27.04.2012, известен способ для отслеживания физического состояния прокатки в рамках управления прокатным станом. Недостатком способа является необходимость измерения одновременно нескольких рабочих параметров, оказывающих влияние на положение оси прокатки в прокатном стане.
Из документа «Применение лазерных нивелиров для контроля монтажа и настройки оборудования на трубных и металлургических предприятиях». С.П. Лариков, С.Н. Павлов, А.А. Самсонов, 2014. Том 2, стр. 226-230, известны способ / устройство контроля положения оси прокатки непрерывного стана, предусматривающие определение координат проектных центров калибров, образованных ручьями валков всех клетей стана, с использованием координатно-измерительной системы на базе лазерного трекера. Для реализации способа / устройства используют лазерный трекер, при попадании лазерного луча в центр уголкового отражателя он возвращается обратно в объектив прибора, а далее - на приемный датчик дальномера. Недостатком способа / устройства является необходимость указанных выше операций для всех клетей стана, поскольку в настоящее время современные прокатные станы содержат значительное количество клетей.
Сущность изобретения
Указанные выше связанные между собой технические проблемы решаются тем, что устройство для контроля раската и предотвращения его выхода из линии прокатки в многоручьевом многоклетьевом прокатном стане непрерывного действия, включает: первую видеокамеру, установленную между формирующей прокатной клетью и следующей за ней разделительной прокатной клетью, и выполненную с возможностью определения деформации переднего конца раската до разделения на нитки; вторую видеокамеру, установленную после разделительной прокатной клети, и выполненную с возможностью определения отклонения симметричности входа раската в клеть каждой из ниток раската; средство визуального контроля, выполненное с возможностью обработки изображений с первой видеокамеры для определения деформации раската до разделения на нитки и обработки изображений с второй видеокамеры для определения отклонения симметричности входа в клеть раската каждой из ниток раската; средство передачи управляющих сигналов, выполненное с возможностью передачи сигналов на остановку работы прокатного стана, при определении деформации раската средством визуального контроля по изображениям, полученным от по меньшей мере одной из двух видеокамер.
Аппаратно-функциональная часть устройства включает в себя следующие элементы:
- Видеокамеры (1), (2), предназначенные для определения изображения деформации проката.
- Средство (3), предназначенное для получения и обработки изображений деформации проката с видеокамер на средство визуального контроля (3) и передачи управляющих сигналов на остановку работы прокатного стана;
- Средство визуального контроля (3);
- Контроллер (5), предназначенный для арифметической и логической обработки входных сигналов с видеокамер и передачи на средство визуального контроля (3).
Краткое описание чертежей
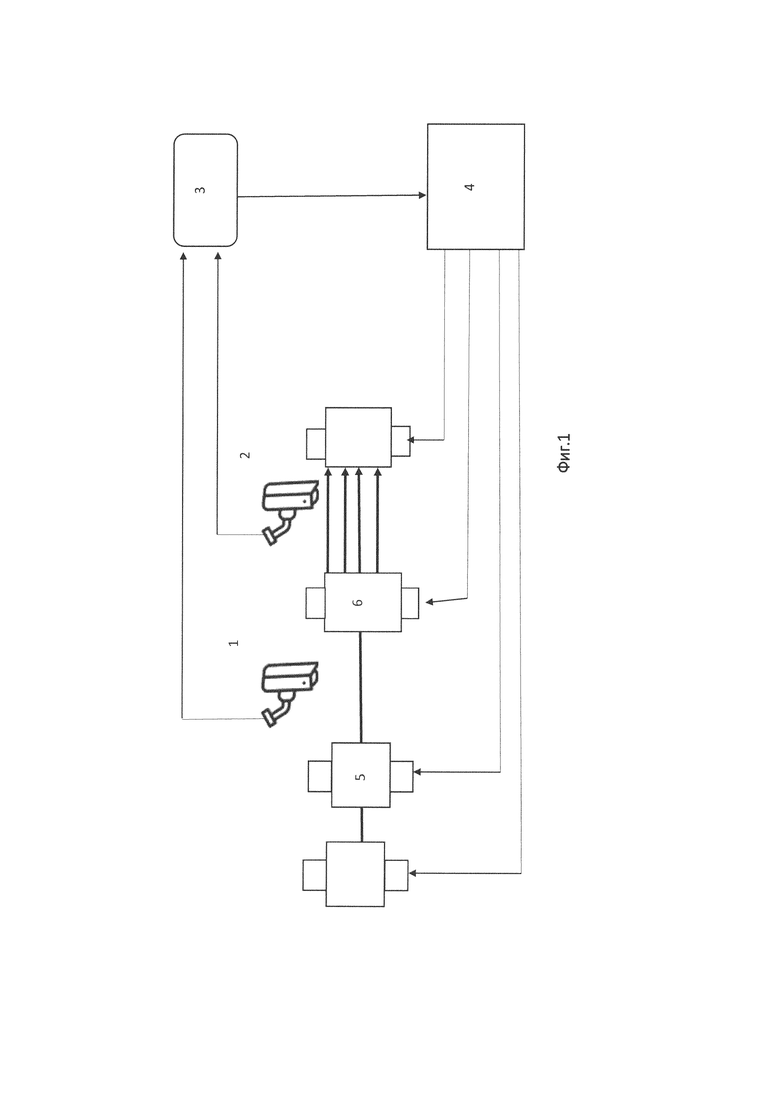
ФИГ. 1 - Аппаратно-функциональная блок-схема устройства.
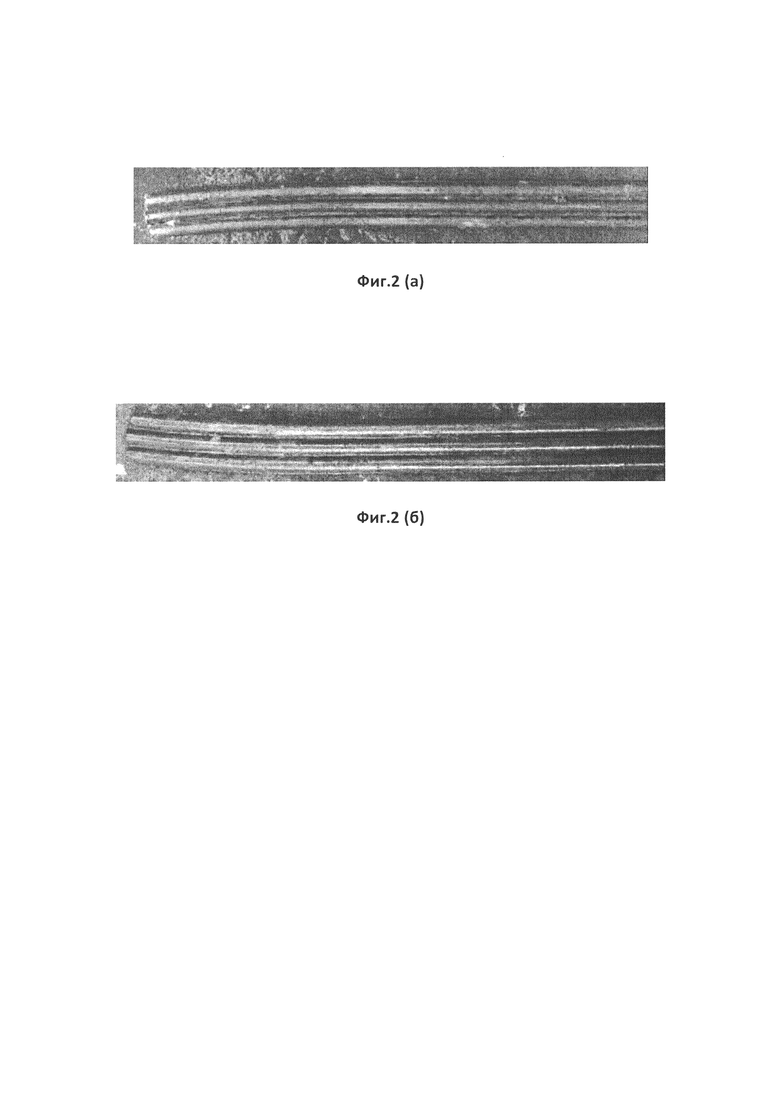
ФИГ. 2 (а), (б) - Виды деформации переднего конца раската до разделения на нитки.
ФИГ. 2 (а) - Деформация - искривление в левую или правую сторону относительно оси прокатки.
ФИГ. 2 (б) - Деформация - закусывание в калибре и неравномерное формирование ниток.
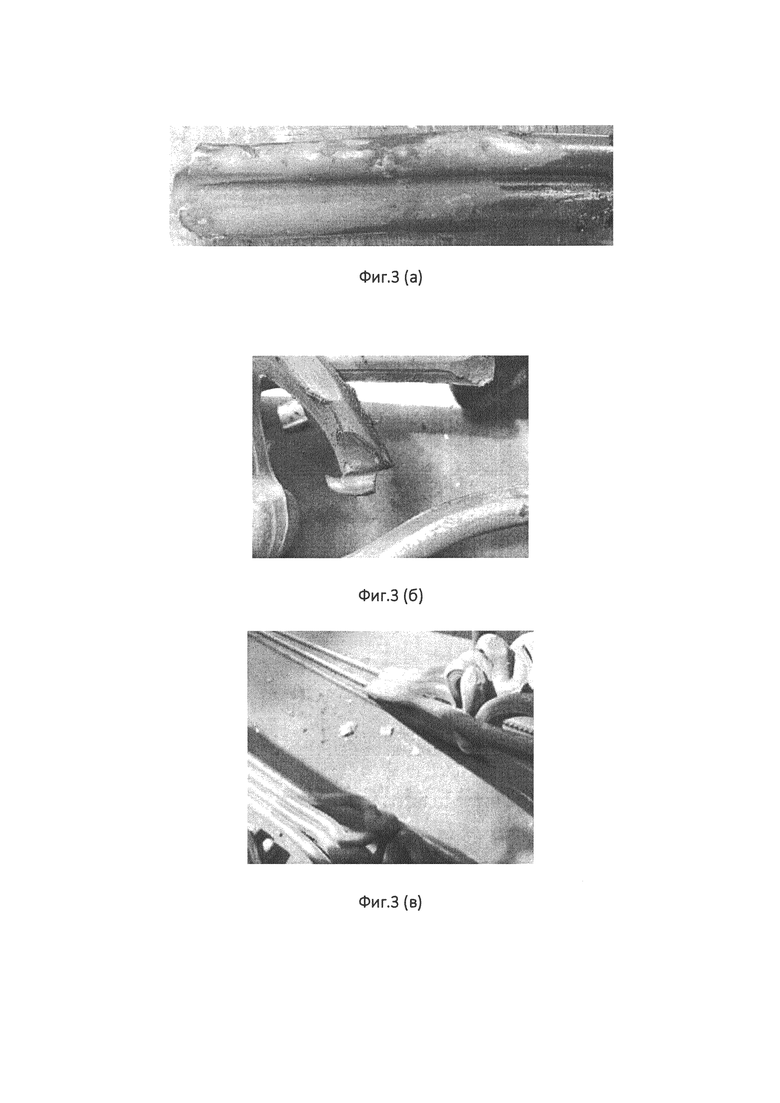
ФИГ. 3 (а), (б), (в) - Виды деформации проката после разделения на нитки.
ФИГ. 3 (а) - Деформация - искривление относительно оси прокатки.
Фиг. 3 (б) - Деформация - неравномерное отсечение.
Фиг. 3 (в) - Деформация - неравномерное деление.
Позиции на чертежах
На фигуре 1 обозначены:
1 - первая видеокамера, установленная между формирующей прокатной клетью и следующей за ней разделительной прокатной клетью.
2 - вторая видеокамера, установленная после разделительной прокатной клети.
3 - средство визуального контроля.
4 - средство передачи управляющих сигналов.
5 - контроллер.
Осуществление изобретения
Устройство работает следующим образом.
Примером многоручьевого многоклетьевого прокатного стана является СТАН 300, имеющий до 16 прокатных клетей и до 4 разделителей ниток проката.
Пример 1: Определение деформации переднего конца раската до разделения на нитки.
После выхода раската с формирующей прокатной клети первая камера формирует видеосигнал, поступающий на средство визуального контроля. При обнаружении дефекта - искривление (Фиг. 2(а), 2 (б)), оператор прокатного стана с помощью блока управления останавливает работу прокатного стана и проводит работу по центровке роликовой и/или разделительной арматуры.
Пример 2: Определение отклонения симметричности входа раската в клеть каждой из ниток раската.
После выхода раската с разделительной прокатной клети вторая камера формирует видеосигнал, поступающий на средство визуального контроля.
Отклонение какой-либо нитки раската от оси линии проката, характеризуются отклонением геометрии и формы нитки. Вторая видеокамера формирует видеосигнал, поступающий на средство визуального контроля. При обнаружении дефектов (Фиг. 3(а), 3(б), 3(в)) оператор прокатного стана с помощью блока управления останавливает работу прокатного стана и проводит работу по переналадке, центровке или замене роликовой и/или разделительной арматуры.
Как видно, совместное использование первой и второй видеокамер существенно облегчает раннее определение деформации раската как до его разделения на нитки, так определение отклонения разделенных ниток от линии проката и своевременное оповещение оператора линии проката. При проработке реализации устройства проводились эксперименты с применением традиционных устройств определения отклонений при прокате. При расположении видеокамер в виде, реализованном в заявленном устройстве, было достигнуто наиболее раннее обнаружение деформаций переднего конца раската, за счет чего своевременно оператором прокатного стана были произведены остановки прокатного стана, что в условиях непрерывной работы данного вида проката свело к минимуму вероятность потерь заготовок. Также за счет раннего обнаружения деформаций переднего конца раската сведена к минимуму вероятность выхода раската за линию прокатки, т.е. снижено общее время простоев прокатного стана, связанных с переподготовкой (переналадкой) неисправного оборудования для продолжения его работы.
В таблице 1 приведены данные, иллюстрирующие повышение производительности (тонн/час) при применении заявленного устройства с учетом времени простоев, связанных с работой по переналадке, центровке или замене роликовой и/или разделительной арматуры, при раннем обнаружении деформаций проката.
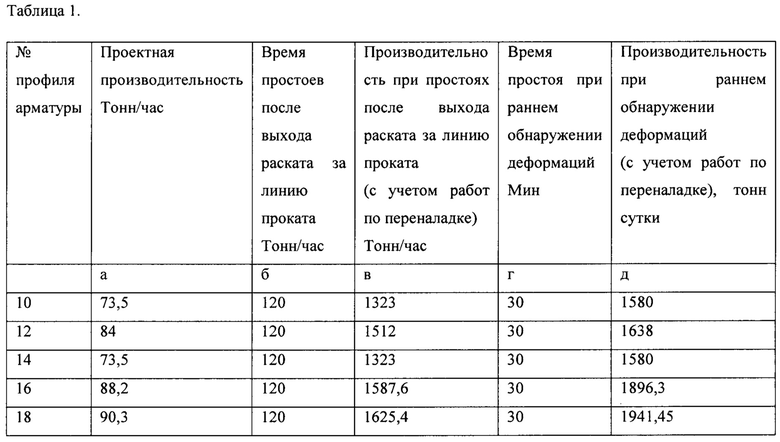
Таким образом, при использовании устройства, согласно заявленного изобретения, достигаются повышение точности раскатки, уменьшение рисков возникновения аварийных ситуаций при извлечении раската и увеличение ресурса многоручьевого прокатного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 1999 |
|
RU2140830C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2036743C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| Устройство для регулирования натяжения при многониточной прокатке | 1986 |
|
SU1378970A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
Изобретение относится к устройствам для контроля раската и предотвращения его выхода из линии прокатки в многоручьевом многоклетьевом прокатном стане непрерывного действия. Устройство содержит первую и вторую видеокамеры, средство визуального контроля и средство передачи управляющих сигналов. Первая видеокамера установлена между формирующей прокатной клетью и следующей за ней разделительной прокатной клетью и выполнена с возможностью определения деформации переднего конца раската до разделения на нитки. Вторая видеокамера установлена после разделительной прокатной клети и выполнена с возможностью определения отклонения симметричности входа раската в клеть каждой из ниток раската. Средство визуального контроля выполнено с возможностью обработки изображений с первой видеокамеры для определения деформации раската до разделения на нитки и обработки изображений со второй видеокамеры для определения отклонения симметричности входа в клеть раската каждой из ниток раската. Средство передачи управляющих сигналов выполнено с возможностью передачи сигналов на остановку работы прокатного стана. В результате уменьшаются риски возникновения аварийных ситуаций при извлечении раската. 3 ил., 1 табл., 2 пр.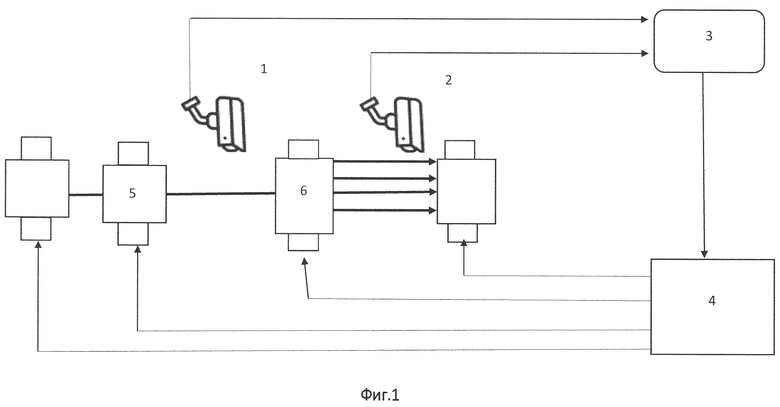
Устройство для контроля раската и предотвращения его выхода из линии прокатки в многоручьевом многоклетьевом прокатном стане непрерывного действия, содержащее:
первую видеокамеру, установленную между формирующей прокатной клетью и следующей за ней разделительной прокатной клетью и выполненную с возможностью определения деформации переднего конца раската до разделения на нитки;
вторую видеокамеру, установленную после разделительной прокатной клети и выполненную с возможностью определения отклонения симметричности входа раската в клеть каждой из ниток раската;
средство визуального контроля, выполненное с возможностью обработки изображений с первой видеокамеры для определения деформации раската до разделения на нитки и обработки изображений со второй видеокамеры для определения отклонения симметричности входа в клеть раската каждой из ниток раската;
средство передачи управляющих сигналов, выполненное с возможностью передачи сигналов на остановку работы прокатного стана, при определении деформации раската средством визуального контроля по изображениям, полученным от по меньшей мере одной из двух видеокамер.
| СПОСОБ ОТСЛЕЖИВАНИЯ ФИЗИЧЕСКОГО СОСТОЯНИЯ ГОРЯЧЕГО ЛИСТОВОГО МЕТАЛЛА ИЛИ ГОРЯЧЕЙ ПОЛОСЫ В РАМКАХ УПРАВЛЕНИЯ ТОЛСТОЛИСТОВЫМ ПРОКАТНЫМ СТАНОМ ДЛЯ ОБРАБОТКИ ГОРЯЧЕГО ЛИСТОВОГО МЕТАЛЛА ИЛИ ГОРЯЧЕЙ ПОЛОСЫ | 2007 |
|
RU2448789C2 |
| ФОТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И КОНТРОЛЯ ПОЛОЖЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2323054C2 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| WO 2008009536 A1, 24.01.2008. | |||

