Изобретение относится к трубному производству и может быть использовано на участках зачистки труб после резки...
Известенстанок для зачистки торцов труб, содержащий станину с приводными щеточными барабанами и механизм крепления обрабатывае1Ф1х труб с прижимными роликами. Станок также имеет платформу с пневмоцилиндром ее перемещения, шарнирно.связанную со станиной и щеточными барабанами, привод вращения тру&л, состоящий из двигателя и установленных на станине трех роликов с параллельными осями, лежащими в одной плоскости, центральный из которых кинематически связан с двигателем, при этом щеточные барабаны смонтированы на платформе .ii.
Основным недостатком известного устройства является низкое качество зачистки труб при возникновении перекосов прижимных роликов.
Цель изобретения - увеличение качества зачистки.
Поставленная.цель достигается тем что в станке для одновременной зачистки торцов двух труб, содержащем два неприводных ролика, оси которых расположены в горизонтальной плоскости, приводной ролик, расположенный между ними, и мехсшизм прижима зачищаемых труб, содержащий -прижим ные ролики и два силовых цилиндра с направляющими стаканами для што ков, соединенных с прижимными роликакш, каждый силовой цилиндр содержит дополнительный направляющий стакан , соединенный с направляющим.ста10каном силового цилиндра с возможностью поворота относительно последнего, средство поворота дополнительного стакана, вклюна(рщее серьгу с регулировочными болтами, установлен15ную на направляющем стакане, и Г-образный кронштейн, установленный на дополнительном стакане с возможностью взаимодействия с регулировочными болтами серьги, а дополнительный стакан
20 связан со штоком силового цилиндра с возможностью продольного перемещения последнего.
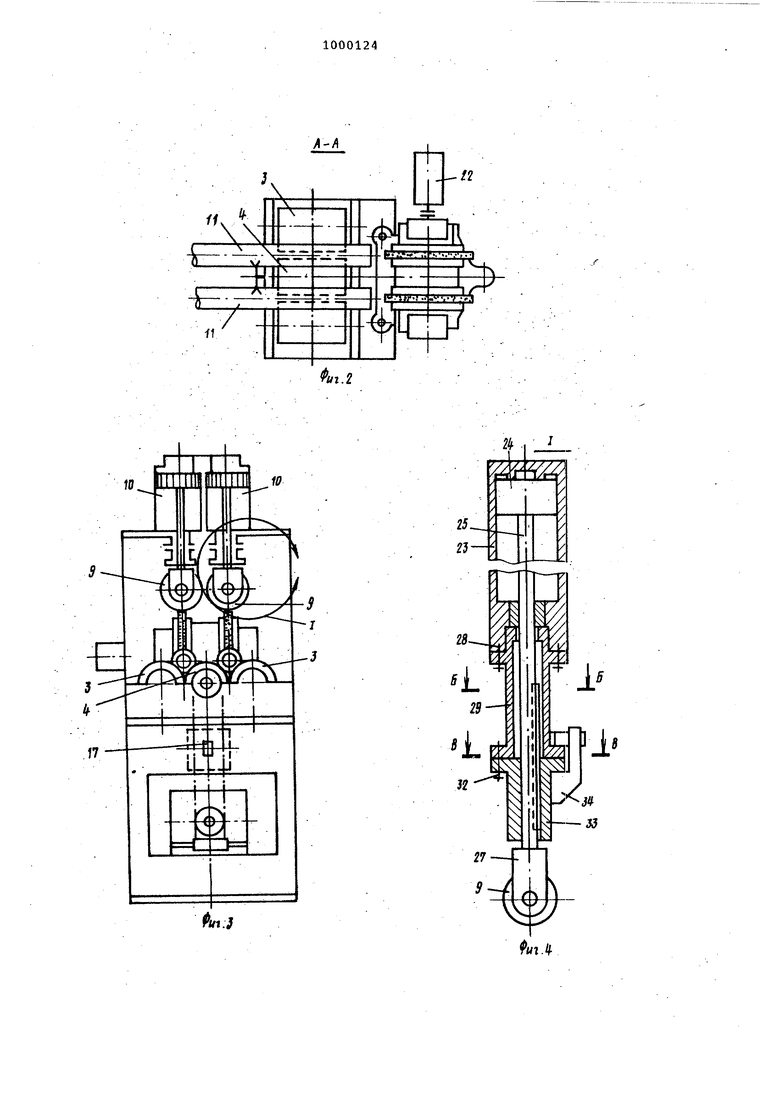
На фиг. 1 изображен станок, вид сбоку, на фиг. 2 - разрез А-А на
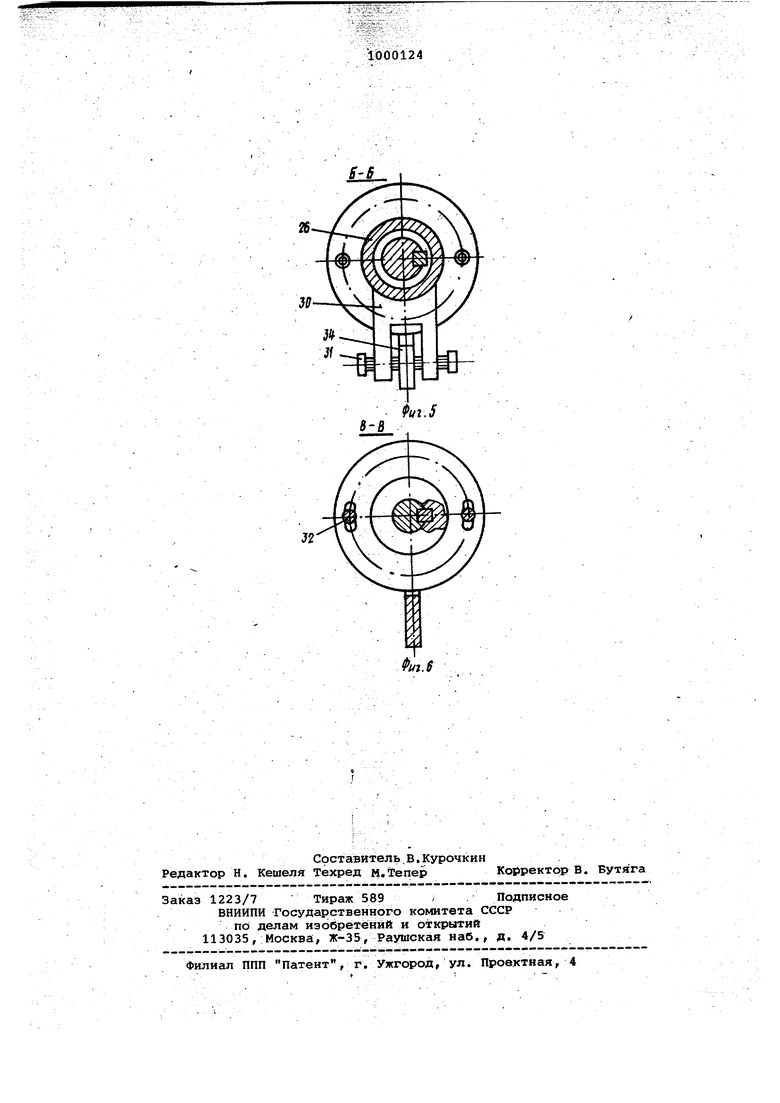
25 фиг. 1; на фиг. 3 - станок, вид сзади; на фиг. 4 - узел I на фиг. 3j на фиг. 5 - разрез Б-В на фиг. 4,на фиг. 6 - разрез В-в на фиг. 4.
Станок включает станину 1, на ко30торой в корпусе 2 установлены лежащие в одной плоскости три ролика с паргшлельными осями. Причем ролики 3 - неприводные, а ролик 4 - приводной посредством цепной передачи 5, редуктора б и двигателя 7. Над и между роликами 3 и 4 на стойке 8 установлены прижимные ролики 9 с пневмоприводами 10. На ролики 3 и 4 укладываются трубы 11. На станине 1 шарнирро установлена платформа 12 с пневмоприводом 13, ход которого регулирует ся винтом 14 и гайкой 15. Винт 14 снабжен рукояткой 16. Серьга 17 штока 18 пневмоцилиндра закреплена в станине 1.. На платформе 12 установлена шарнирно площадка 19, регулируемая по высоте с помощь } форкопфа 20 На ней смонтированы щеточные бараба.ны 21, получающие вращение от привода 22.и установленные соосно прижимным роликом 9. Каждый из пневмоприво дов 10 включает корпус 23, Поршень 24, шток25, снабженный на некоторой Длине шпонкой 26 и сочлененный с корпусом 27 прижимного ролика 9. Шпока предназначена для удержания штока от проворачивания. К штоковой полости пневмоцилиндра жестко болтами 28 и штифтом (не показан) крепится с помощью фланца направляющий стакан 29. Внутренняя полость этого стакана выполнена с таким расчетом, что шток со шпонкой с полостью не взаимодействуют, то есть, расположены в ней свободно. С наружной стороны на направляющем стакане смонтирована серьга 30 с прорезью (фил. 5). Серьга снабжена регулировочными болтами 31. К второму фланцу направляющего стакана 29 с возможностью поворота относительно вертикальной оси цилиндра (штока) болтами 32 крепится дополнительш-ай стакан .33, имеющий шпоночный паз, в котором перемещается (при движении штока) шпонка 26. К наружной части дополнительного стакана крепится Г-образный кронштейн 34, который входит в прорезь серьги 30 с возможностью воздействия на него регулировочных болтов 31. В месте сочленения направлякадего .стакана 29 с дополнительным стаканом 33 последний (на фланце) имеет отверстия, выполненные в виде прорезей, позволяквдие разворачивать дополнительный стакан относительно вертикальной оси на некоторый угол. При этом болты 32 завинчены в резьбу фпа1ца направляющего стакана.
На фиг. 4 кронштейн 34 и серьга 30 условно повернуты на 900,
Дополнительно на чертеже обозначено а - расстояние между консолью штока 18 и винтом 14, которое пропорционально расстоянию с между отведенными в исходное положение щеточными барабанами и торцом труб 11 плю 1+2 мм на перекрытие теткой трубы.
Станок работает следующим образом
Предварительно выравненные трубы 11 укладываются между неврашаюшимся роликом 4 и неприводными роликами 3. Под воздействием сжатого воздуха на поршень 24 на трубы 11 опускаются прижимные ролики 9. Измеряется расстояние выбранной базовой плоскости до торца каждой из труб,, Оно при нормальной работе выравнивателя должно быть одинакрво на обеих трубах.
Включают привод 7 вращения ролика 4 и спустя некоторое время (3-4 с), например, равное машинному времени зачистки торцов,, привод 7 отключают. Снова замеряют величину расстояния от базовой поверхности до торца. Если в результате измерения эти расстояния разные, то путем сопоставления первичного и вторичного замера определяют направление, в котором смещаются трубы. После этого отпускают болты 32 и с помощью регулировочных болтов 31 воздействуют на кронштейн 34 (один: регулировочный .болт 31 отпускюат, а другой завертывают) . При этом дополнительный стакан поворачивается вокруг своей вертикальной оси и от воздействия шпоночного паза на шпонку 26 на этот угол разворачивается шток 25с роликом 9. После этого фиксируют болты 32 и . Снова делают проверку на трубах в описанном порядке. Если проверка показывает, что трубы не изк нили своего положения, на этом подготовку станка заканчивают и запускают его в работу. Если проверка дала неудовлетворительный результат, регулиро.вку узла прижимных роликов повторяют.
Далее работа станка выполняется согласно известному методу. Выравненные по торцам трубы 11 укладывают между вращающимся роликом 4 и неприводными роликами 3. Под воздействием пневмоцилиндров 10 на трубы опускаются прижимные ролики 9 и трубам 11 сообщается вращение. Подается воздух в штоковую полость пневмоцилиндра 13, и платформа 12 (с предварително выставленной с помощью форкопфа 20 площадкой 19 так, что горизонтальные оси труб 11 и щеточных барабанов 21 совпадают приближается к трубам. Поскольку расстояние а равно с -f (1+2) мм, то остановка p.J4ara происходит в момент, когда концы щеток перекрывают трубы. Начинает ся удаление заусениц с торца. По истечении времени, что регулируется оператором с помощью реле, когда трубы совершают 2-3 оборота, пневмоцилиндр 13 возвращает платформу 12
в исходное положение. Одновременно поднимаются ролики 9 и на место обрабатываемых труб укладываются новые Цикл повторяется, в случае, если во время работы обнаружится неодинаковое качество зачистки, т.. е. появляются, например, незачищенные трубы, что может произойти по причине осевого перемещения труб в период зачистки, работа станка прерывается и принимаются меры по стабилизации труб путем перекоса прижимного ролика 9 .
Такая регулировка обязательна в пусковой период станка . (во время его наладки). Дополнительная регулировка во время эксплуатации осуществляется периодически 1-2 раза, в не делю, при непрерывном графике работы и вызывается появлением различных выработок и ослаблением крепежа Деталей узла вращения трубы.
Экономический эффекти от внедрения предлагаемой конструкции складывается из обеспечения высокого качества зачистки попарно обрабатыва-. емых труб (исключается ручная зачистка смещенных незачитенных труб), а также из равномерной- выработки ще-г точных барабанов. Последнее позволяет дорабатывать их до установленного конструкцией минимального диаметра. Общий экономический эффект на одном станке ориентировочно составляет 3-5 тыс, руб.
ормула изобретения
Станок для одновременной зачистки торцов двух труб, содержащий два неприводных ролика, оси которых расположены в горизонтальной плоскости, приводной ролик.,, расположенный между ними, и механизм прижима зачища-; емых труб, содержащий прижимные ролики и два силовых цилиндра с направ0ляющими стаканами для- штоков, соединенных с прижимными роликами, о т личающийся тем, что, с целью повышения качества зачистки, каждый силовой цилиндр содержит до5полнительный направл5по11 ий стакан, соединенный с направляощим стаканом силового цилиндра с возможностью поворота относительно последнего, средство поворота дополнительного стака0 на, включаквдее серьгу с регулировочными болтами, установленную на направляющем стакане, и Г-образный кронштейн,.установленный на дополни. тельном стакане с возможностью взаимодействия с регулировочными болта5ми серьги, а дополнительный стакан связан со штоком силового цилиндра с возможностью продольного перемещения последнего.
I
0
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 874233, кл. В 08 В 9/02, 1981,
10
W
26
LJL.
W.f

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для зачистки торцов труб | 1980 |
|
SU874233A1 |
| Станок для зачистки торцов труб | 1988 |
|
SU1563790A1 |
| Станок для зачистки торцов труб | 1980 |
|
SU931239A1 |
| Станок для обработки труб | 1983 |
|
SU1144806A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| Устройство рубки движущейся ленты древесного шпона с ножом и узлом его натяжения, включая механизм вертикального перемещения прижимного вала с натяжителем цепи | 2021 |
|
RU2807977C2 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| Абразивный отрезной станок | 1980 |
|
SU942958A2 |
| Шипорезный станок | 1973 |
|
SU476160A1 |