(54) СПОСОБ ШЛИФОВАНИЯ ЗУБЧАТЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| Способ обработки зубчатых колес | 2018 |
|
RU2677473C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ обработки зубчатых колес | 1988 |
|
SU1696191A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2011 |
|
RU2467838C2 |
| Способ обработки зубчатых колес | 1988 |
|
SU1696192A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
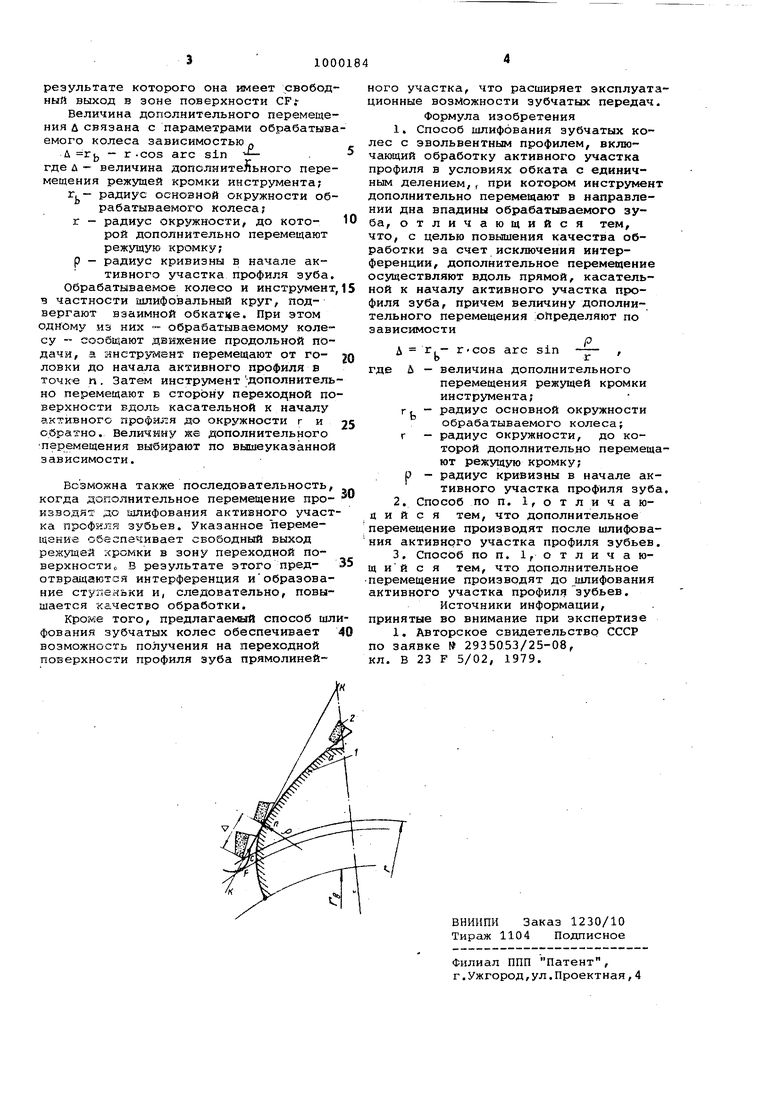
Изобретение относится к зубообра ботке.. Известен способ шлифования зубча тых колес с эвольвентным профилем, включающий обработку активного учас ка профиля в условиях обката с единичньа делением, при котором инстру мент дополнительно перемещают в направлении дна впадины 1 . При таком способе шлифования .осу ществляется обработка не только активного участка профиля зубьев, но и обработка переходной поверхности и дна впадин, что не исключает возн новения прижогов на поверхности,являющихся концентратором напряжений. Цель изобретения - повышение качества обработки:за счет изсключени интерференции. Указанная цель достигается тем, что дополнительное перемещение осуществляют вдоль прямой, касательной к началу активного участка профиля зубьев, причем величину дополнительного перемещения определяют по зависимости ; д rb-r cos arc sin-,. где д - величина дополнительного перемещения режущей кромки инструмента; г, - радиус основной окружности обрабатываемого колеса г - радиус окружности, до которой дополнительно перемещают режущую кромку; р - радиус кривизны в начале активного участка профиля зуба. При этом дополнительное перемещение производят до или после шлифования активного участка профиля зубьев. На чертеже представлена схема осуществления способа. Обрабатываемое колесо 1 и инструмент 2 установлены один относительно другого с возможно.стью осуществления взаимного обката. В процессе обката режущая кромка, образующаяся пересечением периферийной и торцовой поверхностей инструмента, имеет возможность перемещаться от головки (точка а) до начала активного профиля i точка п . Затем кромка йеремещается в сторону переходной поверхности CF по прямой КК, касательной к началу активного профиля в точке п зубьев обрабатываемого колеса. Режущая кромка инструмента изображена в трех положениях, а ее перемещение вдоль касательной является дополнительным перемещение /, в
