Существуюпщй способ получения геометрической формы при круглом шлифовании на автоматизированных кругло-шлифовальных стайках обеспечивает только получение требуемого размера изделия путем измерения его с помощью специальных измерительных устройств в процессе шлифования. Правильность геометрической формы обрабатываемой детали при этом «е контролируется.
Описываемый способ обеспечивает получение правильной формы путем выхаживания после чернового шлифова«ия; длительность выхаживания ограничивается путем измерения в процессе шлифования погрешности геометрической формы детали.
Для осуществления описываемого способа в части измерения погрешности геометрической формы применен второй датчик, подающий команды по результату измерения погрешности геометрической формы деталей, а для управления циклом выхаживания - электрическое устройство, улавливающее момент окончания этих команд.
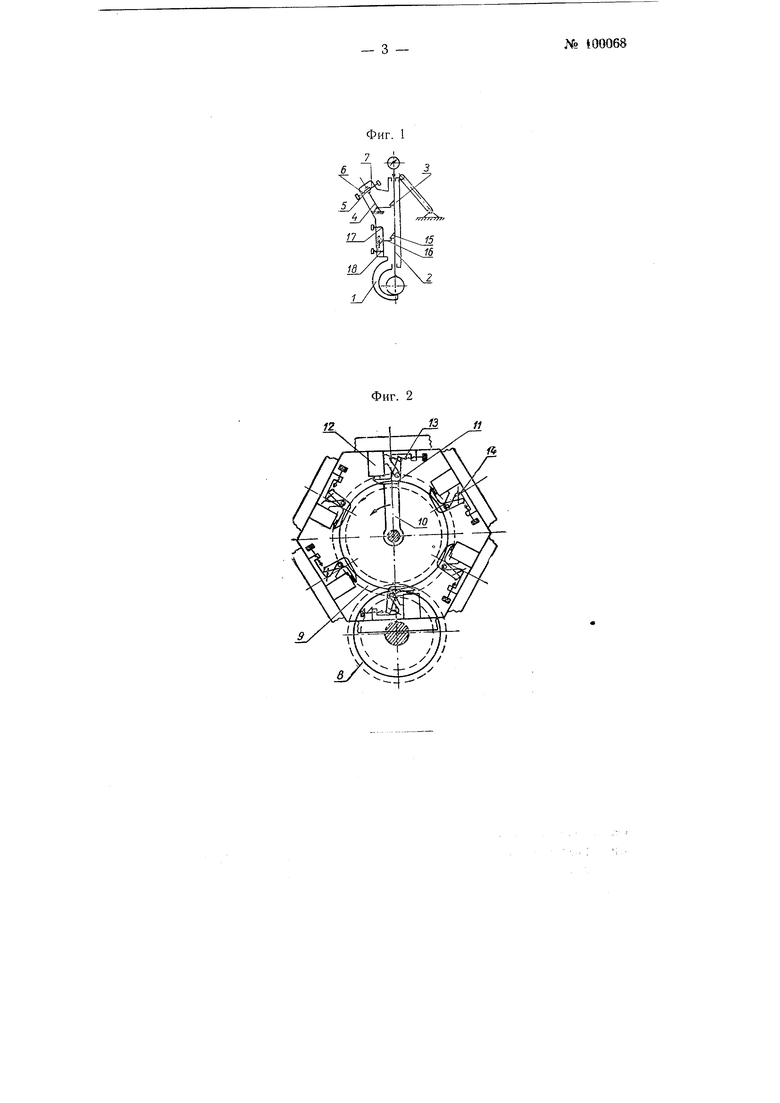
На фиг. 1 показана схема устройства.
Измеряемую деталь охватывает
скоба 1. Стержень 2 мерительны
концом касается поверхности шлифуемой детали. Когда в результате процесса шлифования деталь достигает требуемого чернового размера, стержень 2 опускается настолько, что зуб 5 нажимает на рычаг 4. В случае наличия на детали элиптичности стержень 2 перемешается вверх и вниз синхронно с вращением детали. Рычаг 4, следуя за зубом 5, совершает колебательные движения. Второе плечо рычага 4 несет на себе плавающий штифт 5 датчика, который, касаясь контактов 5 и 7, замыкает их. Замыкание и размыкание контактов прекращается, когда элиптичность детали устранена. Прекпапдение замыкания и размыкания контактов служит командой для прекраи ения процесса выхаживания.
На фиг. 2 показана схема электри еского устройства, улавливаюпхего момент окоичания подачи команд и подающего команду на включение потачи на чистовое шлифование.
Зубчатое колесо 8 соединено со шпинделем станка и сцеплено с зубчатым колесом Я на оси которого укреплен рычат Ю. Нри вращении шпинделя станка вращается и оычаг 10. Рычаг 10 поочередно нажимает на рычажки 1J, приближая их
к: электромагниту 12 и замыкая контакты 13. После прохода рычага 10 мимо рычажков 11 последние под действием пружины 14 отпадают, размыкая контакты 13, так как электромагниты /2 обесточиваются подачей импульсов через специальное реле контактами ( и 7 измерительного устройства. По достижении «а детали заданной точности геометрической формы замыкания и размыкания контактов 5 и 7 прекращаются, и электромагниты 12 при этом получают постоянное питание и удерживают рычажки //. При замыкании всех контактов 13 подается команда на прекращение процесса выхаживания и включение подачи для чистового шлифования.
По достижении на детали заданного размера по диаметру зуб 15 нажимает на рычажок 16, размыкает контакт 17 и замыкает контакт 18. Первый контакт подает команду «а прекращение процесса щлифования, а второй «а исполнительный орган последующих операций.
Предмет изобретения
1.Способ достижения высокой точности геометрической формы (круглости) при щлифовании на автоматизированных кругло-щлифовальных станках, отличающийся тем, что после чернового шлифования вводится выхаживание, длительность которого ограничивается путем измерения в процессе шлифования погрещности геометрической формы детали.
2.Устройство для осуществления способа шлифования по п. 1, состоящее из измерительного прибора и электричеокого устройства, отличающееся тем, что, с целью активного измерения деталей при их обработке и управления процессом щлифования, применен второй датчик, подающий команды по результату измерения погрещности геометрической формы деталей, а для управления циклом выхаживания - электрическое устройство, улавливающее момент окончания подачи этих команд.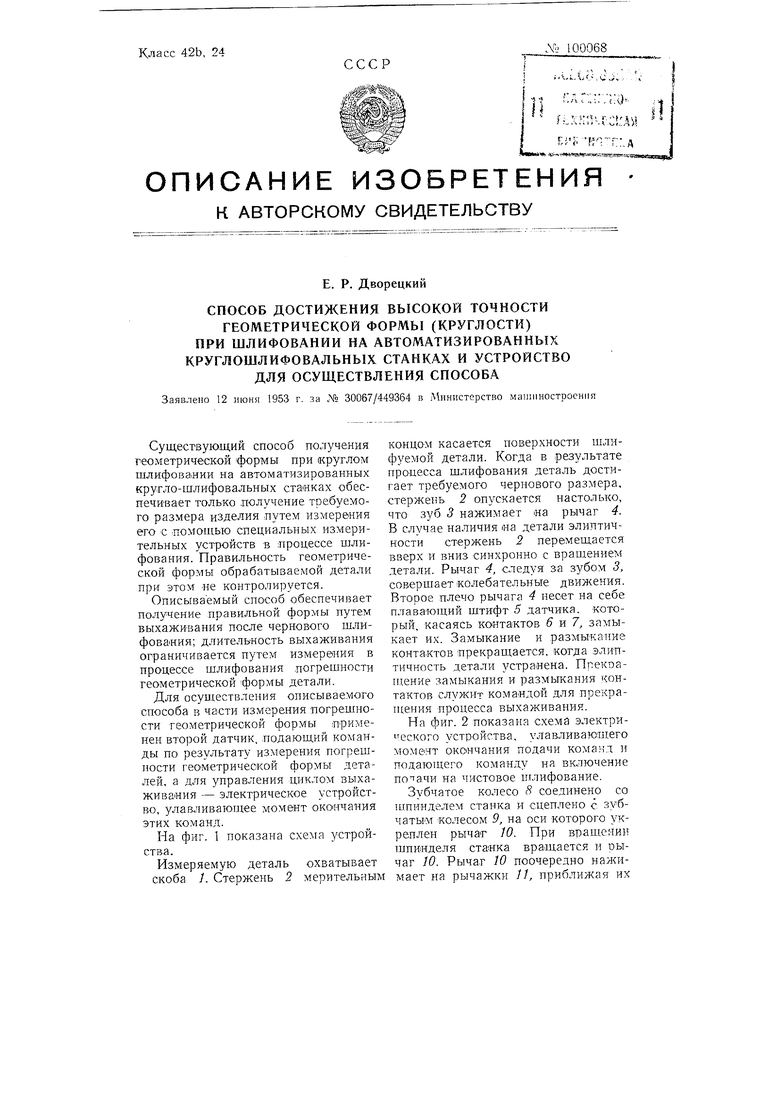

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Способ шлифования | 1980 |
|
SU948626A1 |
| Способ круглого врезного шлифования деталей | 1981 |
|
SU1007930A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Механизм вертикальной подачи плоскошлифовального станка | 1979 |
|
SU880707A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |