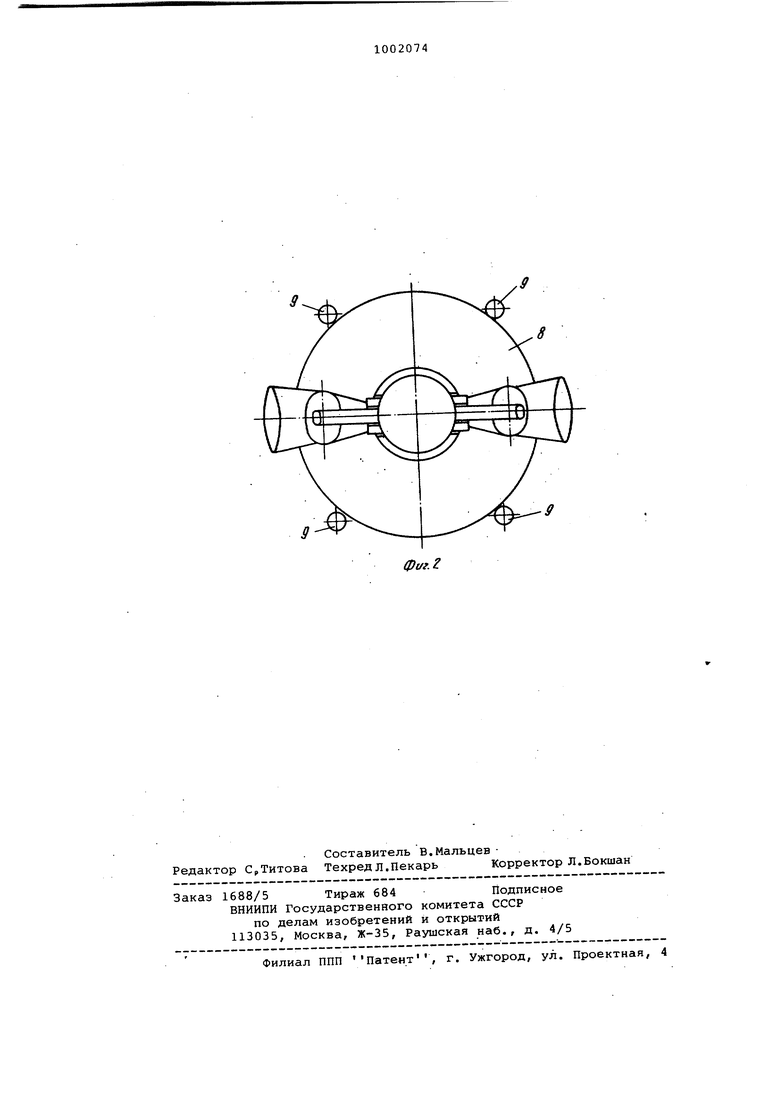
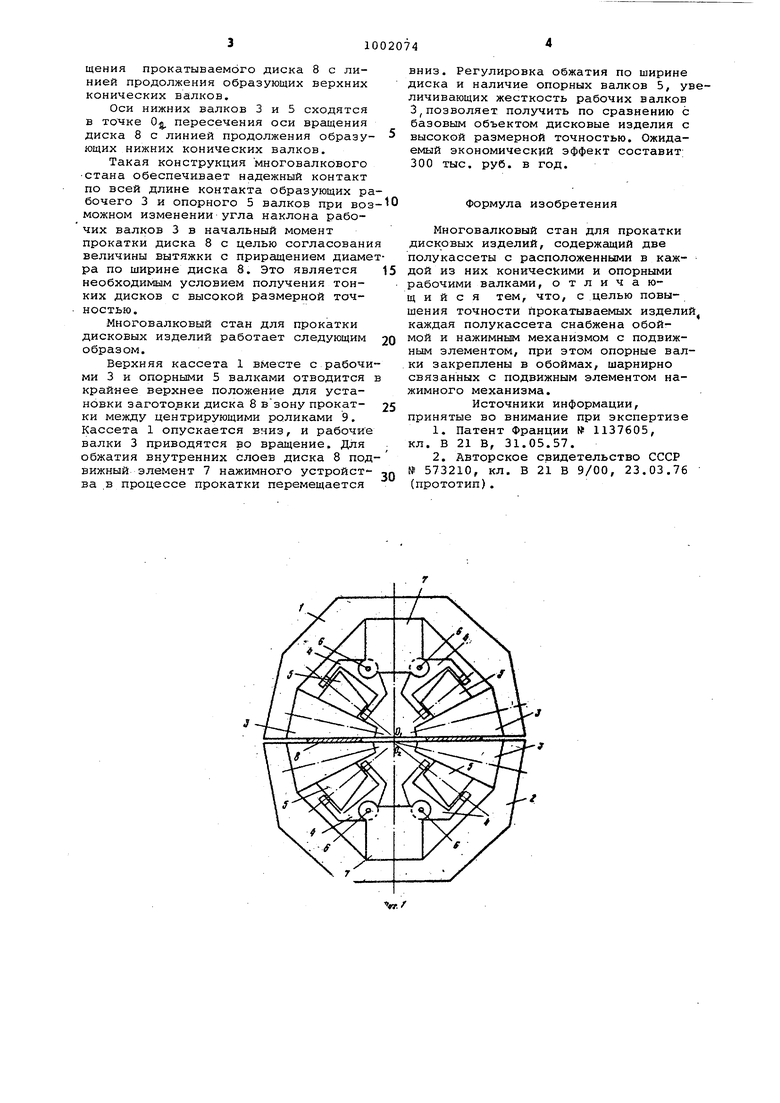
Изобретение относится к обработке металлов давлением, в частности; к конструкциям станов круговой прокатки дисковых изделий, и может быть использовано при производстве основ магнитных матриц запоминающих устройств ЭВМ. Известен стан для прокатки дисков переменной по сечению т олщини,. содер жащей конические рабочие валки, расположенные по окружности 1. Недостатком известного стана явля ется невозможность изготовления тонких дисков высокой точности из-за низкой жесткости его конструкций и отсутствия возможности регулировки обжатия по ширише диска, которые при водят к искажению формы, нарушению планшетности, образованию гофр и волнистости дисковых изделий. Известен также многовалковый стан для прокатки дисковых изделий, содержащий две полукассеты с расположенными в каждой из них коническими опорными и рабочими валками 2 . Этот стан не обеспечивает высокую точность прокатываемых издедий, так как консольно расположенные валки обладают низкой жесткостью. Целью изобретения является повышение точности прокатываемых изделий., Поставленная цель достигаея ся тем, что в многовалковом стане для прокатки дисковых изделий, содержащем две полукассеты, с расположенными в каждой из них коническими опорными и рабочими валками, каждая полукассета снабжена обоймой и нажимным механизмом с подвижным элементом, при этом опорные валки закреплены в обоймах, шарнирно связанных с подвижным элементом нажимного механизма. На фиг. 1 и 2 изображен многовалковый стан для прокатки дисковых изделий в двух проекциях. Стан содержит верхнюю 1 и нижнюю 2полукассеты, в которых монтированы конические рабочие валки З.С возможностью контакта с рабочими валками 3в обоймах 4 установлены конические опорные валки 5, а обоймы 4 посредством шарниров-6 закреплены на подвижном элементе 7 нажимного механизма. Центрирование прокатываемого диска 8 осуществляется посредством роликов 9. Оси верхних валков - рабочих 3 и опорных 5 при взаимном контакте сходятся в точке О, пересечения оси вращения прокатываемого диска 8 с линией продолжения образующих верхних конических валков.
Оси нижних валков 3 и 5 сходятся в точке 0 пересечения оси вращения диска 8 с линией продолжения образующих нижних конических валков.
Такая конструкция многовалкового стана обеспечивает надежный контакт по всей длине контакта образующих рабочего 3 и опорного 5 валков при воз можном изменении угла наклона рабочих валков 3 в начальный момент прокатки диска 8 с целью согласовани величины вытяжки с приращением диамера по ширине диска 8. Это является необходимым условием получения тонких дисков с высокой размерной точностью.
Многовалковый стан для прокатки дисковых изделий работает следующим образом.
Верхняя кассета 1 вместе с рабочими 3 и опорными 5 валками отводится крайнее верхнее положение для установки заготовки диска 8 взону прокатки между центрирующими роликами 9. Кассета 1 опускается вниз, и рабочие валки 3 приводятся во вращение. Для обжатия внутренних слоев диска 8 подвижный элемент 7 нажимного устройства в процессе прокатки перемещается
вниз. Регулировка обжатия по ширине диска и наличие опорных валков 5, увеличивающих жесткость рабочих валков 3,позволяет получить по сравнению с базовым объектом дисковые изделия с высокой размерной точностью. Ожидаемый экономический эффект составит 300 тыс. руб. в год.
Формула изобретения
Многовалковый стан для прокатки дисковых изделий, содержащий две полукассеты с расположенными в каждои из них коническими и опорными рабочими валками, отличающийся тем, что, с целью повышения точности прокатываемых издели каждая полукассета снабжена обоймой и нажимным механизмом с подвижным элементом, при этом опорные валки закреплены в обоймах, шарнирно связанных с подвижным элементом нажимного механизма.
Источники информации, принятые во внимание при экспертизе
1.Патент Франции № 1137605, кл. В 21 В, 31.05.57.
2.Авторское свидетельство СССР № 573210, кл. В 21 В 9/00, 23.03.76 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Многовалковый прокатный стан | 1976 |
|
SU573210A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| СТАН ДЛЯ ПРОКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ | 1972 |
|
SU348266A1 |
| Клеть стана холодной периодической прокатки | 1977 |
|
SU735340A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |