(5) УСТАНОВКА ДЛЯ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наплавки на торцы заготовок | 1987 |
|
SU1586888A1 |
| УСТРОЙСТВО ДЛЯ ШОВНОЙ СВАРКИ | 1992 |
|
RU2091198C1 |
| СПОСОБ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХ РОЛИКОВЫХ ЭЛЕКТРОДОВ, УСТАНОВКА ДЛЯ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА И СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2569289C2 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Установка для дуговой сварки в среде углекислого газа кольцевых швов | 1973 |
|
SU526479A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ С ИЗНОШЕННОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2215625C1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
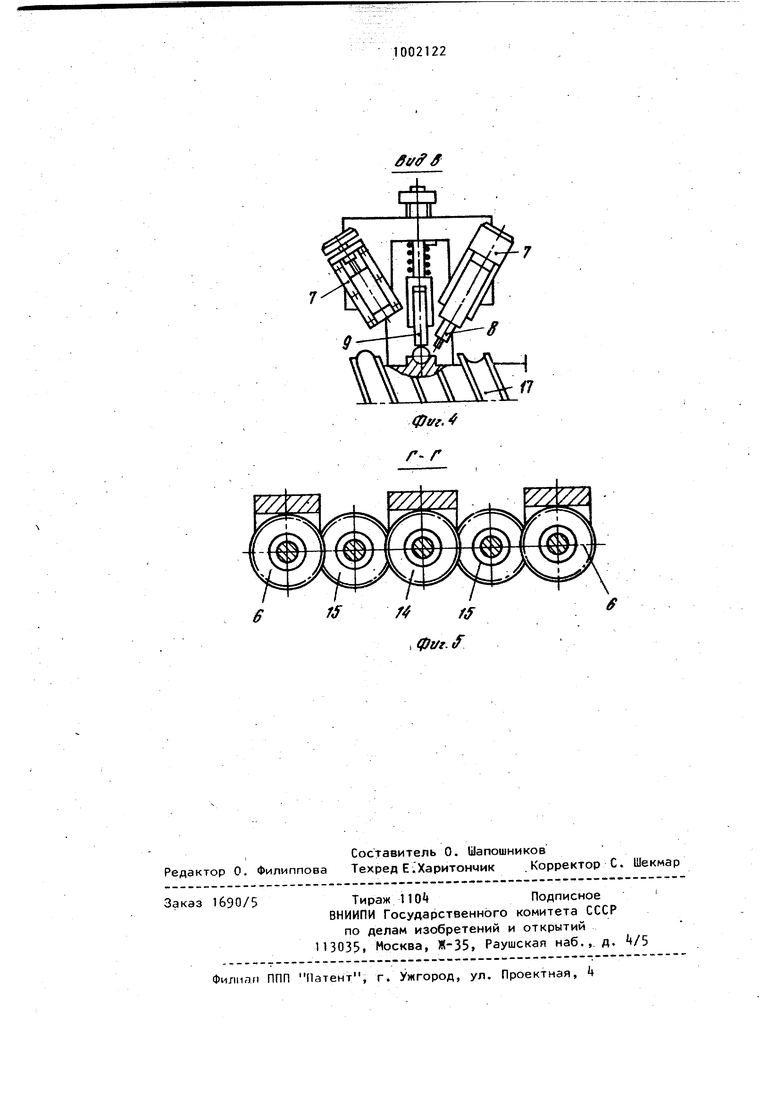
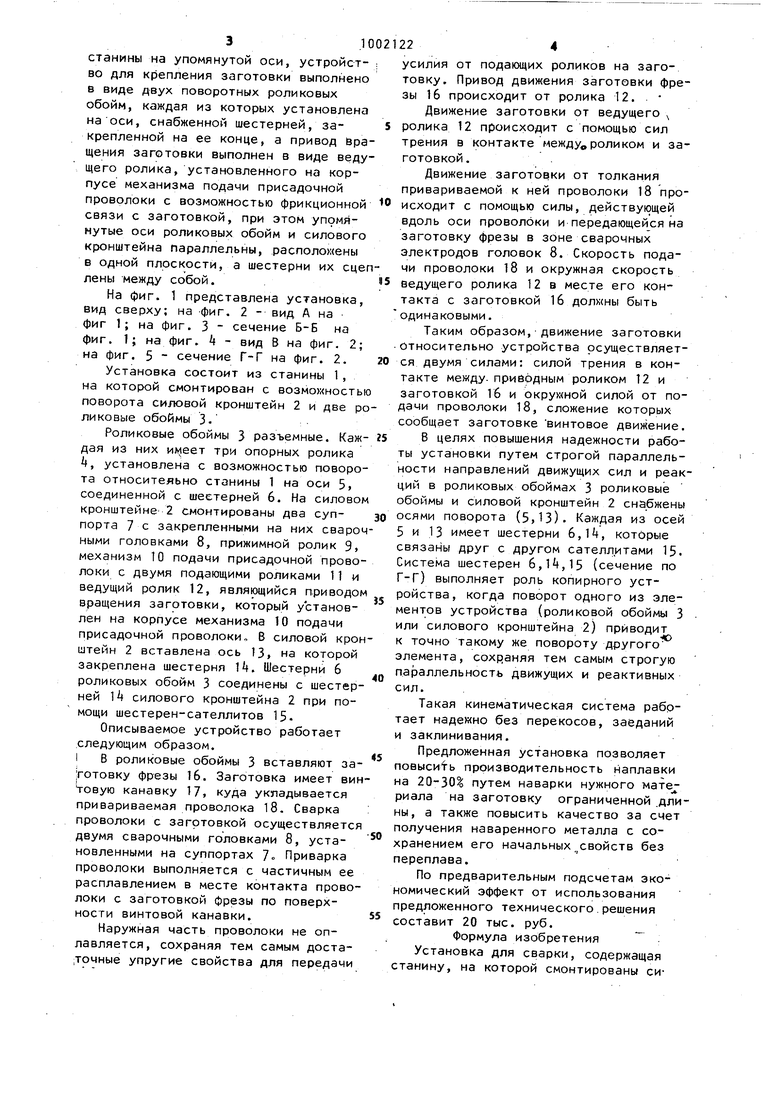
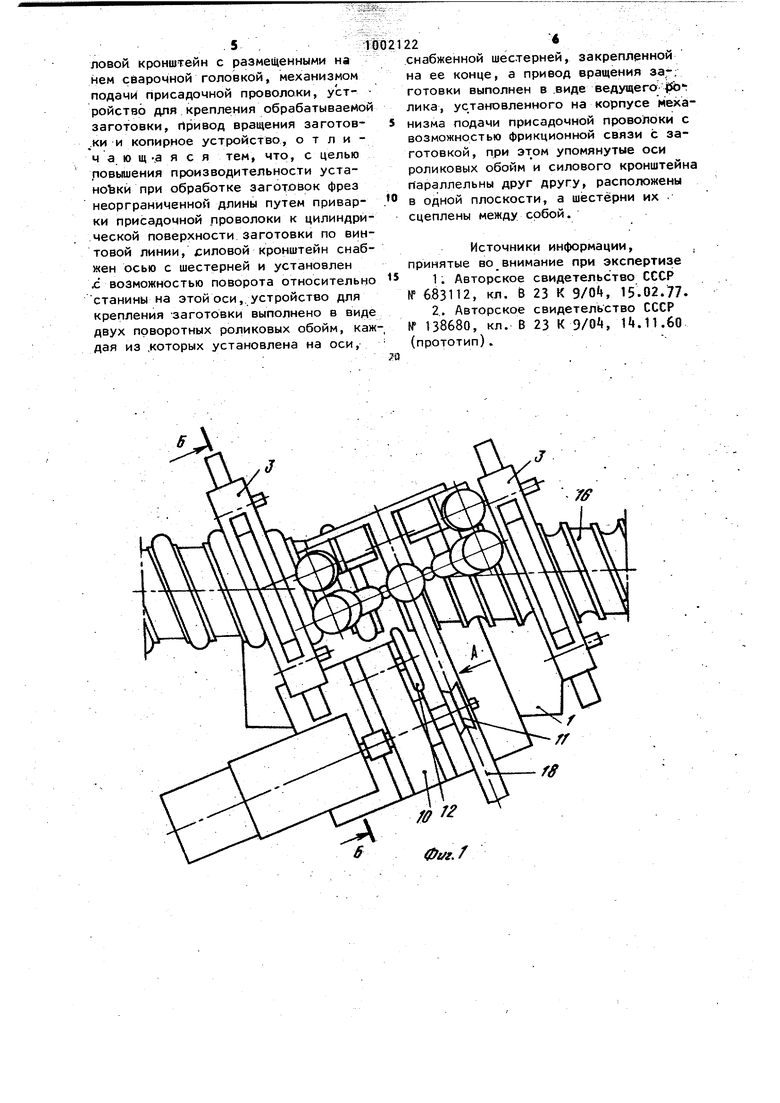
Изобретение относится к дуговой сварке и может быть:использовано в инструментальной, и других отраслях промышленности, преимущественно при изготовлении или ремонте режущего инструмента. Известно устройство для электродуговой наплавки цилиндрических поверхностей, преимущественно шеек коленчатых валов 11 Недостатком устройства является то, что оно является кинематически сложнь1м, когда механизм вращения шпинделя и подачи электродов связаны через дополнительные устройства в ви де храпового механизма и эксцентрика Известна установка для сварки, со держащая станину, смонтированный на ней силовой кронштейн с размещенными на нем сварочной головкой, механизм подачи присадочной проволоки, устройство для крепления обрабатываемой заготовки, привод вращения заготовки и копирное устройство t 2, Недостатком этой установки является невысокая производительность из-за невозможности обработки на ней заготовок неограниченной длины, потеря времени на смену заготовок, заварку кратера в конце наплавки каждой заготовки и пр. Целью изобретения является повышение производительности при обработке заготовок фрез неограниченной длины путем приварки присадочной проволоки к цилиндрической поверхности заготовки по винтовой линии. Поставленная цель достигается тем, что в установке, содержащей станину, на которой смонтированы силовой кронштейн с размещенными на нем сварочной головкой, механизм подачи присадочной проволоки, устройство для крепления обрабатываемой заготовки, привод вращения заготовки и копирное устройство, силовой кронштейн снабжен осью с шестерней и установлен с возможностью поворота относительно станины на упомянутой оси, устройство для крепления заготовки выполнено в виде двух поворотных роликовых обойм, каждая из которых установлена на оси, снабженной шестерней, закрепленной на ее конце, а привод бращения заготовки выполнен в виде ведущего ролика, установленного на корпусе механизма подачи присадочной проволоки с возможностью фрикционной нутые оси роликовых обойм и силового кронштейна параллельны, располо ; ены в одной плоскости, а шестерни их сцеп лены между собой. На фиг. 1 представлена установка, вид сверху; на -фиг. 2 - вид А на фиг 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. Ц вид В на фиг. 2; на фиг. 5 - сечение Г-Г на фиг. 2. Установка состоит из станины 1, на которой смонтирован с возможностью поворота силовой кронштейн 2 и две ро ликовые обоймы 3. Роликовые обоймы 3 разъемные. Каждая из них имеет три опорных ролика 4, установлена с возможностью поворота относительно станины 1 на оси 5 соединенной с шестерней 6. На силовом кронштейне- 2 смонтированы два суппорта 7с закрепленными на них свароч ными головками 8, прижимной ролик 9, механизм 10 подачи присадочной проволоки с двумя подающими роликами 11 и ведущий ролик 12, являющийся приводом вращения заготовки, который установлен на корпусе механизма 10 подачи присадочной проволоки, В силовой крон штейн 2 вставлена ось 13, на которой закреплена шестерня It. Шестерни 6 роликовых обойм 3 соединены с шестерней 1А силового кронштейна 2 при помощи шестерен-сателлитов 15Описываемое устройство работает следующим образом. I В роликовые обоймы 3 вставляют за;готовку фрезы 16. Заготовка имеет вин товую канавку 17, куда укладывается привариваемая проволока 18. Сварка проволоки с заготовкой осуществляется двумя сварочными головками 8, установленными на суппортах 7 Приварка проволоки выполняется с частичным ее расплавлением в месте контакта проволоки с заготовкой фрезы по поверхности винтовой канавки. Наружная часть проволоки не оплавляется, сохраняя тем самым доста;точные упругие свойства для передачи усилия от подающих роликов на заготовку. Привод движения заготовки фрезы 16 происходит от ролика 12. Движение заготовки от ведущего ,, ролика 12 происходит с помощью сил трения в контакте между, роли ком и заготовкой. Движение заготовки от толкания привариваемой к ней проволоки 18 происходит с помощью силы, действующей вдоль оси проволоки и передающейся на заготовку фрезы в зоне сварочных электродов головок 8. Скорость подачи проволоки 18 и окружная скорость ведущего ролика 12 в месте его контакта с заготовкой 16 должны быть одинаковыми. Таким образом, движение заготовки относительно устройства осуществляется двумя силами: силой трения в контакте между, приводным роликом 12 и заготовкой 1б и окружной силой от подачи проволоки 18, сложение которых сообщает заготовке винтовое движение. В целях повышения надежности работы установки путем строгой параллельности направлений движущих сил и реакций в роликовых обоймах 3 роликовые обоймы и силовой кронштейн 2 снабжены осями поворота (). Каждая из осей 5 и 13 имеет шестерни 6,, которые связаны друг с другом сателлитами 15. Система шестерен 6,1,15 (сечение по Г-г) выполняет роль копирного устройства, когда поворот одного из элементов устройства (роликовой обоймы 3 или силового кронштейна 2) приводит к точно такому же повороту другого элемента, сохраняя тем самым строгую параллельность движущих и реактивных сил. Такая кинематическая система работает надежно без перекосов, заеданий и заклинивания. Предложенная установка позволяет повысить производительность наплавки на 20-30 путем наварки нужного мате ;риала на заготовку ограниченной .длины, а также повысить качество за счет получения наваренного металла с сохранением его начальных .свойств без переплава. По предварительным подсчетам экономический эффект от использования предложенного технического.решения составит 20 тыс. руб. Формула изобретения Установка для сварки, содержащая станину, на которой смонтированы си51ловой кронштейн с размещенными на нем сварочной головкой, механизмом подачи присадочной проволоки, уст- ройство для крепления обрабатываемой заготовки, Привод вращения заготов,.ки и копирное устройство, о т л и ч а ю щ .а я с я тем, что, с целью повышения производительности установки при обработке заготовок фрез неорграниченной длины путем приварки присадочной .проволоки к цилиндрической поверхности заготовки по винтовой линии, силовой кронштейн снабжен осью с шестерней и установлен с возможностью поворота относительно станины на этой оси, устройство для крепления -заготовки выполнено в виде двух поворотных роликовых обойм, каж дая из .которых установлена на оси, . 22« снабженной шестерней, закрепленной на ее конце, а привод вращения за-; готовки выполнен в .виде ведущегоЧ : лика, установленного на корпусе механизма подачи присадочной проволоки с возможностью фрикционной связи с заготовкой, при этом упомянутые оси роликовых обойм и силового кронштейна параллельны друг другу, расположены в одной плоскости, а шестерни их сцеплены между собой. Источники информации, . принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 683112, кл. В23 К 9/0, 15.02.77. 2.Авторскоесвидетельство СССР № 138680, кл. В23 К Э/О, U.11.60 (прототип).
SoffA фуг. ff 3фt/f.J 6 f/rfffe f/yfffoj aj I
