(54) СТАНОК для МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для механической обработкипРяМОугОльНыХ дЕТАлЕй из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839712A1 |
| Станок для механической обработки прямоугольных пластмассовых деталей | 1979 |
|
SU781079A1 |
| Станок для механической обработки прямоугольных пластмассовых изделий | 1977 |
|
SU680893A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО В МНОГОРЯДОВНЫЕ КАССЕТЫ | 1989 |
|
RU2013899C1 |
| Механизм шагового перемещения | 1983 |
|
SU1084197A1 |
| Шлифовальный станок | 1980 |
|
SU903082A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| ЛЕСОПИЛЬНАЯ РАМА | 1993 |
|
RU2084331C1 |
| Станок для нанесения граней на стеклоизделия | 1983 |
|
SU1106640A1 |
Изобретение относится к области механической обработки изделий из полимерных материалов например камерных крышек аккумуляторных моноблоков .
В основном изобретении по авт. ев 839712 описан станок для механической обработки прямоугольных деталей из полимерных материалов. Он используется для механической обработки прямоугольных детсшей, например камерных крышек аккумуляторных мо- ноблоков, и других деталей, имекхцих на базовой поверхности выетуп-тубус« Этот станок содержит смонтированные на раме цепной транспортер для перемещения изделий в зону обработки, приводной вал е закрепленным на нем шлифовальным кругом, вертикально установленный в корпусе и соединенный с механизмом его перемещения, а также механизм шагового перемещения цепного транспортера, кинематически связанный с механизмом осевогчэ перемещения приводного вала.
В указанном станке механизм шагового перемещения не обеспечивает точности подачи изделий в зону обработки в результате его инерционности и имеющихся по величине сопротивлений при огибании цепью звездочек от попадания образующейся при обработке пыли и облс1мыва10)цихся выпрессовок.
В результате этого шаг подачи изделий в зону обработки меняется по величине, а выступ на базовой поверхности изделия не попадает в отверстие шлифовального круга, что
10 приводит к повреждениям выступа обрабатываемых изделий т.е. к браку.
Целью дополнительного изобретения является предотвращение повреждения деталей за счет увеличения
15 точности подачи в зону обработки.
Это достигается тем, что в станке для механической обработки прямоугольных деталей из полимерных материалов по авт. св.. 839712 ме,20ханизм шагового перемещения цепного транспортера снабжен фрикционньм устройством, закрепленным на рычаге и контактирующим с храповым колесом, и взаимодействующей с храповым коле25 сом фиксирующей собачкой ограничения обратнЬго хода цепного транспортёра.. ,
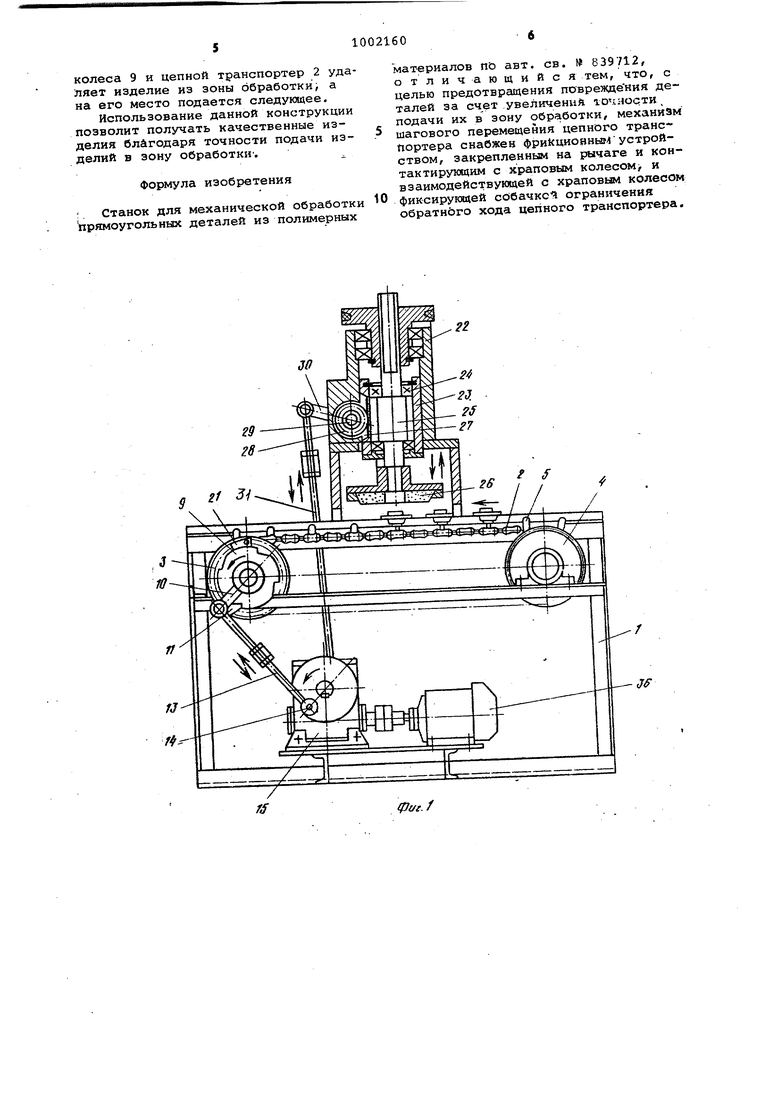
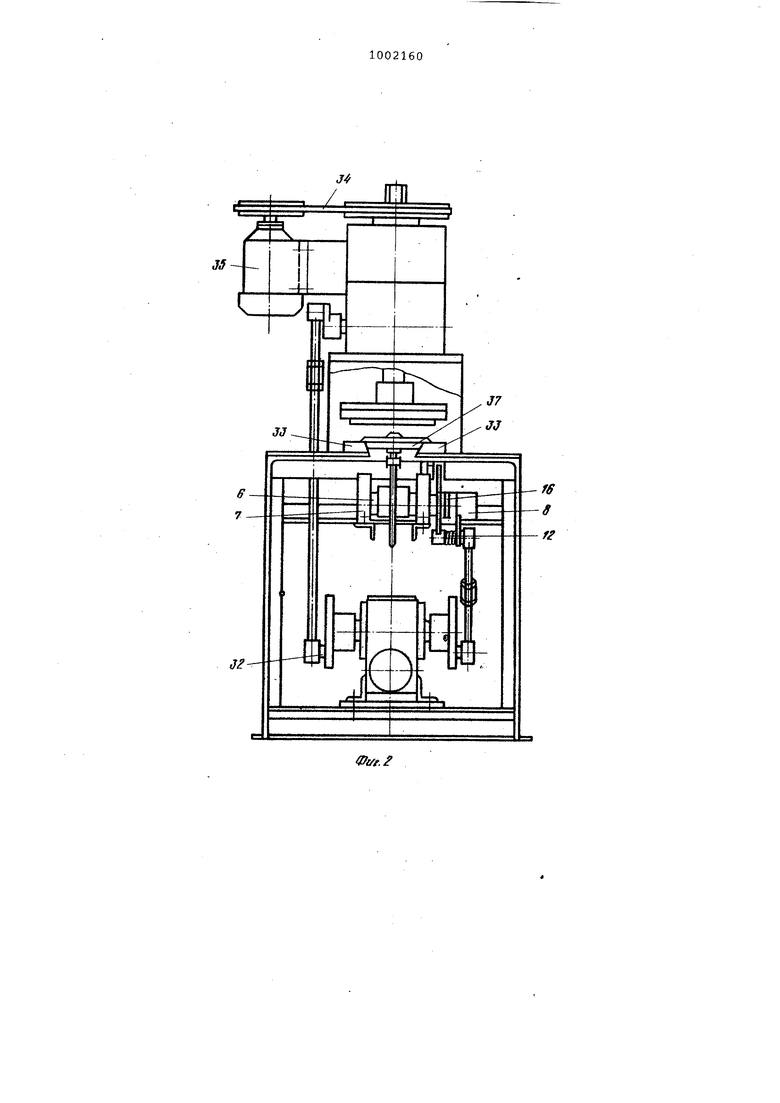
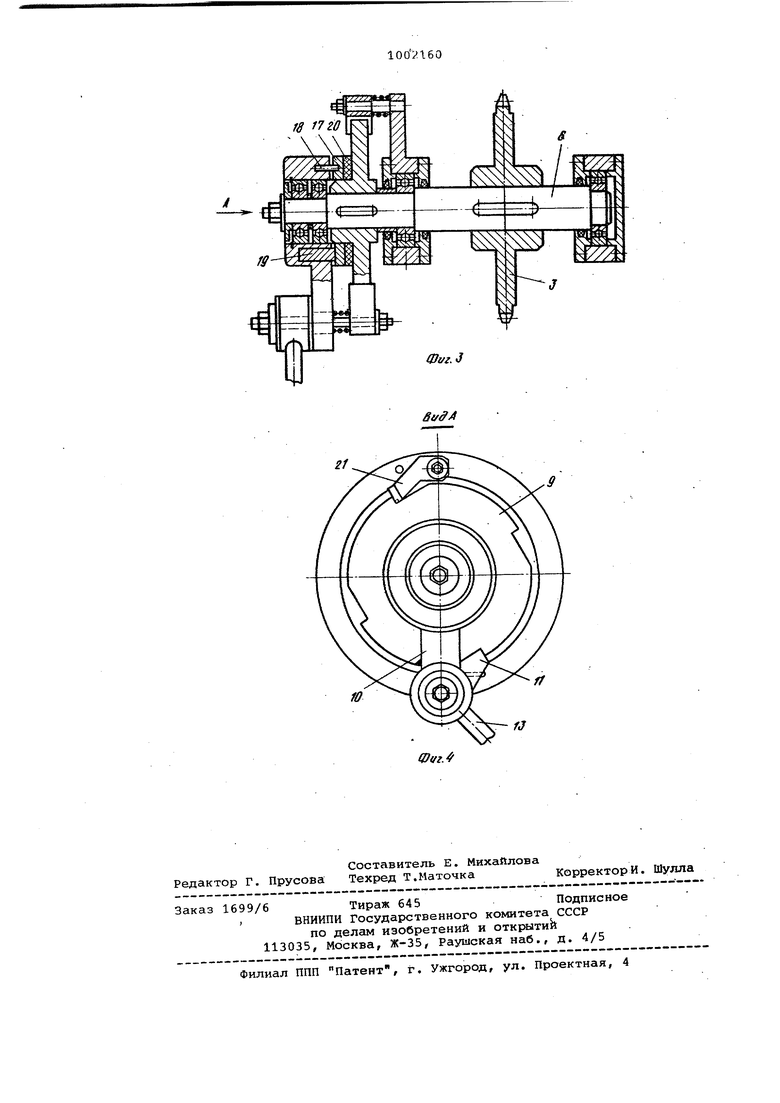
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - то
30 же, вид слева, на фиг. 3 - механизм шагового перемещения; на фиг. 4 вид А фиг. 3. Станок содержит раму 1 со смонтированным на нем цепным транспортером 2, огибакидим ведущую звездоч 3 и ведомую звездочку 4. На звеньях транспортера 2 с определенным шагом закреплены ведущи стержни 5. Ведущая звездочка 3 смонтирована на ведущем валу б, установленно на шарикоподшипниковых опорах 7. Н конце ведущего вала 6 установлен механизм 8 шагового перемещения транспортера 2, включгшвдий храпово колесо 9 и рычаг 10 с собачкой 11 и пружиной 12 и соединенный с помощью регулируемой тяги 13 с кривошипом 14, расположенным на выход ном конце вала редуктора 15. Между храповым колесом 9 и рыча РОМ 10 установлено фрикционное уст ройство 16, состоящее из диска .17 пальцами 18, пружин 19 и фрикционного диска 20, закрепленное на рыч ге 10. Над храповьм колесом 9 уста новлена фиксирующая собачка 21 ограничения обратного хода транспортера 2. На раме также смонтирован корпус 22 с подвижной втулкой 23, в которой на шарикоподшипниковых on pax-24 вертикально установлен приводной вал 25 с закрепленным на нем шлифовальным кругом 26, соединенный с механизмом его осевого перемещения, выполненным в виде зубчатой рейки 27, расположенной на втулке 23, и шестерни 28, закреплен ной на валу 29. Механизм осевого перемещения вал с кругом кинематически связан с механизмом 8 шайбового перемещения транспортера 2 через рычаг 30, регу лируемую тягу 31 и кри йошип 32, рас положенный на выходном конце вала редуктора 15. с обеих сторон цепного транспортера 2 установлены направляющие 33 Привод вала 25 и шлифовсшьного круг 26 осуществляется с.помсздью клиноременной передачи 34 от электродвигателя 35, а привод механизма 8 шаг вого перемещения транспортера 2 и механизма осевого перемацения вала 25 - от электродвигателя 36 через редуктор 15. Станок работает следующим образо Изделия 37, установленные на ведущих стержнях 5 цепиого транспортера 2 между направляющими 33 пооче редно с помощью механизма 8 шаговог перемещения подаются в зону обработкиМеханикам шагового перемещения 8 цепного транспортера 2 работает сле дующим образом. Рычаг 10, установленный свободно на валу 6, совершает колебательное движение от регулируемой тяги 13, соединенной с кривошипом 14. Во время прямого хода рычаг 10 совершает движение против часовой стрелки, собачка 11 входит в зацепление с храповым колесом 9, закрепленным жестко на валу 6, и приводит его во вращательное движение. Ведущая звездочка -3 поворачивается на определенный угол, приводя в движение цепной транспортер 2 на заданный шаг. Фрикционный диск 20, установленный меяду рычагом 10 и храповым колесом 9, совершает с ним совместное движение и в работе не участвует. При обратном ходе рычаг 10 совершает вращательное движение по часовой стрелке, собачка 11 не взаимодействует с храповым колесом Э, а |фрикционный Диск 20, передавая вращательное движение от рычага 10 на храповое колесо, заставляет его вращаться по часовой стрелке. Ведущая звездочка 3 начинает вращаться в противоположную стоЕЮну, а цепной тра.спортер 2 начинает движение назад. Движение транспортера ограничено в виду того, что храповое колесо 9 своим зубом упрется в фиксирукяцую собачку 21, установленную на раме 1 станка.: Механизм 8 ш агсвого перемещения регулируется таким образом, что после завершения прямого хода во время подачи изделия в зону обработки зуб храпового колеса 9 проходит на некоторое расстояние дальше фиксирующей собачки 21 с тем, чтобы при обратном ходе, при взаимодействии рычага 10 и храпового колеса 9 посредством фрикционного диска 20, механизм шагового переметцения получил обратное вращение до Упора зуба храпового колеса 9 в фиксирующую собачку 21, а цепной транспортер 2 движение в обратную сторону с целью ликвидации перегиба от инерционных сил и нарушения шага подачи от попадания в механизм пыли и облс1мьшающихся выпрессовокпри обработке изделий. Когда центр выступа изделия 37 совпадает с осью шлифовального круга 26, приводной вал 25 со шлифовальньш кругом 26 и подвижной втулкой 23 опускается с помощыЬ реечной передачи, выступ на базовой поверхности изделия 37 попадает в отверстие шлифовального круга 26, а плоскость шлифовального круга обрабатывает базовую поверхность. После обработки шлифовальный круг 26 поднимается, собачка 11 входит в зацепл ние с очередным зубом храпового
колеса 9 и цепной транспортер 2 удаляет изделие из зоны обработки; а на его место подается следующее.
Использование данной конструкции позволит получать качественные изделия благодаря точности подачи изделий в зону обработки.
Формула изобретения
; Станок для механической обработки прямоугольных деталей из полимерных
материалов по авт. св. № 839712, отличающийся тем, что, с целью предотвращения повреждения деталей за счет .увеличений гоч-юсти, подачи их в зону обработки, механизм шагового перемещения цепного транс портера снабжен фриКционньа4 устройством, закрепленным на рычаге и контактирующим с храповым колесом и взаимодействующей с храповым колесом
0 фиксирукнцей сОбачкс ограничения обратнЬго хода цепного транспортера.
фuг.f
21
ff
fj
