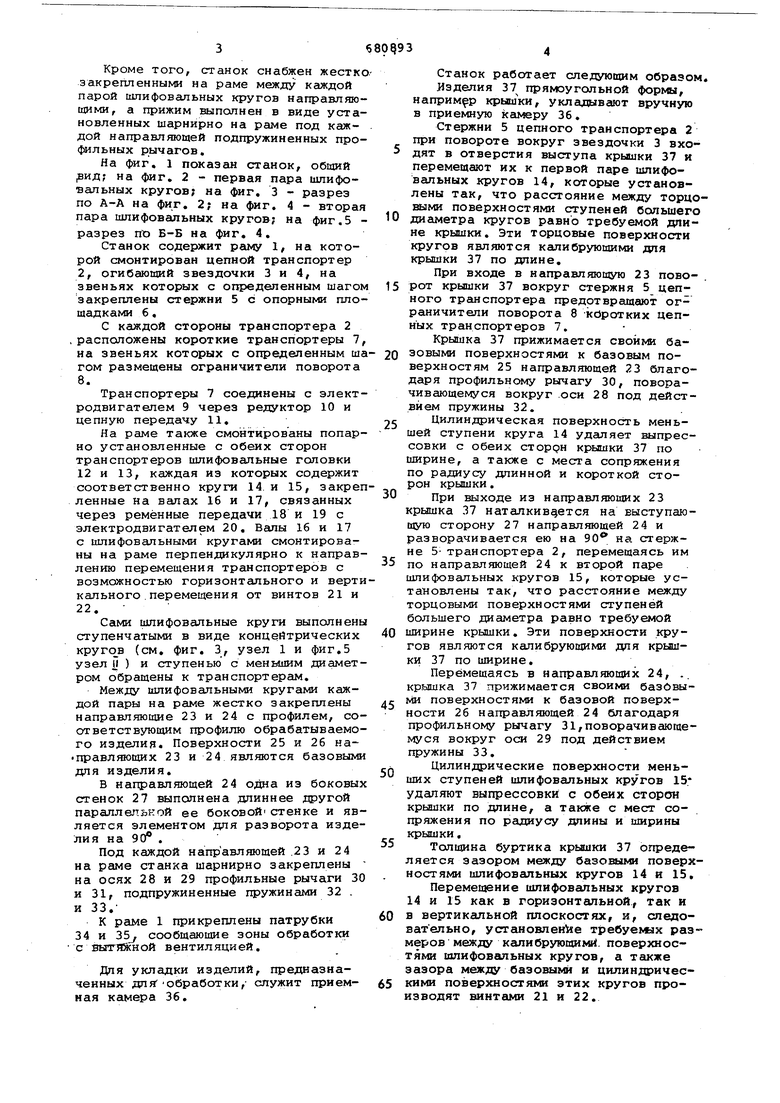
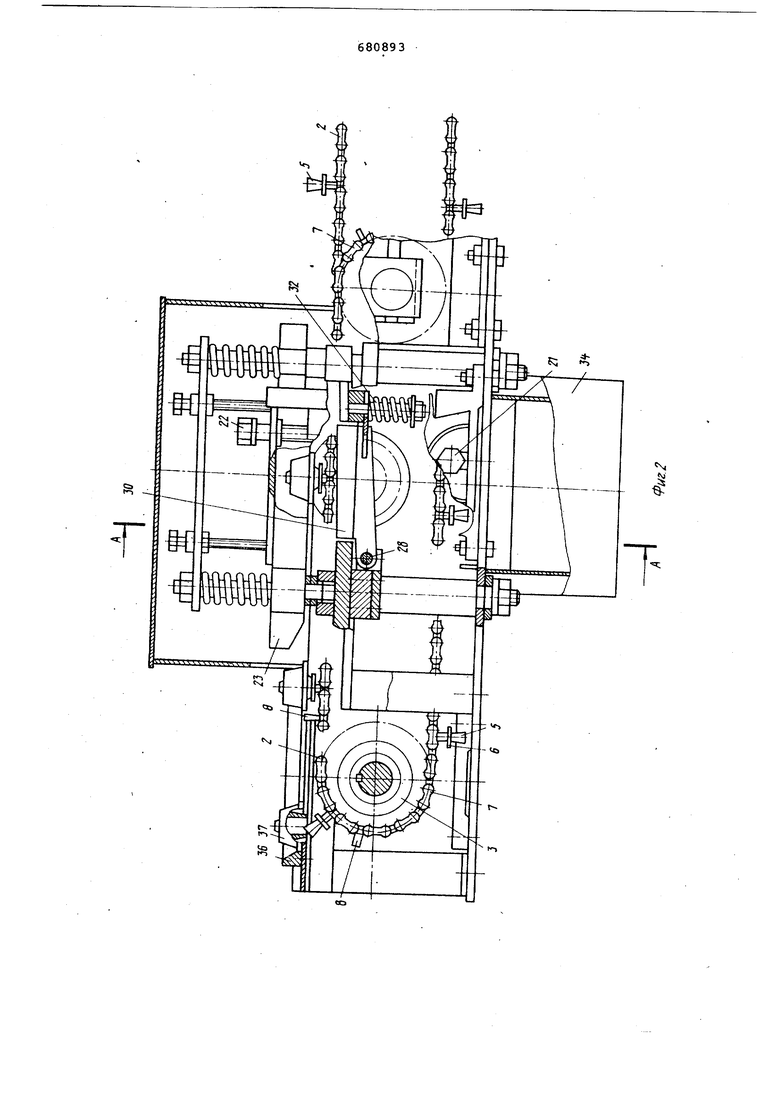
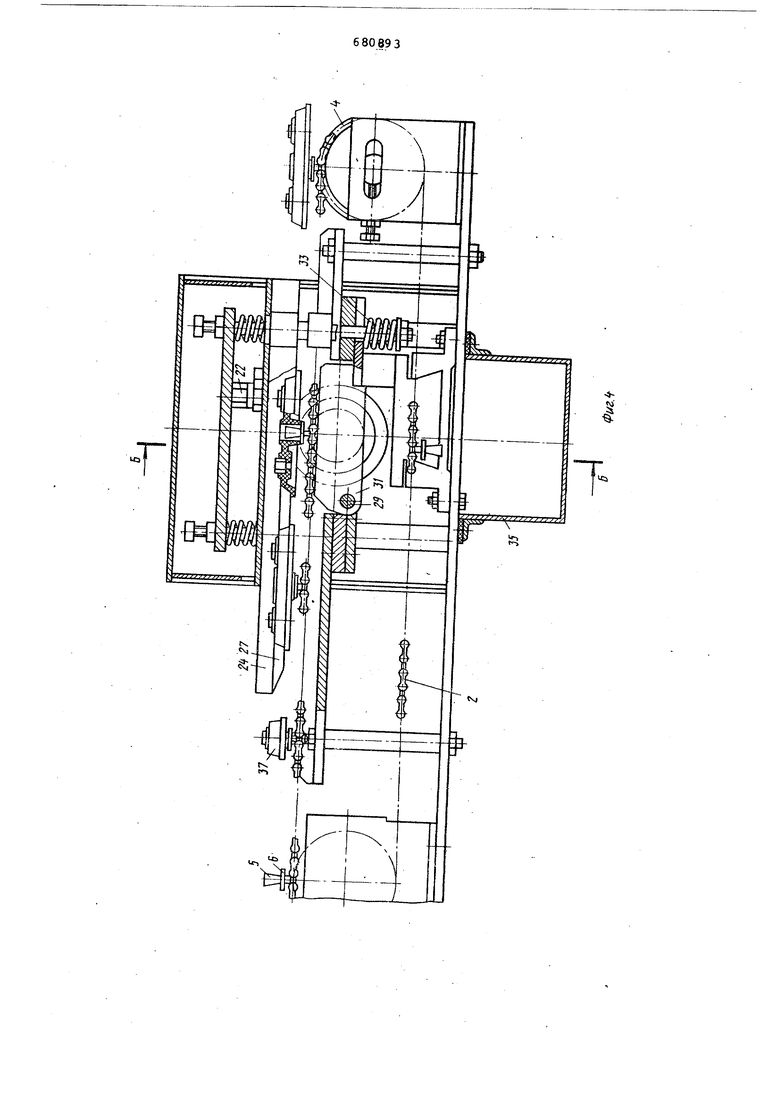
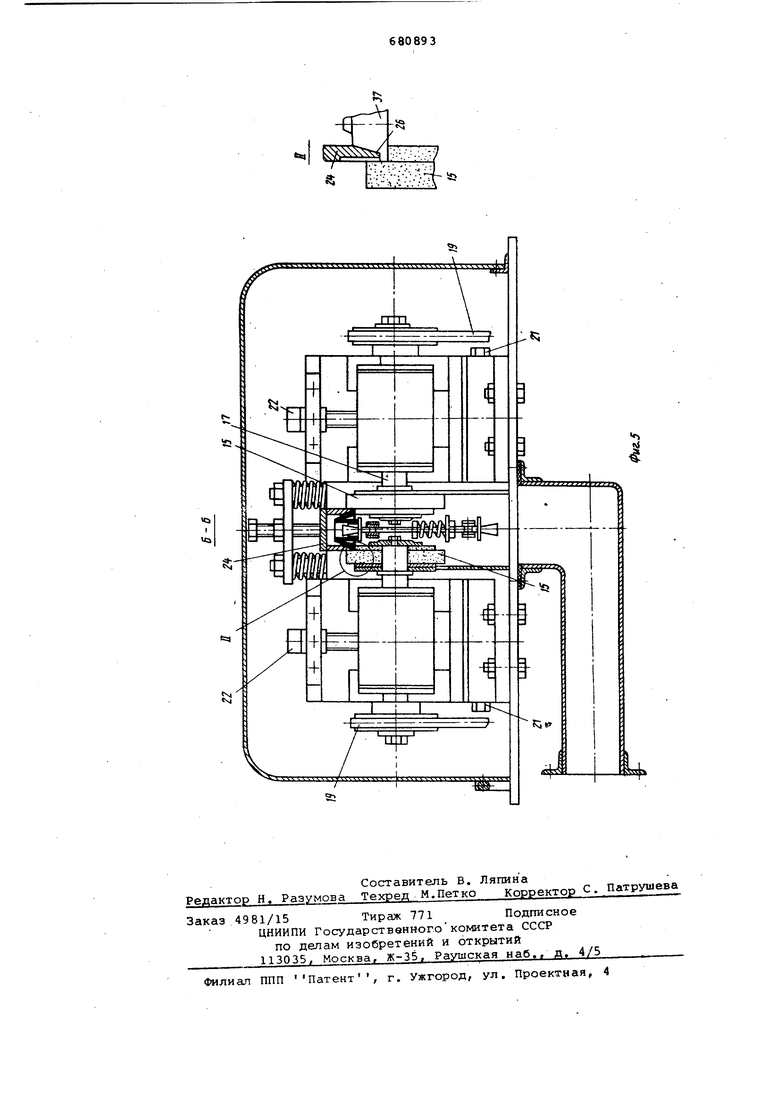
fэoбpeтeниe относится к механичес кой обработке изделий из полимерных материалов и может быть использовано для окончательной обработки изделий прямоугольной формы. Известен станок для механической обработки прямоугольных изделий, содержащий две пары шлифовальных кругов, механизм транспортировки изделий и механизм поворота изделий на 90 1. В известном станке изделие проходит под шлифовальными круга «и, которые снимают на изделиях фаску со всех четырех сторон. Недостатком этого станка является то, что в нем не происходит калибровка изделия по длине и ширине. Наиболее близким к изобретению из известных является станок для механи ческой обработки прямоугольных пласт массовых изделий, содержащий смонтированные на раме станка цепной транс портер для перемещения изделия к попарно установленным с обеих сторон цепного транспортера вращающимся на приводных валах шлифовальным кругам, прижим для удержания изделия в зоне обработки и элемент для разворота из делия на 90°, расположенный перед второй парой шлифовальных кругов 2. Однако в известном станке можно обрабатывать изделия прямоугольной формы, имаощие выпрессовки в горизонтальной плоскости, так как за базовую поверхность в них принята боковая поверхность изделия,-если же выпрессовки направлены под углом к боковой поверхности изделия, то ее уже нельзя взять за базовую поверхность. Кроме того, в известном станке нельзя производить калибровку изделия по ширине и длине. Цель изобретения - обеспечение возможности обработки изделий, имеющих выпрессовки, направленныепод разными углами к их боковым поверхностям, а также обеспечение калибровки изделий по длине и ширине. Это достигается тем, что приводные валы шлифовальных кругов смонтированы на раме перпендикулярно к направлению перемещения транспортера, а шлифовальные круги выполнены ступенчатыми в виде концентрических кругов, причем ступени с меньшим диа- . метром обращены к транспортеру. Кроме того, станок снабжен жестк закрепленными на раме между каждой парой шлифовальных кругов направляющими, а прижим выполнен в виде установленных шарнирно на раме под каждой направляющей подпружиненных про({мльных рычагов. На фиг. 1 показан станок, общий |Вид; на фиг. 2 - первая пара шлифовальных кругов; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - вторая пара шлифовальных кругов; на фиг.5 разрез nt) Б-Б на фиг. 4. Станок содержит раму 1, на которой смонтирован цепной транспортер 2, огибающий звездочки 3 и 4, на звеньях которых с определенным шаго закреплены стержни 5 с опорными пло щадками 6. С каждой стороны тргшспортера 2 , расположены короткие транспортеры 7 на звеньях которых с определенным ш гом размещены ограничители поворота 8. Транспортеры 7 соединены с элект родвигателем 9 через редуктор 10 и цепную передачу 11. На раме также смонтированы попар но установленные с обеих сторон транспортеров шлифовальные головки 12 и 13, каждая из которых содержит соответственно круги 14. и 15, закре ленные на валах 16 и 17, связанных через ремённые передачи 18 и 19 с электродвигателем 20. Валы 16 и 17 с шлифовальными кругами смонтированы на раме перпендикулярно к направ лению перемещения транспортеров с возможностью горизонтального и верт кального перемещения от винтов 21 и 22. Сами шлифовальные круги выполнены ступенчатыми в виде концентрических кругов (см. фиг. 3, узел 1 и фиг.5 узел П ) и ступенью с меньшим диамет ром обращены к транспортерс1М. Между шлифовальными кругами каждой пары на раме жестко закреплены направляющие 23 и 24 с профилем, со ответствующим профилю обрабатываемо го изделия. Поверхности 25 и 26 направляющих 23 и 24 являются базовыми для изделия. В направляющей 24 одна из боковы стенок 27 выполнена длиннее другой параллельной ее боковой стенке и яв ляется элементом для разворота изде лия на 90 . Под каждой направляющей .23 и 24 на раме станка шарнирно закреплены на осях 28 и 29 профильные рычаги 3 и 31, подпружиненные пружинами 32 . и 33.К раме 1 прикреплены патрубки 34 и 35j сообщающие зоны обработки с вытяжной вентиляцией. Для укладки изделий, предназначенных для обработки, служит приемная камера 36. Станок работает следующим образом. Изделия 37 прямоугольной формы, например крышки, укладывают вручную в приемную камеру 36. Стержни 5 цепного транспортера 2 при повороте вокруг звездочки 3 входят в отверстия выступа крышки 37 и перемещают их к первой паре шлифовальных кругов 14, которые установлены так, что расстояние между торцовыми поверхностями ступеней большего диаметра кругов равно требуемой длине крышки. Эти торцовые поверхности кругов являются кашибрующими для крышки 37 по длине. При входе в направляющую 23 поворот крышки 37 вокруг стержня 5 цепного трашспортера предотвращают ограничители поворота 8 коротких цепных транспортеров 7. Крышка 37 прижимается CBOHNM базовыми поверхностями к базовым поверхностям 25 направляющей 23 благодаря профильному рычагу 30, поворачивающемуся вокруг .оси 28 под действием пружины 32. Цилиндрическая поверхность меньшей ступени круга 14 удаляет выпрессовки с обеих сторрн крышки 37 по ширине, а также с места сопряжения по радиусу длинной и короткой сторон крышки. При выходе из направляющих 23 крышка 37 наталкивается на выступающую сторону 27 направляющей 24 и разворачивается ею на 90 на стержне 5- транспортера 2, перемещаясь им по направляющей 24 к второй паре шлифовальных кругов 15, которые установлены так, что расстояние между торцовыми поверхностями ступеней большего диаметра равно требуемой ширине крышки. Эти поверхности кругов являются калибрующими для крьлики 37 по ширине. Перемещаясь в направляющих 24, .. крышка 37 прижимается своими базовыми поверхностями к базовой поверхности 26 направляющей 24 благодаря профильному рычагу 31,поворачивающемуся вокруг оси 29 под действием пружины 33. Цилиндрические поверхности меньших ступеней шлифовальных кругов 15 удаляют выпрессовки с обеих сторон крьидки по длине, а также с мест сопряжения по радиусу длины и ширины крышки. Толщина буртика крышки 37 определяется зазором между базовыми поверхностями шлифовальных кругов 14 и 15. Перемещение шлифовальных кругов 14 и 15 как в горизонтальной, так и в вертикальной плоскостях, и, следовательно, установление требуелих размеров между калибрующими, поверхностями шлифовальных кругов, а также зазора между базовыми и цилиндрическими поверхностями этих кругов производят винтами 21 и 22. Пыль и мелкие частицы, образующие ся при обработке,отсасзлваются через патрубки 34 и 35 вытяжной вентиляци ей. При повороте вокруг звездочки 4 цепного транспортера 2 црышка 37 по действием собственного весаснимает ся со стержня 5 и попадает в приемный ящик (на чертеже не показан). Таким образом, предпагаелый станок позволяет удалять выпрессовки, направленные под любым углом к базо вой поверхности крышки, и калибрует ее по длине и ширине. Формула изобретения 1. Станок для механической обработки прямоугольных пластмассовых изделий, содержащий смонтированные на раме станка цепной транспортер для перемаиения изделия к попарно у тановленным с обеих сторон цепного транспортера вращающимся на приводных валах шлифовальным кругам, прижим для удержания изделия в зоне об работки и элемент для разворота изделия на 90, расположенный перед второй парой шлифовальных кругов. З отличающийся тем, что, с целью обеспечения возможности обработки изделий, имаощих выпрессовки, направленные под разными углами к их боковым поверхностям, а также обеспечения изделий по длине и ширине, приводные валы шлифовальных кругов смонтированы на перпендикулярно к направлению перемещения транспортера, а шлифовальные круги выполнены ступенчатыми в виде концентрических кругов, причем ступени с меньшим диг1метром обращены к транспортеру. 2. Станок по п. 1, о т л и ч а юа и и с я тем, что он снабжен жестко закрепленными на раме между каждой парой шлифовальных кругов направляющими, а прижим выполнен в виде установленных шарнирно на раме под каждой направляющей подпружиненных профильных рычагов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 272531,кл. В 29 С 17/10, 1968. 2.Завгородний В.К. Механизация и автоматизация переработки пластических масс. М., Машиностроение, 1964, с. 216-217.
L

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для механической обработки прямоугольных пластмассовых деталей | 1979 |
|
SU781079A1 |
| Станок для механической обработки прямоугольных деталей из полимерных материалов | 1981 |
|
SU1002160A2 |
| Станок для механической обработкипРяМОугОльНыХ дЕТАлЕй из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839712A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Способ подготовки листа шпона к склейке на ус и станок кромкофрезерный с узлом фрезерования и устройством нанесения клея для его реализации | 2020 |
|
RU2740321C1 |
| Обдирочно-шлифовальный станок | 1983 |
|
SU1703403A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
N
