В технике шлифования различных изделий известны станки, содержащие вращающиеся шлифовальные диски и ведущий круг для подлежащих обработке изделий.
Предлагаемый станок также основан на применении щлифовальны кругов и ведущего круга, но отличается от известных своей конструкцией, рассчитанной на обработку пластмассовых электровтулок с осуществлением щлифования торца и кромки втулок за один оборот ведущего круга.
Отличительная особенность предлагаемого станка заключается в том. что ведущий круг снабжен радиальио установленными на его окружной поверхности оправками для втулок, 1«аимодействующих при вращении круга сначала с окружной рабочей поверхностью расположенного над кругом диска для щлифования торца втулок, а затем с боковой рабочей поверхностью диска для щлифования кромки втулок. Шлифование кромки втулок за один оборот ведущего круга достигается тем, что ведущий круг расположен под углом в 2-3° к рабочей поверхности диска для щлифования кромок и на своей оси несет неподвижный упорный щит.
поверхность которого имеет эластичное покрытие для вращения втулок в процессе их щлифования и подущку для их промасливания.
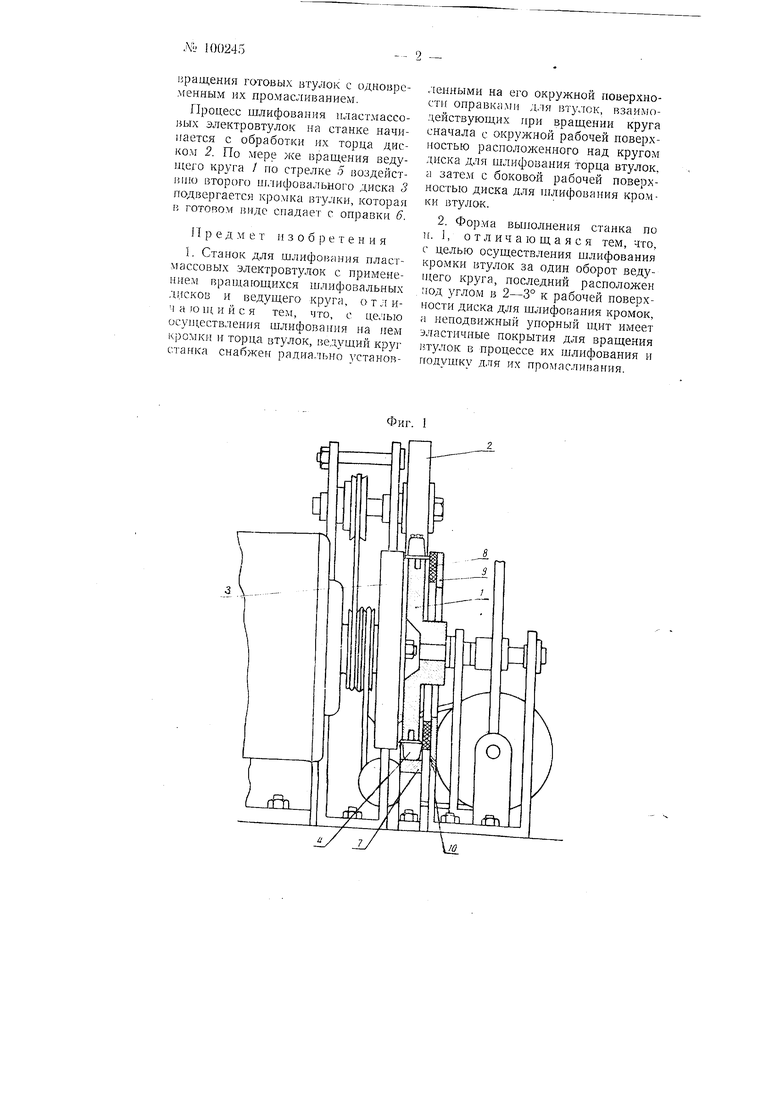
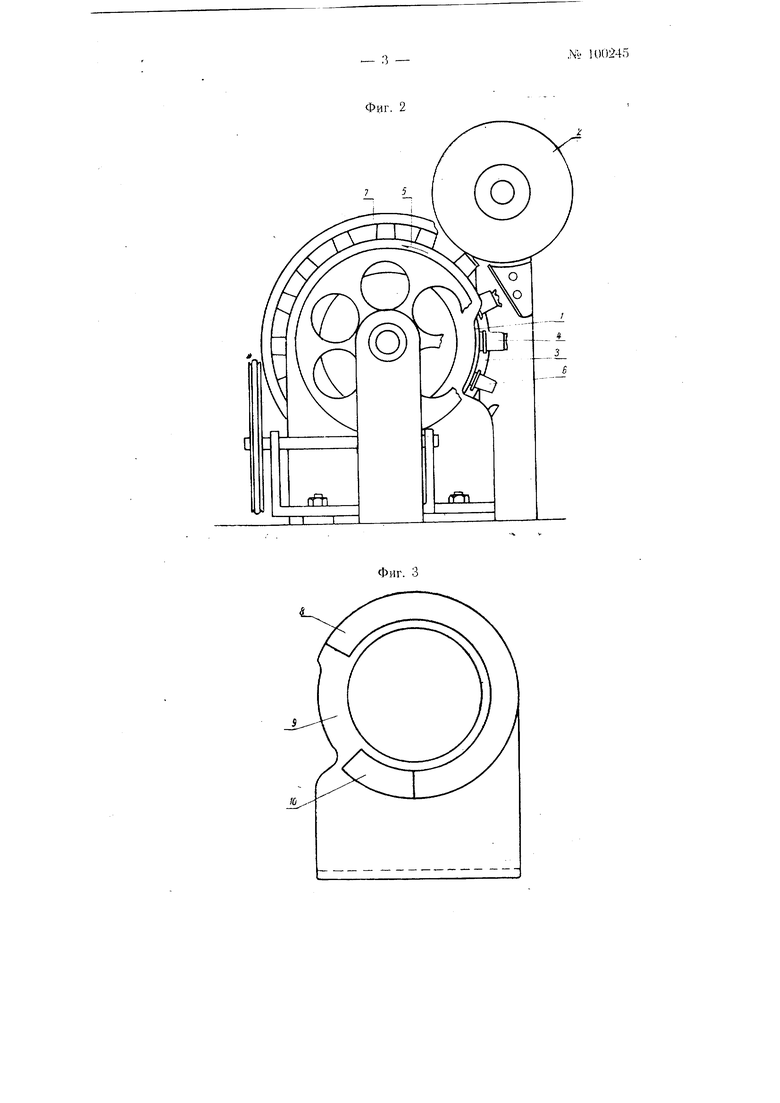
На фиг. 1 изображен боковой вид станка с разрезом по оси ведущего круга; на фиг. 2 дается представление о процессе щлифования на станке торца втулок, а на фиг. 3 показано расположение на ведущем круге станка эластичного покрытия и масляной подущки.
Рабочими деталями станка являются ведущий круг 1 и щлифовальмые диски 2 и 3; диск 2 служит для щлифования торца втулок 4, а диск 3 -- для щлифования кромки этих /ко втулок. При этом ведущий круг ) расположен к рабочей поверхности диска 3 под углом в 2-3° с целью постепенной обработки кромки вту.юк диском 3 при медленном повороте круга 1 по стрелке 5.
Для удержания втулок 4 на окружной поверхности ведущего круга 1 служат оправки 6 и обоймл 7, а для вращения втулок в процессе щлифования их кромки - эластичное покрытие S на упорном щите 9. На том же нгнте имеется масляная подущка W, предназначенная для
вращения готовых втулок с одновременным их промасливанием.
Процесс шлифования пласт.массолых электровтулок на станке начинается с обработки их торца диском 2. По мере же вращения ведун его круга / по стрелке 5 воздейстliiiio второго нт.чифовального диска 3 подвергается кромка втулки, которая в готовом виде спадает с онравки 6.
П р е д м е т изобретения
1. Станок для шлифовяния пластмассовых электровтулок с примененнем вращагощихся шлифовальных дисков и ведущего круга, отлич а ю н( н и с я тем, что, с целью осучцеств.ления шлифования на нем кромки и торца втулок, ведущий круг станка снабжен радна.аьно установ.ченными на его окружной поверхности оправками для втулок, взаимодействующих нри вращении круга сначала с окружной рабочей новерхностью расположенного над кругом диска для шлифования торца втулок, а зате.м с боковой рабочей поверхностью диска для шлифования кромкн втулок.
2. Форма вьнюлнения станка по н. , отличающаяся тем, что, с целью осуществления шлифования кромки втулок за один оборот веду1цего круга, носледний расположен под углом в 2-3° к рабочей поверхности диска для шлифования кромок, а неподвижный упорный щит имеет э.гастичные покрытия для вращения тулок в процессе их шлифования и ггодушку для их промаслигшния.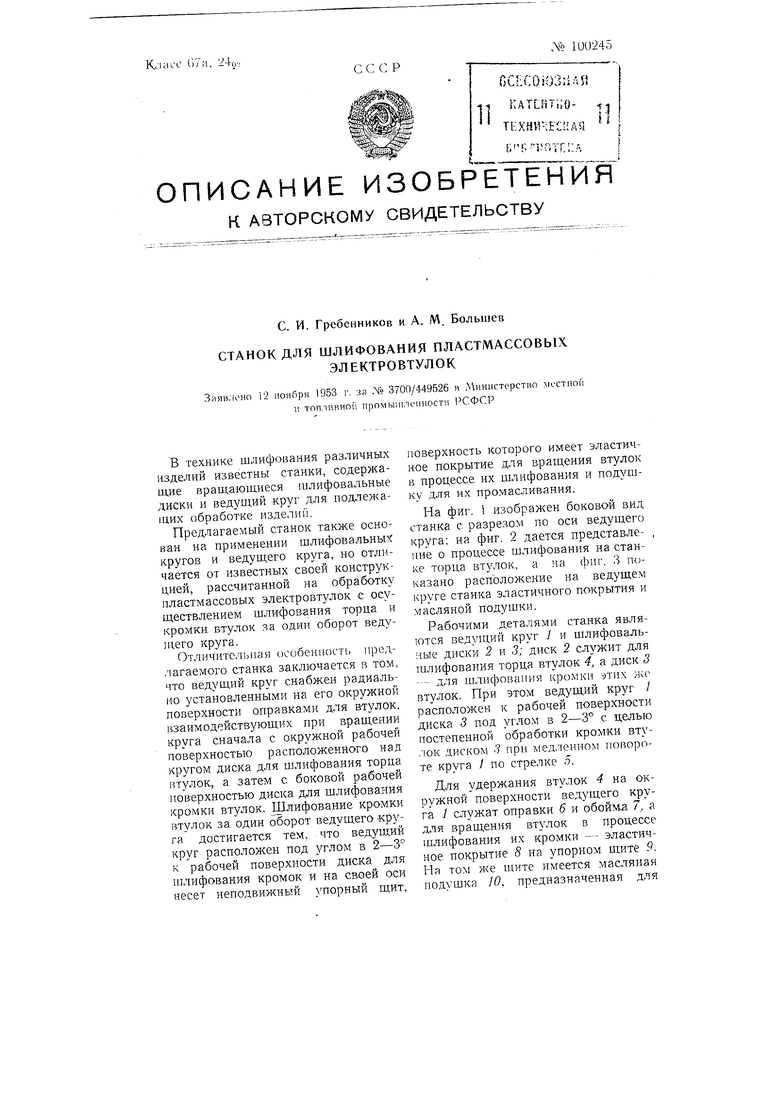
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельный многопозиционный полуавтоматический станок непрерывного действия для обработки фасонных изделий | 1967 |
|
SU296370A1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Держатель для инструмента к станку для насекания напильников путем вдавливания | 1936 |
|
SU49740A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Станок для изготовления напильников | 1930 |
|
SU21634A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С ПОВОРОТНОЙ ОПОРОЙ УЗЛА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ И СПОСОБ ПОВОРОТА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ В ШЛИФОВАЛЬНОМ СТАНКЕ | 2012 |
|
RU2605399C2 |
| Станок для шлифования торцов витых пружин | 1981 |
|
SU975341A1 |
| Станок для бесцентрового шлифования шариков | 1939 |
|
SU61430A1 |
| Способ шлифования торцов кольцеобразных деталей из немагнитных материалов | 1986 |
|
SU1355460A1 |
Фиг.
РО
jfiL
7
kJ
у &.
ь
iCQL
jSi
