(54) ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Вакуумный прокатный стан | 1977 |
|
SU1003946A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Непрерывный сортовой прокатный стан | 1976 |
|
SU778829A1 |
| Прокатная клеть | 1975 |
|
SU601862A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Рабочая клеть прокатного стана | 1989 |
|
SU1623807A1 |
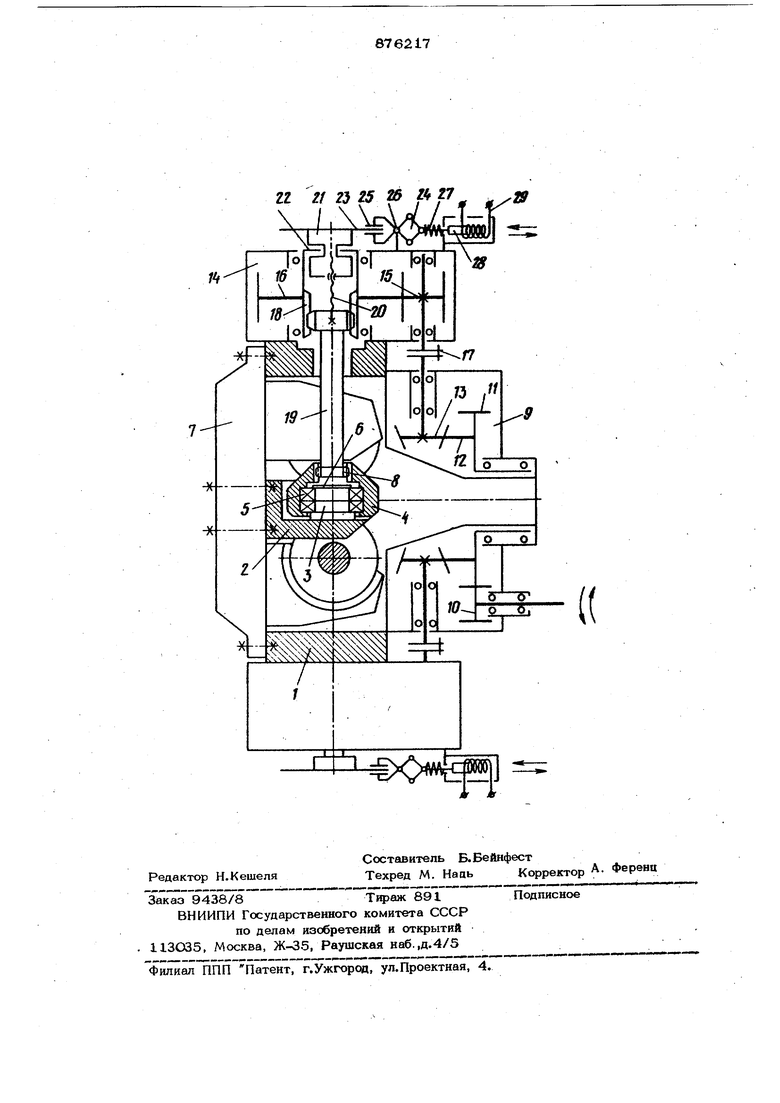
Изобретение относится к прокатному производству и может быть использовано преимущественно для получения профилей из труднодеформируемых, металлов и сплавов. По основному авт.св. № 778831 известнапрокатная клеть с многов лковым калибром, которая содержит станину, валковые уэлы Б виде бандажей, опирающихся через, подшипники и корпуса на консольные оси подушек, и привод валков через шлицовое соединение корпус и приводного вала, расположенного со стороны свободного конца консольной оси Такое исполнение клети позволяет увеличить диаметр приводного вала (шпинделя и подводить к валку крутящий момент, в 3-4 раза больший по сравнению с другими конструкциями клетей с многовалковыми калибрами tlj. Недостатком известной клети является значительная затрата времени на перевалку клети при немеханизированном выводе приводных валов (шпинделей) из зацепления с валковыми узлами. Это снижает производительность клети.Так как доступ к приводным валам (шпинделям) затруднен, то необходимо использовать специальные приспособления (например винт, вворачиваемый в свободный торец шпинделя), что приводит . к дополнительным затратам рабочего времени.. Цель изобретения- увеличение производительности клети путем сокращения Времени на замену валков. Поставленная цель достигается тем, что клеть снабжена устройствами для осевого пере мещения приводных валов,, выполненными каждое в виде винтового хвостовика приводного вала, взаимодействующей с ним холостой гайки, уста-новленной с возможностью вращения и зафиксированной в осевом направлении, и управляемого тормоза гайки. На чертеже показана прокатная клеть, например, с четырехвалковым калибром, разрез. Прокатная клеть ссютоит из станины 1, Б которой размещены четыре подушки 2 с консольными осями 3, на осях насажены корпуса валковых узлов 4 с подши никами 5, закрепленными на оси гайкой 6. Подушки 2 крепятся в кассете 7. Мо мент на валковые узлы передается через шлицёвое соединение: 8. На задней торцовой части станины закреплен раздаточный редуктор 9, состоящий из ведущей шестерни 1О, колеса 11, коничес-. кого колеса 12 и конических шестерен 13. По периметру на станине установлены понижающие редукторы 14, состойшие из быстроходной шестерни 15 и тихоходной шестерни 16. Понижающие редукторы с раздатбчНЙм редуктором соединяются муфтами 17. В полосТях тихоходных шестерен 16 посредствомшлицевых соединений 18 подвижно установлены приводные валы (шпиндели) 19, которые связаны с валковыми узлами 4. Каждый шпиндель оборудован устройством, состоящим из ходового винта 2О гайки 21, установленной с возможностью вращения на фланце 22 тихоходной шестерни 16 и имеющей фрикционный диск 23, тормозного механизма 24, установленного на корпусе понижающего редук- тора 14 и состоящего из губок 25, опоры 26, возвратной пружины 27,сердечника 28, и электрической катушки 29. Прокатная клеть работает следующим образом. Привод клети (не показан) вращает в шестерни Ю, которая через колеса 11 12передает вращение коническим шестер 13раздаточного редуктора 9. Шестерни 13 через муфты 17 вращают шестерни 15 (понижающих редукторов 14), которые передают вращение тихоходным шес терням 16. В полостях тихоходных шестерен 16 Выполнены шлицевые соединения 18, в которых подвижно в осевом направлении установлены шпиндели 19, передающие крутящий момент.также через шлицевые соединения 6 валковым узлом 4. Валковые узлы 4 вращаются на неподвижных консольных осях 3. Во время работы клети губки 25 тормозного механизма 24 посредством возвратной пружины Й7 разведены и не касаются фрикционного диска 23. При этом гайка 21 опирается на подшипник скольжения фланца 22 тихоходной шее- терни 16 и удерживает через ходовой винт 2 О шпивдель 19 в заданном положении относительно валкового узла 4. Замена кассеты 7 в клети осуществляется следующим образом. При работающем приводе клети включаются тормозные механизмы (например на пульте управления) .при этом электрические катушки 29 втягивают сердечники 28 и сжимают губки 25. Губки 25 останавливают вращающиеся фрикционные диски 23, в результате чего ходовые винты 2О ввинчиваются в гайки 21 и перемещают за собой шпиндели 19. При этом шпиндели выходят из зацепления с валковыми узлами 4. При перемещении шпинделей 19 в крайнее положение (шпиндель упирается в гайку) фрикционные диски прс)буксовывают в губках 25. Это служит сигналом для отключения тормозных механизмов и привоаа клети. После замены кассеты для возвращения шпинделей в рабочее положение привод клетки реверс ируетс я. Формула изобретения Прокатная клеть с многовалковым калибром по авт. св. № 778831 отличающаяся тем, что, с целью ускорения перевалки, она снабжена устройствами для осевого перемещения приводных валов, выполненными каждое в виде винтового хвостовика приводного вала, взаимодействующей с ним хвостовой гайки, установленной с возможностью вращения и зафиксированной в осевом Направлении, и управляемого тормоза гайки., Источники информации, принятые во внимание лри экспертизе 1.Авторское свидетельство СССР N9 778831, кл. В21В 13/1О, 1974.
