(5) -МЕТАЛЛОРЕЖУЩИЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием нежестких длинномерных вращающихся деталей и устройство для его осуществления | 1982 |
|
SU1049191A1 |
| Станок для обработки нежестких деталей | 1983 |
|
SU1110546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2121405C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарный многошпиндельный станок | 1986 |
|
SU1351715A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Токарный станок для обработки нежестких длинномерных валов | 1980 |
|
SU965591A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
Известен металлорежущий станок, содержащий станину с установленной на Ней шпиндельной бабкой и обкатной ролик с приводом, обеспечивающий поджим обрабатываемой детали при точении 1 .
Недостатком этого станка являются ограниченные технологические возможности при обработке длинномерных тонкостенных деталей и невысокая точность.
Цель изобретения - повышение точности и производительности обработки длинномерных нежестких тонкостенных деталей.
Эта цель достигается тем, что обкатной, ролик снабжен второй опорой с приводом, причем обе опоры установлены с возможностью синхронного перемещения перпендикулярно оси шпинделя.
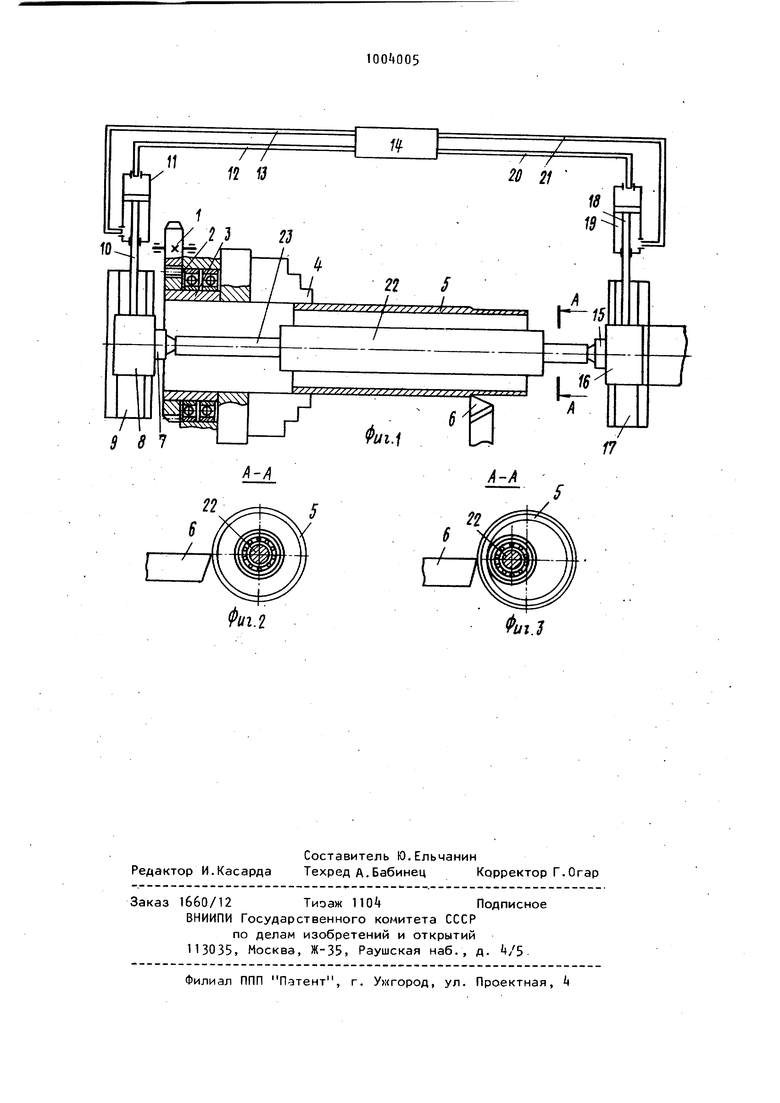
На фиг.1 представлена упрощенная конструктивная схема металлорежущего станка; на фиг.2 - разрез А-А на
фиг.1, до обработки; на фиг.З - разрез А-А нафиг.1, в процессе обработки.
Металлорепущий станок содержит станину, переднюю бабку с коробкой скоростей (не показаны), которая посредством зубчатых колес 1 и 2 передает вращение шпиндели 3- В патроне k закреплена обрабатываемая тонкостенная нежесткая деталь 5- Резец 6 устанавливается в резцедержателе на суппорте станка. Кроме того, станок содержит левую подвижную опору в виде центра 7 с корпусом 8, установ15ленным с возможностью возвратно-поступательного перемещения на линии центров на направляющих 9- Корпус 8 жестко соединен со штоком 10 поршня силового цилиндра 11, который, в свою
20 очередь, каналами 12 и 13 связан с устройством И подготовки рабочего тела. Правая подвижная опора включает центр 15 в корпусе 16 и привод
поджима (не показан, которые установлены с возможностью возвратно-поступательного перемещения по линии центров на направляющих 17- Корпус 1б жестко соединен со штоком 18 силового цилиндра 19 полости которого связаны каналами 20 и 21 с устройством 1 подготовки рабочего тела. Между центрами установлен жесткий обкатной ролик 22, установленный с возможностью вращения на валу 23Металлорежущий станок работает следующим образом.
Тонкостенная деталь 5 устанавливается в патроне и зажимается. Внутри детали 5 в центрах 7 и 15 устанавливается вращающийся на валу 23 обкатной ролик 22 и центром 15 поджимается к центру 7- Резец 6 подводится к детали 5 и настраивается на размер, после чего шпиндель 3 приводится во вращение. По команде устройства управления рабочее тело от устройства I по каналам 12 и 20 подается в бесштоковые полости цилиндров 11 и 19, поршниперемещаются, и одновременно перемещаются корпуса 8 и 16 по направляющим 9 и 17- Обкатной ролик 22 прижимается к внутренней поверхности тонкостенной нежесткой детали по всей длине образующей. Начинается врезание резца 6 в деталь
5, при этом деформации детали 6 от действия сил резания существенно уменьшаются. Роликом 22 увеличивается жесткость системы СПИД, точность обработки. После окончания обработки, рабочее тело подается по каналам 13 и 21 в штоковые полости цилиндра 11 и 19, поджим внутренней поверхности детали снимается.
В результате использования предлагаемого станка увеличивается жесткость технологической системы, повышается точность и производительность обработки.
Формула изобретения
Металлорежущий станок, содержащий шпиндельную бабку, обкатной ролик с опорой и приводом, отличающийся тем,что, с целью повышения точности и производительности обкатной ролик снабжен второй опорой с приводом, причем обе опоры установлены с возможностью синхронного перемещения перпендикулярно оси шпинделя.
Источники информации, принятые во внимание при экспертизе
Фиг.г
