(54) АВТОМАТ ДЛЯ СБОРКИ И СВАРКИ СКРЕБКОВ СО ЗВЕНЬЯМИ ЦЕПИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1981 |
|
SU1000198A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Автомат для изготовления рамок | 1986 |
|
SU1407726A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРИВАРКИ ВЫВОДОВ К КОРПУСАМ | 1967 |
|
SU200066A1 |
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНЫХ СТЕРЖНЕЙ | 1973 |
|
SU382490A1 |

1
Изобретение относится к сварке, а имен-, но к конструкции автомата для сборки и сварки скребков со звеньями цепи, используемых для изготовления цепных скребковых транспортеров.
Известен автомат для сборки и сварки скребка со звеном цепи, содержащий смонтированные на станине сварочные электроды, привод сварочного давления, механизм подачи цепи, механизмы подачи и зажима скребка 1.
Однако известный автомат не обеспечивает должного качества сборки и сварки скребка со звеном цепи, так как в нем не компенсируются технологические отклонения цепи по шагу и смещения звеньев цепи при перемещении ее относительно продольной оси автомата.
Известен автомат для сборки и сварки скребков со звеньями цепи, содержащий смонтированные на основании механизм щаговой подачи цепи, бункер для скребков с щибером для пощтучной подачи скребков в зону сварки, сварочные электроды для сварки скребка со звеном цепи, а также механизм фиксации звена цепи, свариваемого с очередным скребком 2.
Недостатками такого автомата являются то, что он малопроизводителен, а также не обеспечивает высокого качества сварки, так как низка точность сборки скребка со звеном цепи под сварку.
5 Цель изобретения - повыщение производительности и качества сварки путем повыщения точности сборки скребка со звеном цепи под сварку.
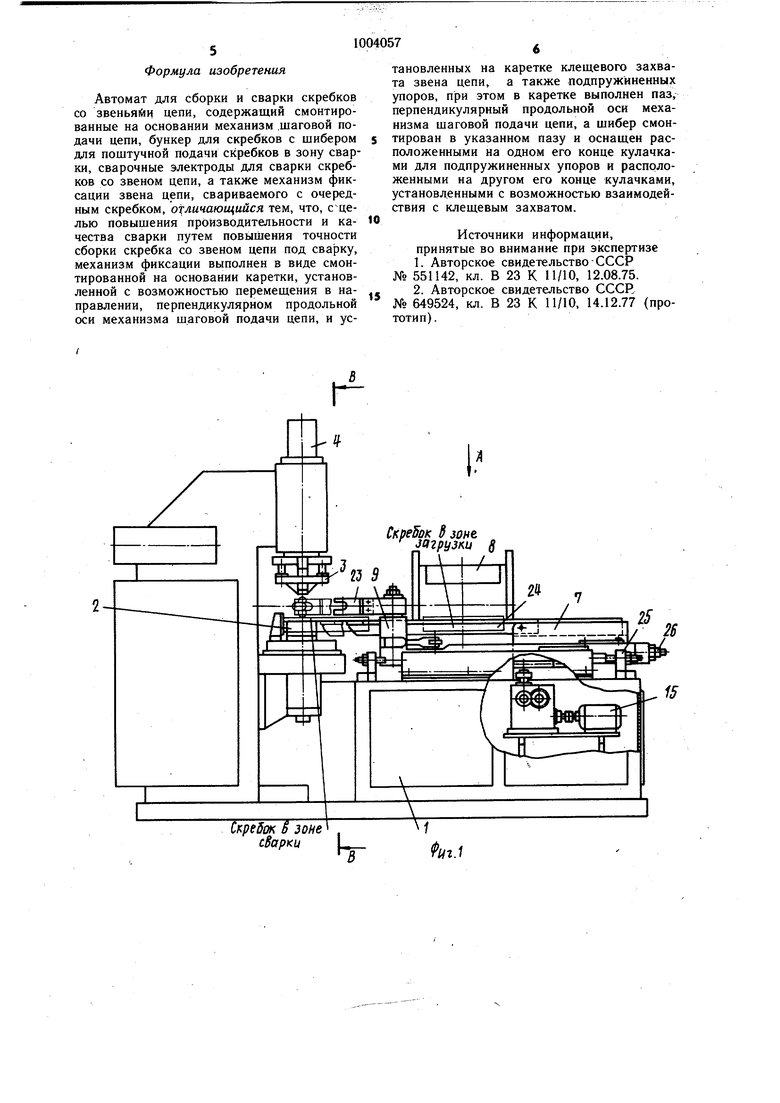
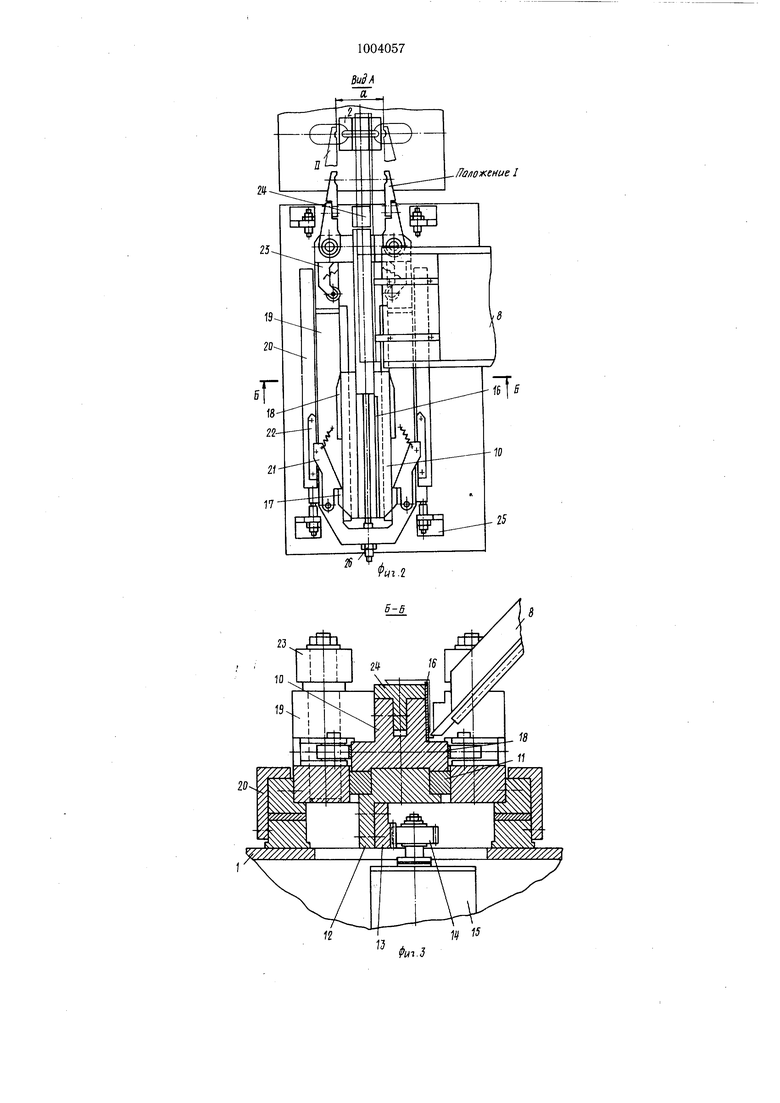
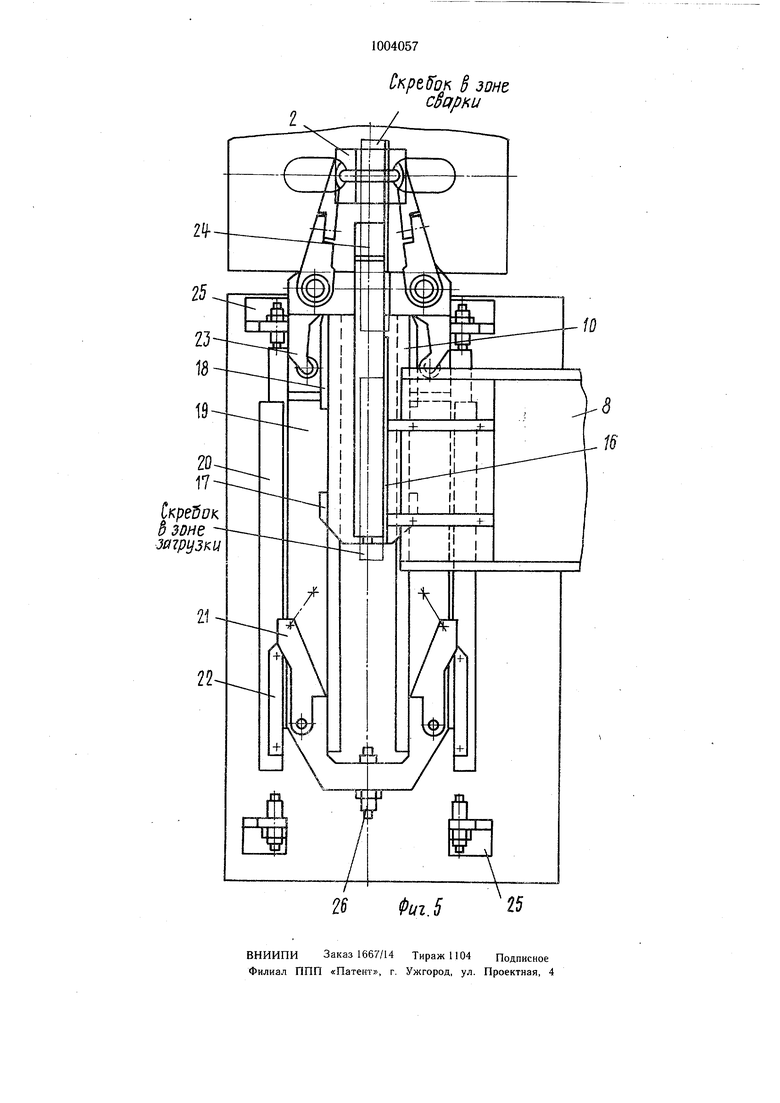
Указанная цель достигается тем, что в 10 автомате для сборки и сварки скребков со звеньями цепи, содержащем смонтированные на основании механизм щаговой подачи цепи, бункер для скребков с щибером для пощтучной подачи скребков в зону сварки, сварочные электроды для сварки скреб15 ка со звеном цепи, а также механизм фиксации звена цепи, свариваемого с очередным скребком, механизм фиксации выполнен в виде смонтированной на основании каретки, установленной с возможностью перемеще2Q ния в направлении перпендикулярном продольной оси механизма щаговой подачи цепи, и установленных на каретке клещевого захвата звена цепи, а также подпружиненных упоров, при этом в каретке выполнен паз, перпендикулярный продольной оси механизма шаговой подачи цепи, а шибер смонтирован в указанном пазу и оснащен расположенными на одном его конце кулачками для подпружиненных упоров и расположенными на другом его конце кулачками, установленными с возможностью взаимодействия с клещев,ым захватом. На фиг. 1 изображен автомат для сбор-ки и сварки скребков со звеньями цепи, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4- разрез В-В на фиг. 1; на фиг. 5 - то же, что на фиг. 2, положение скребка в зоне сварки. Автомат для сборки и сварки скребков со звеньями цепи содержит установленные на основании 1 нижний сварочный электрод 2, верхний сварочный электрод 3 с приводом сварочного .давления 4, механизм 5 шаговой подачи цепи и тормозное устройство 6, корпус 7, бункер для скребков 8, механизм фиксации цепи 9. Корпус содержит шибер 10, закрепленныи на установленном в прямоугольных направляющих 11 ползуне 12, на котором закреплена рейка 13, зацепляющаяся с шестерней 14 привода 15. На шибере 10 смонтированы толкатель 16, кулачки 17 и 18. Механизм фиксации цепи 9 состоит из каретки 19, установленной в направляющих 20, закрепленных на основании 1. На каретке 19 смонтированы подпружиненные упоры 21, взаимодействующие с кулачками 17 шибера 10 и с ограничителями 22, установленными на направляющих 20, подпружиненные двуплечие рычаги 23 клещевого захвата, одним концом взаимодействующие со свариваемой цепью, а другим - с кулачками 18 шибера 10, а также балка 24, предназначенная для ориентации скребка, и направляющие И ползуна 12. Винтовые улоры 25 и 26, установленные на основании 1, предназначены для регулировки хода каретки 19 и шибера 10. Механизм фиксации выполнен в виде смонтированной на основании 1 каретки 19, установленной с возможностью перемещения в направлении, перпендикулярном продольной оси механизма 5 щаговой подачи цепи, и установленных на каретке клещевого захвата звена цепи, содержащего подпружиненные двуплечие рычаги 23, а также подпружиненных упоров 21. В каретке 19 выполнен паз, перпендикулярный продольной оси механизма 5 щаговой подачи цепи, а в пазу смонтирован шибер 10, оснащенный расположенными на одном его конце кулачками 17 для подпружиненных упоров 21 и расположенными на другом его конце кулачками 18, установленными с возможностью взаимодействия с клешевым захватом. Автомат для сборки и сварки скребков со звеньями цепи работает следующим- образом. Скребки, изготовленные из стандартного уголка, укладываются пакетом из 25-30 шт. в наклонный бункер 8 и по его направляющим под действием собственного веса пе ремещаются вниз. При этом нижний скребок попадает на балку 24, закрепленную на каретке 19. В момент загрузки щибер 10 с толкателем 16 находится в дальнем от нижнего сварочного электрода 2 положении. При включении привода 15 каретка 19 с зафиксированным на ней кулачками 17 и упорами 21, шибером 10 и балкой 24 перемешается в сторону нижнего сварочного электрода 2 до взаимодействия с винтовыми упорами 25. При этом двуплечие рычаги 23 клещевого захвата, шарнирно закреплен каретке 19, вводятся в зону взаимодействия с вертикальным звеном свариваемой цепи. Скребок, находящийся на балке перемещаясь вместе с ней, выталкивается из бункера 8 толкателя 16. Зазор между толкателем 16 и задним торцом скребка регулируется в зависимости от длины скрепка. Упоры 21 выходят из зацепления с ограничителями 22, закрепленными на неподвижных направляющих 20. После освобождения упоров 21 при продолжающем работу приводе 15 внутри каретки 19 по направляющим 11, раздвигая кулачками 17 упоры 21, начинает перемещаться шибер 10, который толкателем 16, отсекая в бункере 8 верхние скребки, досылает нижний скребок в зону сварки, при м скребок скользит по балке 24. Одновременно шибер 10 кулачками 18, взаимодействует с концами двуплечих рычагов .23, раздвигая их. Другие концы двуплечих рычагов 23 при этом сдвигаются, и если вертикальное звено цепи смещено относительно оси скребка (оси сварки), nejie мешают его вправо или влево, обеспечивая сборку с заданной точностью. Величина перемещения щибера 10 внутри каретки 19 и следовательно величина подачи скребка в зону сварки, регулируется винтовыми упорами 26, установленными с двух сторон на каретке 19. После подачи скребка в зону сварки срабатывает привод давления 4, верхний сварочный электрод 3 перемещается вниз, сжимает свариваемые детали и подает команду на возврат каретки 19 и шибера 10 в исходное положение. При этом от зоны сварки сначала смещается шибер 10, освобождает двуплечие рычаги 23 и затем перемещается каретка 19. Производится сварка скребка со звеном цепи. Далее цикл работы автомата повторяется. В. зависимости от точности изготовления цепи величина раскрытия а концов двуплечих рычагов 23 клещевого захвата регулируется изменением высоты кулачков 18. Применение автомата улучшает качество свариваемого изделия и повышает производительность на 10%.
Формула изобретения
Автомат для сборки и сварки скребков со звенья1йи цепи, содержащий смонтированные на основании механизм .шаговой подачи цепи, бункер для скребков с шибером для поштучной подачи скребков в зону сварки, сварочные электроды для сварки скребков со звеном цепи, а также механизм фиксации звена цепи, свариваемого с очередным скребком, отличающийся тем, что, с целью повышения производительности и качества сварки путем повышения точности сборки скребка со звеном цепи под сварку, механизм фиксации выполнен в виде смонтированной на основании каретки, установленной с возможностью перемещения в направлении, перпендикулярном продольной оси механизма шаговой подачи цепи, и усГ
CKpeScK S зоне сВаркц L
тановленных на каретке клещевого захвата звена цепи, а также подпружиненных упоров, при этом в каретке выполнен паз, перпендикулярный продольной оси механизма шаговой подачи цепи, а шибер смонтирован в указанном пазу и оснащен расположенными на одном его конце кулачками для подпружиненных упоров и расположенными на другом его конце кулачками, установленными с возможностью взаимодействия с клещевым захватом.
Источники информации, принятые во внимание при экспертизе
№ 649524, кл. В 23 К П/Ш, 14.12.77 (прототип). Скре5ок S зоне нагрузки g /
2
25
ffaaojKCHije I
W
