Изобретение относится к механосборочнсму производству, в частности к устройствам для сборки деталей типа лапок швейной машины.
Известно устройство для сборки изделий, содержащее установленные на станине вибробункеры, механизм сборки .с наклонными сходящимися лотками/ механизм подачи шпильки и приводtl3.
Недостатком известного устройства является низкая производительность.
Цель изобретения - повышение производительности.
Цель достигается тем, что один из лотков механизма сборки снабжен :подвижной планкой, расположенной в месте сопряжения лотков, а механизм подачи шпильки выполнен в видеконического диска и толкателя, кинематически связанных между собой, причем на образующей поверхности диска выполнены наклонные пазы и отверстия, продольные оси которых совпадают.
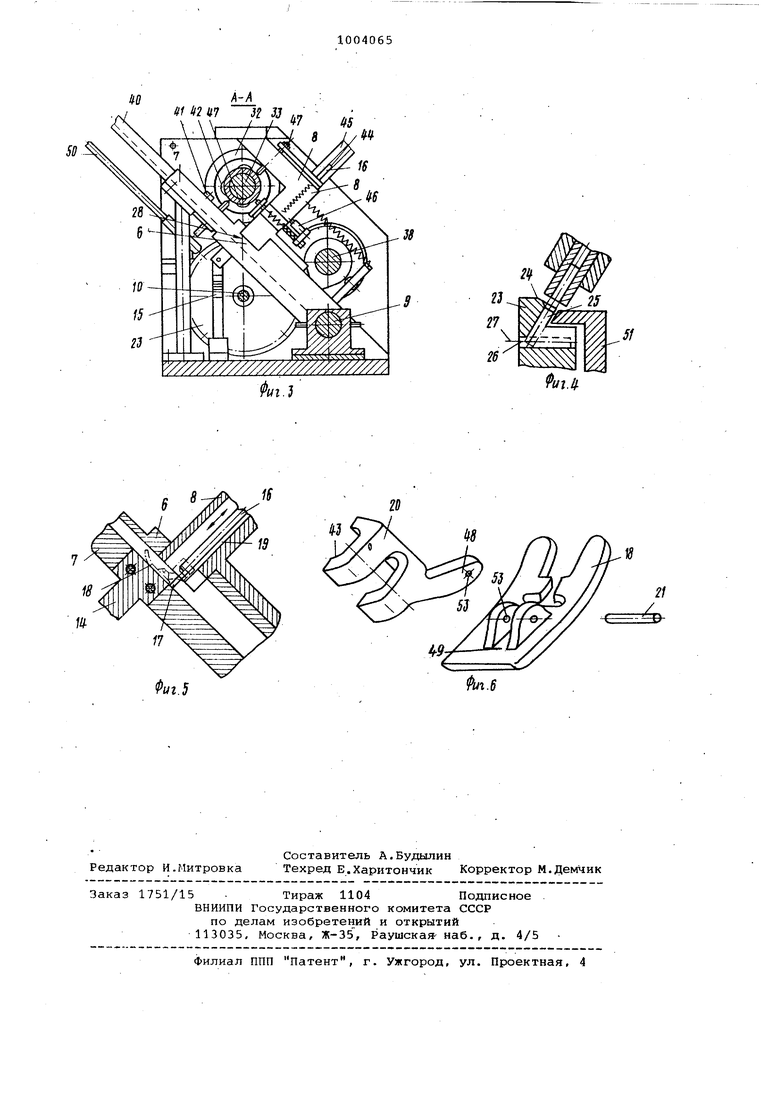
На фиг. 1 изображен автомат., общий вид; на фиг.2 - блок сборки; на фиг.З - сечение А-А на на фиг.4 - элемент конструкции механизма подачи ШПИЛЬКИ; на Фиг.5 - элемент конструкции блока сборки; на фиг.6 - собираемые детали.
Автомат для сборки лапки швейной машины содержит установленные на .станине 1 вибробункеры 2-4 для ориентации и подачи собираемых деталей, блок 5 сборки с позицией 6 сборки, выполненной в виде сходящихся пбй углом лотков 7 и 8 с позицией 9 расклепки и механизмом 10 подачи шпильки, привод 11, пульт управления 12 и шкаф 13 с электроаппаратурой.
Лоток 7 на позиции 6 сборки имеет подвижное основание 14 с приводом от вибратора 15.
Лоток 8 на позиции 6 сборки имеет подвижную планку 16, которая вы2Q полнена в виде упора 17 для базовой детали - основа:ния 18. Планка 16 также является направляющей 19 для сопрягаемой детали держателя 20 и выполняет функцию отсекателя собранного узла --основания 18, держателя 20 и соединившей их шпильки 21.
В блоке 5 сборки размещен механизм 10 подачи шпильки 21, состоящий из зубчато-цевочного зацепления 22, обеспечивающего прерывистое движение диска 23 механизма 10 подачи шпильки 21 на позицию 6 сборки.
Диск 23 выполнен в виде усеченного конуса, на образующей поверхности 24 которого расположены наклонные .пазы 25 и отверстия 26. Оси 27 отверстий 26 совмещены с осью 28 позиции 6 сборки.
Соосно позиции 6 сворки расположены ползуны 29 и 30, приводимые в возвратно-поступательное движение от тор- 10 цовыгс кулачков 31 и 32, расположенных на валу 33.
Соосно позиции 9 расклепки расположены ползуны 34 и 35, приводимые в движение от торцовых кулачков 36 5 и 37, расположенных на валу 38.
Автомат сборки лапки швейной машинц работает следующим образом.
С пульта управления 12 включаются приводы вибробункеров 2-4, после jn чего осуществляется включение привода 11 автомата. Вращение от электродвигателя 39 передается на вал. 33 блока 5 сборки. Сориентированные в вибробункере 2 основания 18, сколь- -г зя по наклонному лотку 40, попадают в лоток 7, из которого отсекателем 41, управляемым копиром 42, поштучно вящаются на позицию 6 сборки. При этом планка 16 находится в нижнем положении и служит упором 17 для ба- 0 зовой детали - основания 18 лапки, которое устанавливается на подвижное основание 14. Последнее перемещается в поперечном направлении в лотке 7 от вибратора 15.359
Сориентированные в вибробункере 3 держатели 20, скользя пазом 43 по неподвижной направляющей 44 лотка 45, . переходят на подвижную планку 16 лотка 8. Из лотка 8 держатели 20 поштуч-4Q но отсекателем 46, управляемым копиром 47, выдаются на позицию 6 сборки. При этом благодаря конструкции планки 16, основание 18 и держатель . 20 устанавливаются на позиции 6 сбор-дс ки так, что держатель 20 своим выступом 48 попадает в паз 49 основания 18. Для повышения надежности попадания выступа 48 в паз 49 основание 18 совершает вместе с подвижным основанием 14 колебательное движение, 50 сообщаемое подвижному основанию 14 вибратором 15.
Из вибробункера 4 по трубке 50 одается перпендикулярно образующей оверхности 24 диска 23 шпилька 21, 55 которая во время выстоя диска 23 заадает под действием гравитационных ил и давления, создаваемого вибробунером 4, в наклонный паз 25 1иска 23.
От падения в горизонтальное положение шпилька 21 удерживается ограничителем 51. При повороте диска 23 нашаг, осуществляемом через зубчатоцевочное зацепление 22, происходит перемещение шпильки 21 из наклонного в горизонтальное положение. Образующая поверхность 24 диска 23 выполняет функцию отсекателя для второй шпильки 21. При остановке диска 23 происходит западание следующей шпильки 21 в наклонный паз 25 очередной позиции диска 23.
После соединения основания 18 и держателя 20 на позиции 6 сборки ловитель 52 ползуна 29, перемещающегося под действием торцового кулачка 31 пронизывает через отверстие 53 основание 18 и держатель 20 лапки. Шпилька 21 подается ползуном 30 из диска 23 во время его выстоя на позиции 6 сборки в отверстие 53 основания 18 и держателя 20.
Ползун 29 с ловителем 52 отходит в исходное положение. После этого планка 16 поднимается вверх, освобождая собранный узел, который скользит по наклонному лотку 7 и попадает на позицию 9 расклепки.
Применение автомата для сборки лапки швейной машины позволяет повысить производительность сборочного процесса за счет ликвидации ручного труда.
Формула изобретения
Автомат для сборки лапки швейной машины, включающей хэснование, держатель и шпильку, содержащий установленные на станине вибробункеры, механизм сборки с наклонными сходявщмися лотками, механизмподачи шпильки и привод, отличающийся тем, что, с целью повышения производительности, один из лотков механизма сборки снабжен подвижной планкой, расположенной в месте сопряжения лотков,а механизм подачи шпильки выполнен в виде толкателя и конического диска, кинематически связанных между собой, причем на образующей поверхности диска выполнены наклонные пазы и отверстия, продольные оси которых совпадают.
Источники информации, принятые во внимание при экспертизе i 1. Авторское свидетельство СССР .1 385420, кл. В 23 Р 19/08, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ ЧАСОВЫХ МЕХАНИЗМОВ | 1973 |
|
SU366959A1 |
| Устройство для сборки оксидно-полупроводниковых конденсаторов,механизм для установки изоляторов на выводы секций оксидно-полупроводниковых конденсаторов и механизм для установки шайб припоя в корпуса оксидно-полупроводниковых конденсаторов | 1983 |
|
SU1262586A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Автомат для сборки крепежных изделий | 1987 |
|
SU1528636A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ УШКА НАРУЧНЫХ ЧАСОВ | 1971 |
|
SU305451A1 |

S Л29 Я rY tS S iJ / X t II t j / / /I Я I
А-А
HI It2 117 32 33
47
i/
V% A % ///////////
Фи1.1
W
