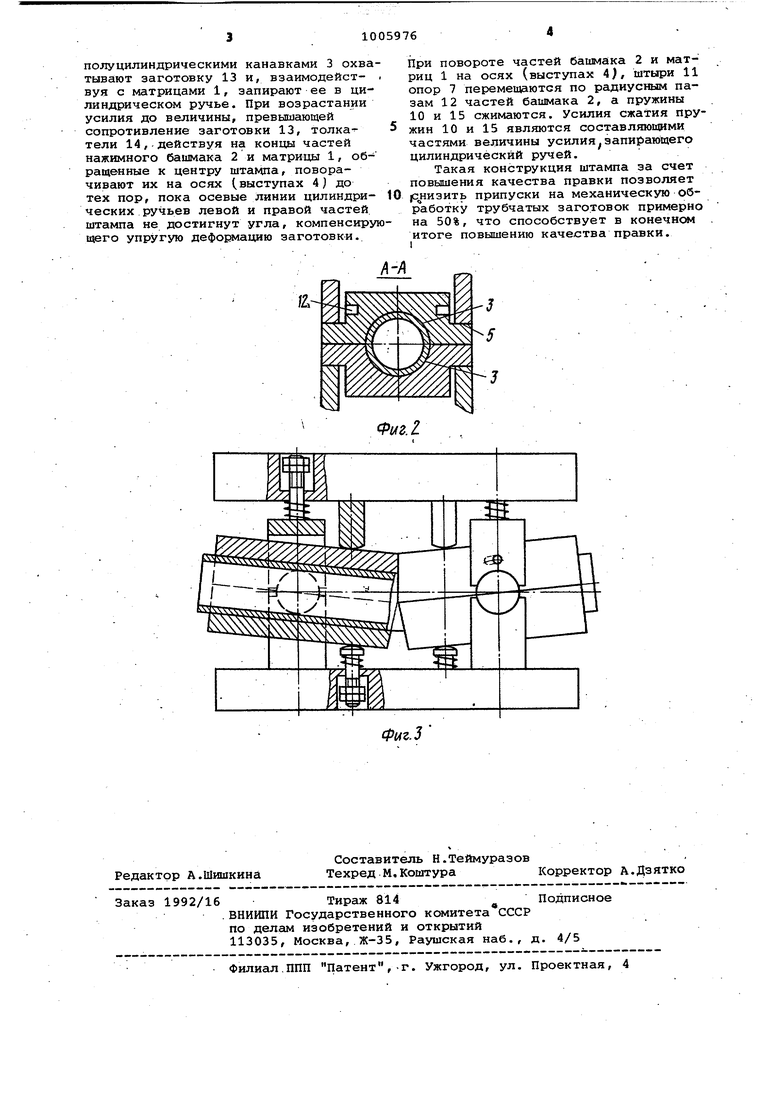
Изобретение относится к обработк металлов давлением, в частности к штампам для правки и гибки труб, и Может быть использовано в машиностроительной и металлургической отраслях промышленности. Известен штамп для правки труб, содержащий нижнюю неподвижную плиту с двумя опорами, в цапфах каждой из которых установлена с возможностью Поворота относительно оси, перпенди кулярной к продольной оси обрабатываемого изделия, матрица с рабочей поверхностью., выполненной по форме поперечного сечения обрабатываемого изделия, верхнюю подвижную плиту и связанный с ней нажимной башмак, рабочая поверхность которого выполйена по форме поперечного сечения обрабатываемого изделия 1, Недостатком этого штампа являетс Невысокое качество правки тру.6, осу taectвляeмoй на нем. Указанный недос таток объясняется тем, что изгиб об рабатываемой трубы производится не в закрытых калибрах, в результате Чего происходит искажение ее попере Jkoro сечения. Цель изобретения - повышение качества правки за счет сохранения правильной геометрической формы поперечного сечения изделия. Поставленная цель достигается тем, что в штампе для правки труб, содержащем нижнюю неподвижную плиту с двумя опорами, в цапфах каждой из которых смонтирована с возможное тью поворота относительно оси, перпендикулярной к оси правки, матрица с рабочей поверхностью, выгюлненной по форме поперечного сечения обрабатываемого изделия, верхнюю подвижную плиту и связанный с ней нажимной баш мак, рабочая поверхность котороговыполнена по форме поперечного сечения обрабатываемого изделия, нажимно башмак выполнен из двух частей, каж дая из которых установлена в подпружиненной по отношению к верхней плите цапфе с возможностью поворота от носительно оси поворота матрицы, а верхняя плита снабжена двумя толкателями, закрепленными между осями поворота матриц на равном расстоянии от них, при этом каждый толкатель установлен с возможностью взаимодействия с .одной из частей нажимного башмака. Закрытый калибр, образованный рабочими поверхностями качающихся матриц и двух частей нажимного башмака при их смыкании,предотвращает возможность искажения поперечного сечения изделия от правильной геомет рической формы. На фиг.1 показан предлагаемый штамп в положении начала правки, общий вид/ на фиг.2 - разрез А-А на фиг.1, на фиг. 3 - штамп в поло- . жении окончания правки. Штамп содержит две матрицы 1 и две части нажимного башмака,2, имеющие рабочие поверхности, выполненные, например, в виде полуцилиндрических канавок 3, которые при закрытом штс1Мпе образуют цилиндрический ручей. Каждая из матриц 1 и каждая из частей нажимного башмака 2 имеют расположенные по бокам один против другого выступы 4 в виде цилиндрических сегментов, оси цилиндрических поверхностей которых перпендикулярны продольным осям полуцилиндрических канавок 3 и лежат с ними в одной плоскости. Выступы 4 выполняют роль осей поворота и располагаются в цапфах 5 опор 6 и 7, соответственно нижней 8 и верхней 9 плит. Опоры 7 верхней плиты 9 установлены относительно ее подвижно через пружины 10, а с Частями башмака. 2 они связаны подвижно, кроме выступов 4, закрепленными в них штырями 11, выступаю-. щая часть которых входит в пазы 12) частей башмака 2,- выполненные по радиусу. Величина пазов 12 выбрана такой, что позвол;;с-т частям башмака 2 поворачиваться и занимать положение под углом одна к другой, величина которого при раскрытом штампе равна углу максимального прогиба, подлежащей правке трубы (заготовки )13, а при закрытом штампе углу, компенсирующему упругую деформацию заготовки 13 при правке. На верхней плите 9 установлены взаимодействующие с частями башмака 2 толкатели 14, расположенные ближе к центру штампа, чем оси Поворота матриц 1, на величину, при которой усилие смыкания частей башмака 2 с матрицами 1 обеспечивает надежное, запирание цилиндрического ручья. Расстояние между толкателями 14 и осями поворота матриц яйляетсяплечем,на котором создается момент поворота частей башмака 2 и матриц 1. При уменьшении этого плеча усилие, запирающее ручей, возрастает, а с увеличением убывает. Концы матриц 1, расположенные ближе к центру штампа, опираются на нижнюю плиту 8 через пружины 15 и соединены с ней винтами 16, ограничивающими крайнее положение матриц при раскрытом штампе. Это положение определяется углом между осевыми линиями ручьев матриц, обращенными вершиной вверх и имеющими величину, равную величине угла, подлежащей правке заготовки 13. Штамп работает следующим образом. Заготовку 13 укладывают в полуциЛиндрические канавки 3 матриц 1 выпуклостью вверх. При перемещении части нажимного башмака 2 своими
полуцилиндрическими канавками 3 охватывают заготовку 13 и, взаимодейст- . вуя с матрицами 1, запирают ее в цилиндрическом ручье. При возрастании усилия до величины, превышающей сопротивление заготовки 13, толкатели 14,.действуя на концы частей нажимного башмака 2 и матрицы 1, обращенные к центру штампа, поворачивают их на осях (выступах 4) до тех пор, пока осевые линии цилиндрических ручьев левой и правой частей штампа не достигнут угла, компенсирующего упругую деформацию заготовки.
При повороте частей башмака 2 и матриц 1 на осях (выступах 4), штыри 11 опор 7 перемещаются по радиусным пазам 12 частей башмака 2, а пружины 10 и 15 сжимаются. Усилия сжатия пружин 10 и 15 являются составляющими частями величины усилия запирающего цилиндрический ручей.
Такая конструкция штампа за счет повышения качества правки позволяет (С низить припуски на механическую обработку трубчатых заготовок примерно на 50%, что способствует в конечном
итоге повышению качества правки.
I
ИГ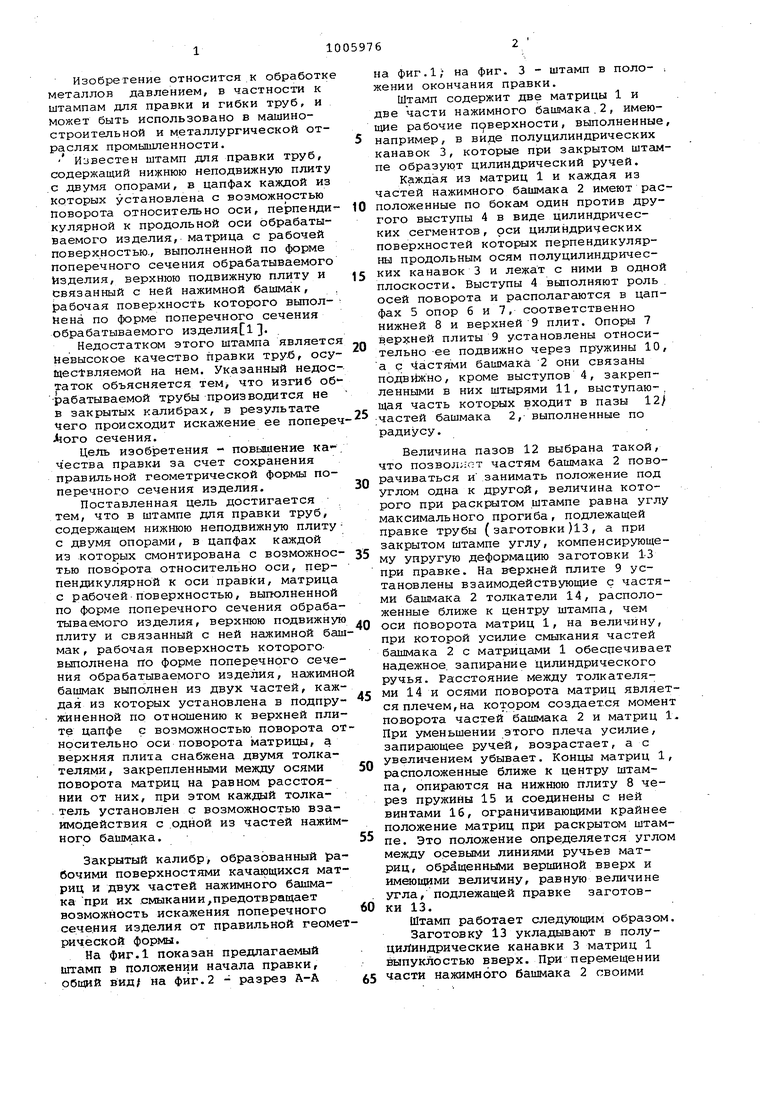
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1989 |
|
SU1708547A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Установка для штамповки изделий | 1987 |
|
SU1459808A1 |
| ПРАВОЧНЫЙ ШТАМП ДЛЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2090294C1 |
| Штамп для гибки профилей типа тавровых балок | 1986 |
|
SU1368065A1 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |
| ПРАВОЧНЫЙ ШТАМП | 2000 |
|
RU2201835C2 |
| ШТАМП ГИБОЧНОЙ МАШИНЫ С ЗАЖИМНЫМ ПРИСПОСОБЛЕНИЕМ ДЛЯ ЗАЖИМА УДЛИНЕННОЙ ДЕТАЛИ, ПОДЛЕЖАЩЕЙ ГИБКЕ | 2005 |
|
RU2299776C2 |
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |
ШТАМП ДЛЯ ПРАВКИ ТРУБ, содержащий нижнюю неподвижную плиту с двумя опорами, в цапфах каждой из котоЕжлх установлена е возможностью/поворота относительно оси, перпендикулярной к оси ijpaBKH, матрица с рабочей поверхностью, выполненной по формэ поперечного сечения обрабатываемого изделия, верхнюю подвижную плиту и связанный с ней нажимной башмак, рабочая- поверхность которого выполнена по форме поперечного сечения обрабатываемого изделия, отличающийся тем, что, с целью повышения качества правки, нажимной башмак выполнен из двух частей, каждая из которых установлена в подпружиненной по отношению к верхней плите цапфе с возможностью поворота относительно оси поворота матрицы, а верхняя плита снабжена двумя толкателями, закрепленньми между осями поворота матриц на равном расстоянии от нигс, при этом кгшдый толкатель установлен с.возможностью взаимодействия с одной из частей § нажимного башмака.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для гибки труб | 1972 |
|
SU585897A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
