Изобретение относится к обработ ке металлов давлением и может быть использовано при получении полых и делий из листа путем изотермическо штамповки газовой средой, преимущественно, в режиме сверхпластичности. . . Известно ус.тройство для изотермической листовой штамповки газово средой, содержащее матрицу, полый прижим и электрические нагреватели 1. Недостатками устройства являютс низкое качество изделий из-за значительной разнотолщинности и сложность оснастки, необходимой для электронагрева заготовки и матрицы Известно устройство для изотерм ческой листовой штамповки газовой средой, содержащее матрицу, размещенный с зазором по отношению к не полый прижим заготовки и нагревате ные горелки. В устрой тве заготовка жестко зажимается в зазо между матрицей и прижимом С2. Недостатками известного устройства являются низкое качество получаемых изделий в виду значительнрй разнотолщинности, поскольку фланец заготовки жестко ьажат при штамповке,а также повышенные энерг затраты на нагрев из-тза постоянног отвода газов из матрицы и прижима. Цель изобретения - повьлшение ка чества: получаемых изделий и сниже:ние энергозатрат. Поставленная цегь достигается тем, что устройство для изотерми. ческой листовой штамповки газовой средой, содержащее матрицу, размеще ный с зазором по отношению к ней полый прижим заготовки и нагревател ные горелки., снабжено обхватывающей прижим :, матрицу обоймой, с внутрен ней стороны которой на уровне прижи ма и зазора между ним и матрицей вы полнена кольцеобразная полость, сообщенная с полостью прижима посредс вом выполненного в нем, по меньшей мере, ОДНОГО канала, горелки установлены в обойме на уровне ее коль.цеобразной полости, причем боковая поверхность прижима герметично контактирует с обоймой, а между матрицей и обоймой имеется гарантированный зазор. На чертеже показано устройство в статике (а) и 1в работе (б). Устройство состоит из обоймы 1, герметично обхватывающей полый, прижим 2. Герметичность сопрягаемых поверхностей обоймы 1 и прижима 2 обеспечивается, например, их посадкой с гарантированным натягом, сваркой или выполнением прижима 2 и обоймы 1 как единое целое. В рбОйме 1 телескопически расположена матрица 3 с возможностью перемеще ия вдоль центральной оси обоймы 1, что обеспечивается гарантированным зазором между боковыми поверхностями обоймы 1 и матрицы 3. В обойме 1 с внутренней стороны на расстоянии от нижнего торца, не превышающем высоту матрицы 3, т.е. на уровне прижима и зазора-Между ним и матрицей выполнена кольцеобразная полость (паз) 4, в боковой части которой, расположены горелки 5 для нагрева и деформирования газовой средой листовой заготовки, В стенкеприжима 2 выполнены кансшы 6 для сообщения полости прижима 2 с полостью 4 обоймы. Матрица 3 установлена на основании 7, В матрице 3 и в основании 7 выполнены отверстия 8 и 9 для удаления газовой среды из полости 4 обойNBJ и полости матрицы 3. Устройство работает следующим образом. Предварительно нагревают др температуры деформации обойму 1 с прижимом 2 и матрицей 3 газовой средой, являющейся продуктом сгорания топлива в горелках 5. Матрицу 3 выводят из обоймы 1, укладывают на нее листовую заготовку 10 и вновь вводят матрицу внутрь обоймы 1 на глубину, равную или превышающую расстояние между полостью 4 и нижним торцом обоймы 1, не допуская при этом жесткий контакт заготовки 10 с прижимом 2. Заготовку 10 нагревают до оптимальной температуры газовой средой, поступающей от горелок 5 через каналы 6 в полость прижима 2 на поверхность заготовки 10, а также воздействующей непосредственна от го релок 5 в торец заготовки 10. Из устройства газы удаляются отчасти через отверстия 8 в матрице 3, так как отсутствует герметичность между ее полостью,полостью прижима 2 и полостью 4, обоймы J,a также чер,ез зазор межДУ обоймой 1 и матрицей 3 в отверстия 9., ррддерживая постбянной тёмпёратуру матрицы 3. Поскольку зазор между матрицей 3 и «обоймой 1 невелик, а между заготовкой 10 и матрицей 3 он еще меньше и определяется только неплоскостностью сопрягаемых поверхностей, в полостях прижима 2 и особенно паза 4 создается избыточное давление газовой среды, воздействующее на плоскую поверхность заготовки 10 и в большей степени на ее торец. . Величина избыточного давления газовой среды оказывается достаточной для деформирования в полость матрицы 3 загот,овки 10 при ее нагре-. ве до оптимальной температуры деформации (температуры сверхпластичности). Вытяжка заготовки 10 сопровождается равномерным утонением, поскольку отсутствует жесткий прижим ее фланца. Торможение деформации фланца силами трения между заготовкой 10 и матрицей 3 с прижимом 2 (при изгибе фланца) компенсируется торцовым подпором заготовки 10 давле нием газовой среды в полости 4, а также перепадом температур вдоль радиуса заготовки 10, обеспечивающим интенсивное утонение фланца вследствие его более быстрого нагрева и некоторого превышения температуры периферии заготовки 10 при изотермическом деформировании по сравнению с температурой нагрева центральных зон. Температуру нагрева устройства и избыточное давление газовой среды регулируют составом и калорийностью топлива, интенсивностью дутья и вели чинами зазоров между матрицей 3 и обоймой 1, прижимом 2 и заготовкой 10, а также размерами отверстий 8 и 9 и каналов 6. Предлагаемое устройство обеспечи вает возможность штамповки изделий равномерной толщины за счет устранения жесткого зажима фланца заготовки, его торцового подпора и создания неравномерного температурного поля по поверхности заготовки при ее деформировании. При этом используется тепло отходящих газов для дополнительного обогрева матрицы. Деформирующее усилие при штамповке перрраспределено путем его увеличения для торцового подпора заготовки при тех же параметрах работы горелок. Ликвидировано непосредственное воздействие пламени горелок на заготовку; утилизируется тепло при вспомогательных операциях, так как его утечки происходят через нижнюю часть; точно поддерживаются изотермические условия штамповки за счет одинакового прогрева прижима и матрицы; улучшены условия труда за счет безопасности эксплуатации устройства, так как оно представляет собой конструкцию закрытого типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для сверхпластической формовки деталей из листовых заготовок | 1988 |
|
SU1606233A1 |
| Устройство для изотермического деформирования | 1983 |
|
SU1140869A1 |
| Устройство для листовой формовки в состоянии сверхпластичности | 1989 |
|
SU1687334A1 |
| Способ изотермической штамповки | 1981 |
|
SU1006015A1 |
| Способ изотермической штамповки | 1985 |
|
SU1355338A1 |
| Устройство для формовки полых деталей из листовых заготовок | 1980 |
|
SU997908A1 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| Устройство для вытяжки и формовки листовых заготовок | 1986 |
|
SU1360854A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
УСТРОЙСТВО ДЛЯ ИЗОТЕРМИЧЕСКОЙ ЛИСТОВОЙ ШТАМПОВКИ ГАЗОВОЙ .СРЕДОЙ, содержащее матрицу, размещ ный с зазором по отношению к ней полый прижим заготовки и нагревательные горелки, о т л и ч а to щ е е с я тем, что, с целью повышения качества получаемых изделий и снижения энергозатрат, оно снабжено обхватывающей прижим и матрицу обоймой, с внутренней стороны которой на уровне прижима и зазора между ним и матрицей выполнена кольцеобразная по- лость, сообщенная с полостью прижима посредством выполненного в нем, по меньшей мере ., одного канала, горелки установлены в обойме на уровне ее кольцеобразной полости, причем боковая поверхность прижима гёрметично контактирует с обоймой, а между матрицей и обоймой имеется гарантированный зазор.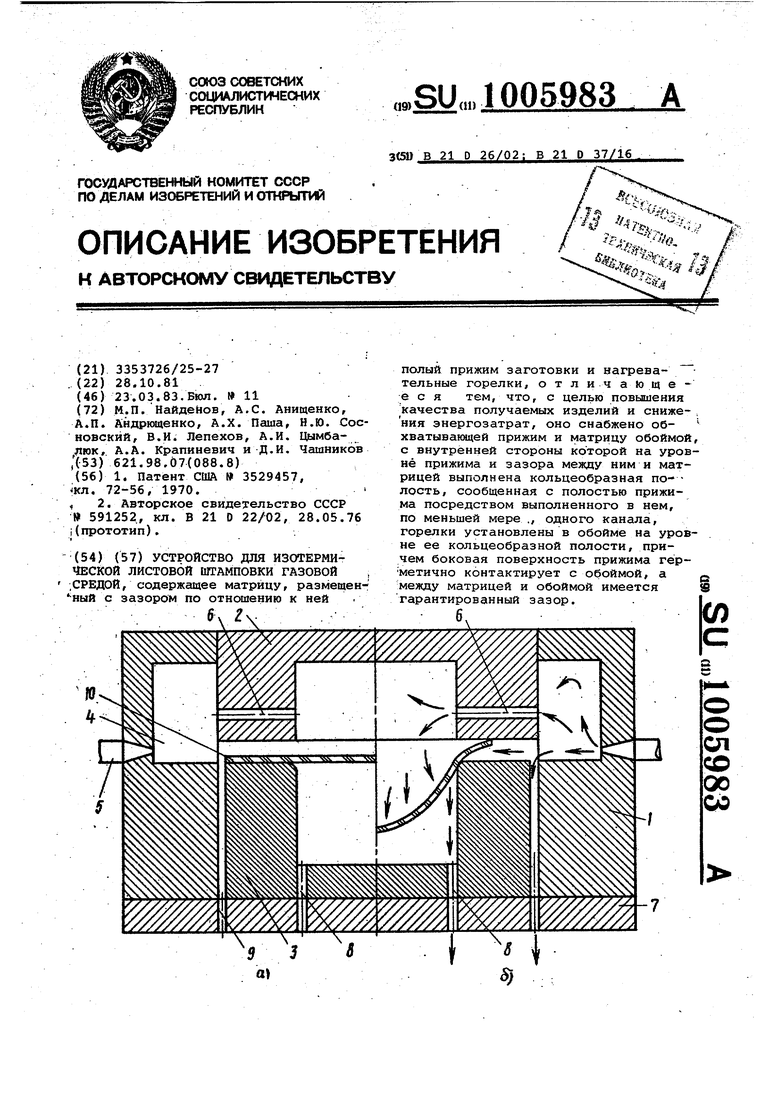
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3529457, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| , 2 | |||
| Гидравлический шлюзовый затвор непрерывного действия | 1940 |
|
SU59125A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| i(прототип). | |||
