Изобретение относится к обработке металлов давлением и может быть использовано при деформировании металлических заготовок в состоянии сверхпластичности.
Целью изобретения является обеспечение автономности работы устройства.
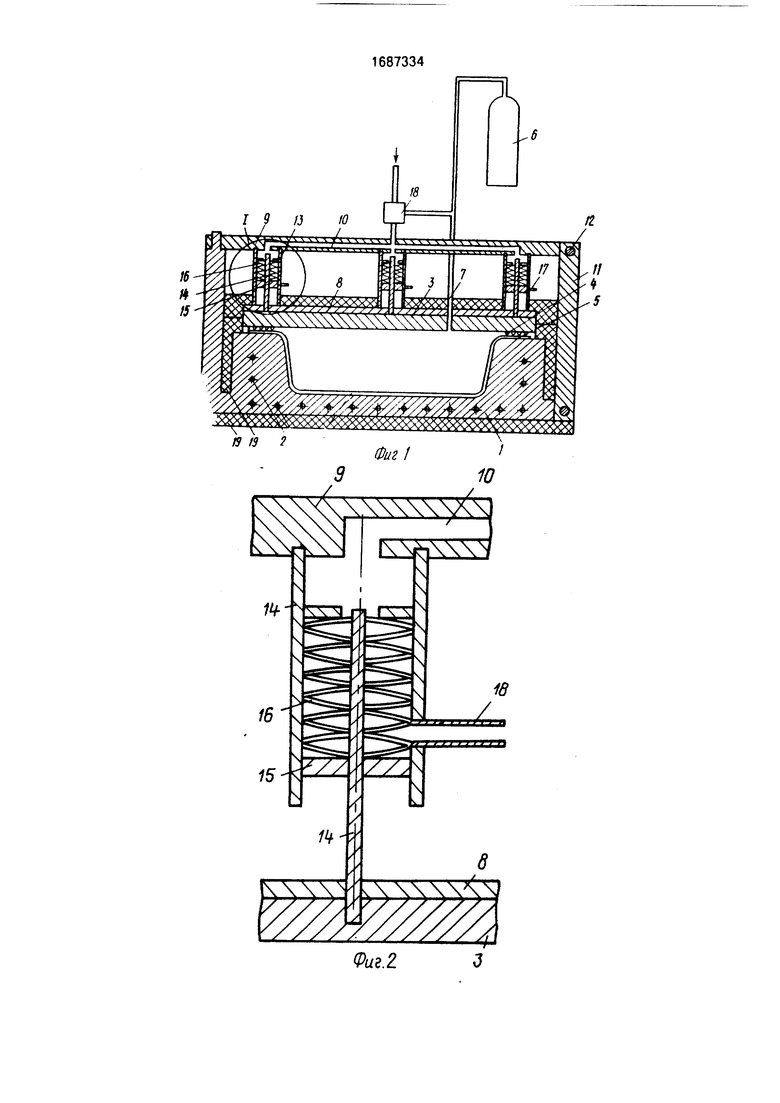
На фиг.1 изображено описываемое устройство, общий вид в разрезе; на фиг.2 - стойка с термобиметаллическими элементами, разрез.
Описываемое устройство содержит изотермический блок в виде матрицы 1 с нагревательными элементами 2. установленную на ней крышку 3 с элементами герметизации 4 в виде выступов и гравюрой 5 по
фланцу, источник 6 рабочего газа, сообщенный с полостью между крышкой и матрицей посредством магистрали 7, Крышка смонтирована на траверсе 8.
Описываемое устройство также содержит плиту 9 с вертикальными и горизонтальными каналами 10 для охлаждающей среды, закрепленную на матрице 1 и установленную над крышкой и траверсой с возможностью поворота относительно матрицы. При этом положение плиты определяется фиксатором 11, шарнирно закрепленным на матрице с возможностью поворота в вертикальной плоскости, и быстросъемным затвором 12.
с
00 VI OJ
GJ
Јь
.Кроме того, устройство содержит средство прижима крышки к матрице, которое выполнено в виде полых стоек 13, закрепленных на плите со стороны траверсы, размещенных в полости стоек вдоль оси штоков 14, закрепленных одним концом на крышке 2, с кольцевыми упорами 15, выполненными диаметром, соответствующим внутреннему диаметру стоек, термобиметаллических элементов в виде пакета сферических шайб 16, размещенных в полости стоек на штоках 12 над кольцевым упором 15. Полости стоек имеют каналы 17 для отвода охлаждающей среды. В устройстве также имеется пневмозатвор 18, установленный в магистрали подачи охлаждающей среды и сообщенный с магистралью подачи рабочей среды. Дл обеспечения изотермических условий крышка и матрица покрыты теплоизоляционным слоем 19.
Описываемое устройство работает следующим образом.
Заготовку из сверхпластического материала укладывают на матрицу 1 и закрывают крышкой 3, поворачивая плиту 9 в горизонтальной плоскости и фиксируя ее положение фиксатором 11 при помощи быстросъемного запора 12.
После нагрева заготовки до оптимальной температуры сверхпластической деформации материала заготовки нагревателями 2 от источника рабочего газа б по трубопроводу 8 под заданным давлением Р подается газ, обеспечивающий формовку детали. Одновременно давление газа вызывает срабатывание пневмозатвора 18, кот- рый прекращает подачу охлаждающей среды в полость стоек 13. Тепло от крышки 3 через шток 14 и стойки 13 посредством теплопередачи подается на термобиметаллические элементы 16, которые нагреваются и, изменяя свою форму, перемещают шток 14 вниз.
Шток 14, опускаясь, перемещает траверсу 8 с крышкой 3 вниз, плотно прижимая крышку к заготовке, производя одновременную штамповку фланца заготовки выполненной по краю крышки гравюрой 5. После окончания формовки и термоупругой штамповки фланца заготовки прекращается подача рабочего газа от источника 6. Падение давления газа в магистрали 7 вызывает срабатывание пневмозатвора 18, который открывает подачу охлаждающей среды в полость стоек 13 через каналы 10. Отвод охлаждающей среды происходит через каналы 17. Термобиметаллические элементы 16 охлаждаются и, изменяя свою форму,
перемещают шток 14 вверх, при этом он поднимает траверсу 8 с крышкой 3.
Кроме того, кольцевой упор 15 подвижного штока 14 при подъеме перекрывает
канал 17 отвода охлаждающей среды, препятствуя ее излишнему расходу. После подъема крышки 3 открывается быстро- съемный запор 12, фиксатор плиты 11 откидывается и плита 9 вместе с крышкой 3
отводится в сторону в горизонтальной плоскости, после чего деталь удаляется.
В случае нагрева термобиметаллических элементов 16 шток 14 опускается, открывая канал отвода охлаждающей среды,
вследствие чего происходит смена охлаждающей среды и охлаждение термобиметаллических элементов 16, что препятствует дальнейшему опусканию крышки 3.
Таким образом, описываемое устройство позволяет осуществить сверхпластическую листовую формовку с одновременной термоупругой штамповкой фланца заготовки и исключить пресс, необходимый для прижима крышки, обеспечивая тем самым
автономность установки.
Формула изобретения Устройство для листовой формовки в состоянии сверхпластичности, содержащее изотермический блок в виде матрицы с нагревательными элементами и крышки со средствами герметизации, закрепленной на траверсе, а также магистраль подачи газовой рабочей среды, сообщенную с полостью между матрицей и крышкой, и средство прижима крышки, отличающееся тем. что, с целью обеспечения автономности работы, оно снабжено магистралью для подачи охлаждающей среды с пневмозатвором, плитой со сквозными каналами и фиксатором ее
рабочего положения с быстросъемным запором, а средство прижима крышки расположено между плитой и траверсой и выполнено в виде цилиндрических полых стоек, штоков с закрепленными на них кольцевыми упорами и термобиметаллических элементов в виде пакета сферических шайб, при этом плита с каналами смонтирована на матрице с возможностью поворота относительно нее, полые стойки закреплены на
плите и сообщены с магистралью подачи охлаждающей среды через каналы в плите и пневмозатвор, штоки коаксиально размещены в каждой из стоек и прикреплены к крышке, термобиметаллические элементы
смонтированы в полости стоек на штоках надхольцевыми упорами, а фиксатор плиты шарнирно закреплен на матрице и связан с плитой быстросъемным запором.
ч
S3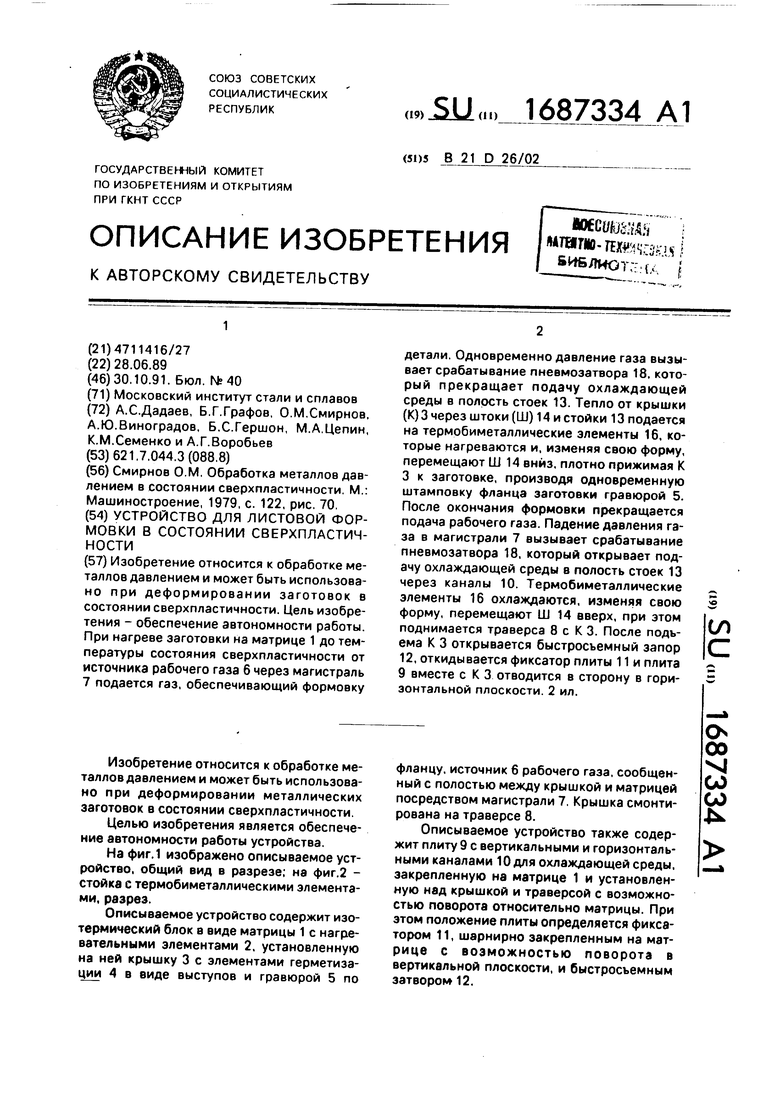

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2049628C1 |
| Штамп для сверхпластической формовки деталей из листовых заготовок | 1988 |
|
SU1606233A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| ФОРМОВКА ЗАГОТОВКИ | 2002 |
|
RU2329112C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2021057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| Устройство для вытяжки и формовки листовых заготовок | 1986 |
|
SU1360854A1 |
| СПОСОБ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2021056C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ТРУБНОЙ ЗАГОТОВКИ ТИТАНОВОГО СПЛАВА В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ В УСТРОЙСТВЕ | 2022 |
|
RU2792249C1 |
| Способ штамповки листовых заготовок в состоянии сверхпластичности | 1977 |
|
SU721178A1 |
Изобретение относится к обработке металлов давлением и может быть использова- но при деформировании заготовок в состоянии сверхпластичности. Цель изобретения - обеспечение автономности работы. При нагреве заготовки на матрице 1 до температуры состояния сверхпластичности от источника рабочего газа 6 через магистраль 7 подается газ, обеспечивающий формовку детали, Одновременно давление газа вызывает срабатывание пневмозатвора 18, который прекращает подачу охлаждающей среды в полость стоек 13. Тепло от крышки (К) 3 через штоки (Ш) 14 и стойки 13 подается на термобиметаллические элементы 16, которые нагреваются и, изменяя свою форму, перемещают Ш 14 вниз, плотно прижимая К 3 к заготовке, производя одновременную штамповку фланца заготовки гравюрой 5. После окончания формовки прекращается подача рабочего газа. Падение давления газа в магистрали 7 вызывает срабатывание пневмозатвора 18, который открывает подачу охлаждающей среды в полость стоек 13 через каналы 10. Термобиметаллические элементы 16 охлаждаются, изменяя свою форму, перемещают Ш 14 вверх, при этом поднимается траверса 8 с К 3. После подъема К 3 открывается быстросъемный запор 12, откидывается фиксатор плиты 11 и плита 9 вместе с К 3 отводится в сторону в горизонтальной плоскости.2 ил. со
| Смирнов О.М | |||
| Обработка металлов давлением в состоянии сверхпластичности, М.: Машиностроение, 1979, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
