положенной со стороны пресса для обработки, ролики расположены один от другого на расстоянии, большем расстояния между роликами другой- час ти рольганга, расположенной со стороны пресса для последующей обработки, установленного наклонно транспор тера для приема деталей из-под рабочей позиции, один конец которого расположен под рольгангом у пресса для обработки, а другой - между частями рольганга, упоров-сбрасывателей, ... арнирно закрепленных над транспортером со стороны пресса для обработки.
2. Линия по п. 1, отличаюаяся тем, что средство удаления отходов и готовых деталей выполнено в виде горизонтально расположенного дополнительного рольганга для приема деталей с рабочей позиции, установленного наклонно дополнительного транспортера для приема дета- лей и отходов из-под рабочей позиции, один конец которого расположен под дополнительным рольгангом у пресса для последующей обработки, а другой - за дополнительным рольгангом.
3. Линия по пп. 1 и 2, о т л ичающаяся тем, что листоподаватель и средство удаления отходов и готовых изделий установлены на колесах. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия штамповки изделий из листовых заготовок | 1984 |
|
SU1234005A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Способ изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами, и линия для его осуществления | 1989 |
|
SU1657270A1 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Установка для штамповки деталей из листовых заготовок | 1979 |
|
SU863099A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
1. ЛИНИЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, содержащгш установленные в технологической последовательности листоподаватель, пресс для обработки, средство межоперационного перемещения деталей и удаления отходов, пресс для последующей обработки и средство удаления отходов и готовых деталей, о тличающаяся тем, что, с целью повышения производительности процесса штамповки и уменьшения производственной площади, средство межоперационного перемещения деталей и удгшения отходов выполнено в виде горизонтально расположенного рольганга для приема деталей и отходов с рабочей позиции, состоящего иа двух (П частей, на одной из которых, расСЛ CO ;o CO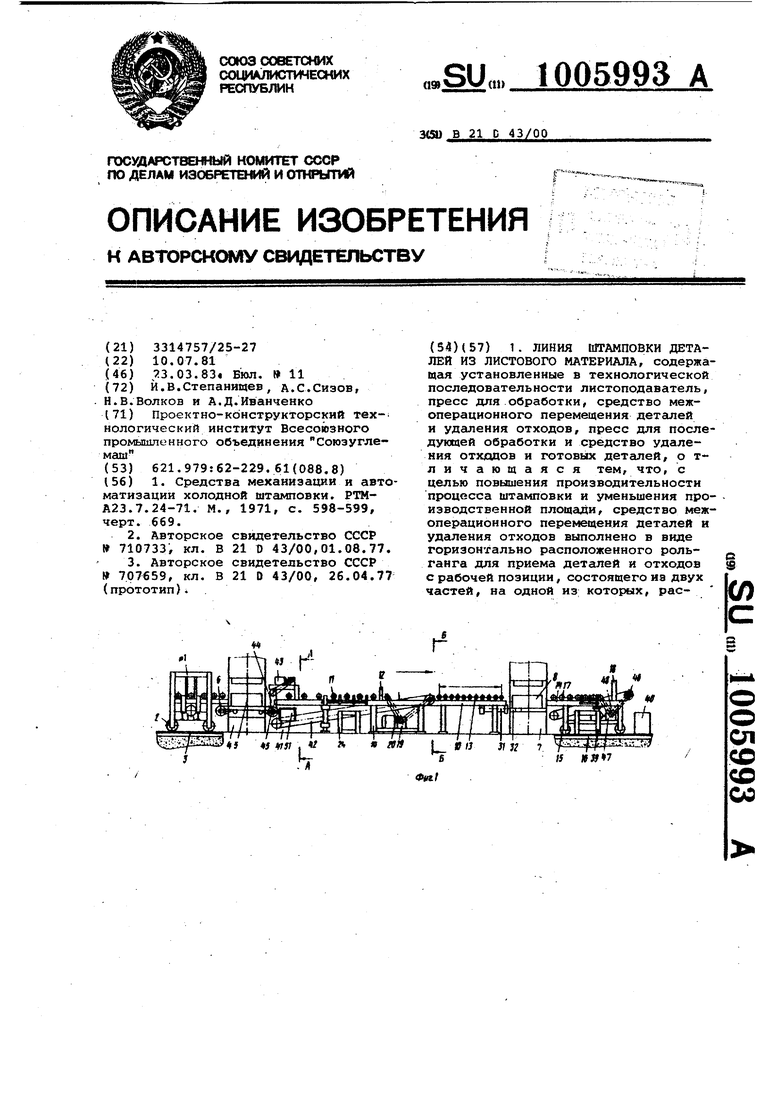
Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей из листового материала.
Известна линия для штамповки деталей из листового материала, содержащая пресс для вырубки заготовок с блоком управления, пресс для дальнейшей обработки заготовок, блоки управления и транспортирующие средства, снабженные блоками управления, механизм накопления заготовок и их переноса, установленный между прессом для вырубки и прессами для дальнейшей обработки Г Недостатком известной линии является низкая производительность.
Известна линия для штамповки деталей из листового материала, содержащая пресс для вырубки заготовок с блоком управления и пресс для дальнейшей обработки заготовок, снабженные блоками управления и связанные транспортируклдими средствами, механизм накопления заготовок и их переноса, установленный между прессом для вырубки и прессами для дальнейшей обработки. Механизм накопления снабжен конечными выключателями, часть которых связана электрической цепью с блоком управления пресса для вырубки, а другая часть связана электрической цепью с блоком управления транспортирующими средствами, последние снабжены также жестко закрепленными на них командоаппаратами связанными электрической цепью с блоками управления прессов для дальнейшей обработки 2.
Наиболее близкой к изобретению по технической сущности и достиз аемому результату является линия штамповки деталей из листового материала, содержащая установленные в технологической последовательности листоподаватель,. пресс для обработки, средство межоперационного перемещения деталей и удаления отходов, прес для последующей обработки, средство удаления отходов и готовых деталей 3.
Недостатками известной линии являются низкая производительность процесса штг мповки и необходимость в большой производственной площади для ее размещения.
Цель изобретения - повышение производительности процесса штамповки и уменьшение производственной площади.
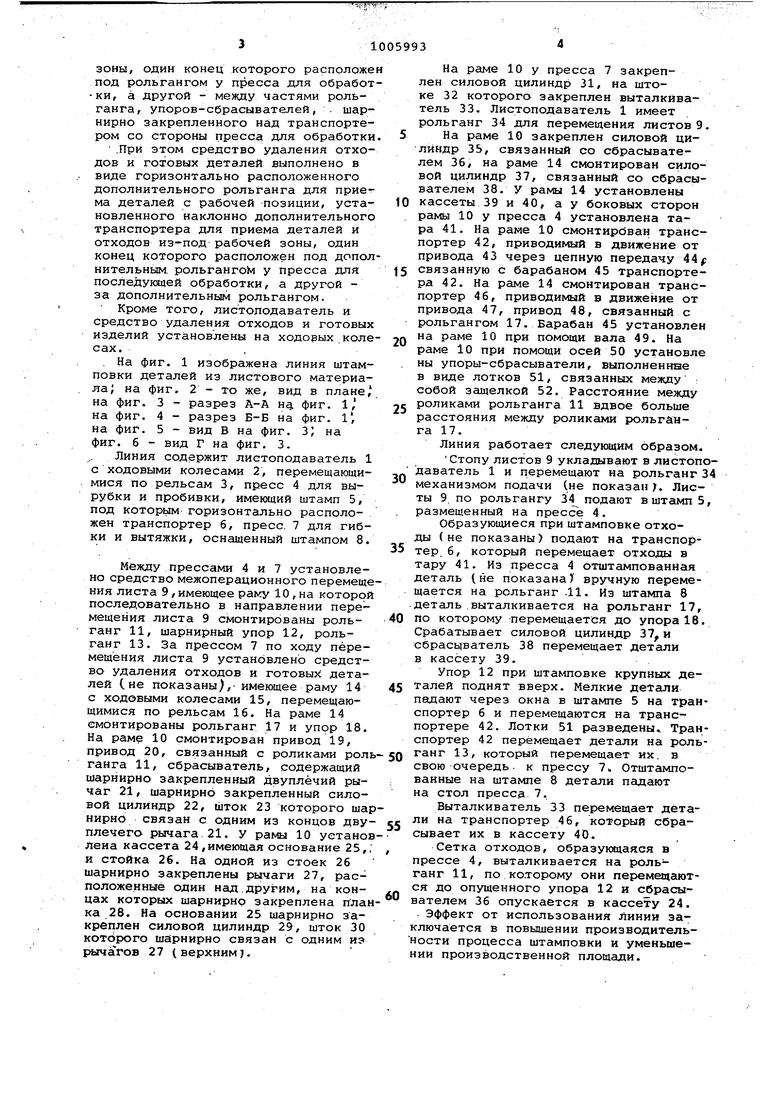
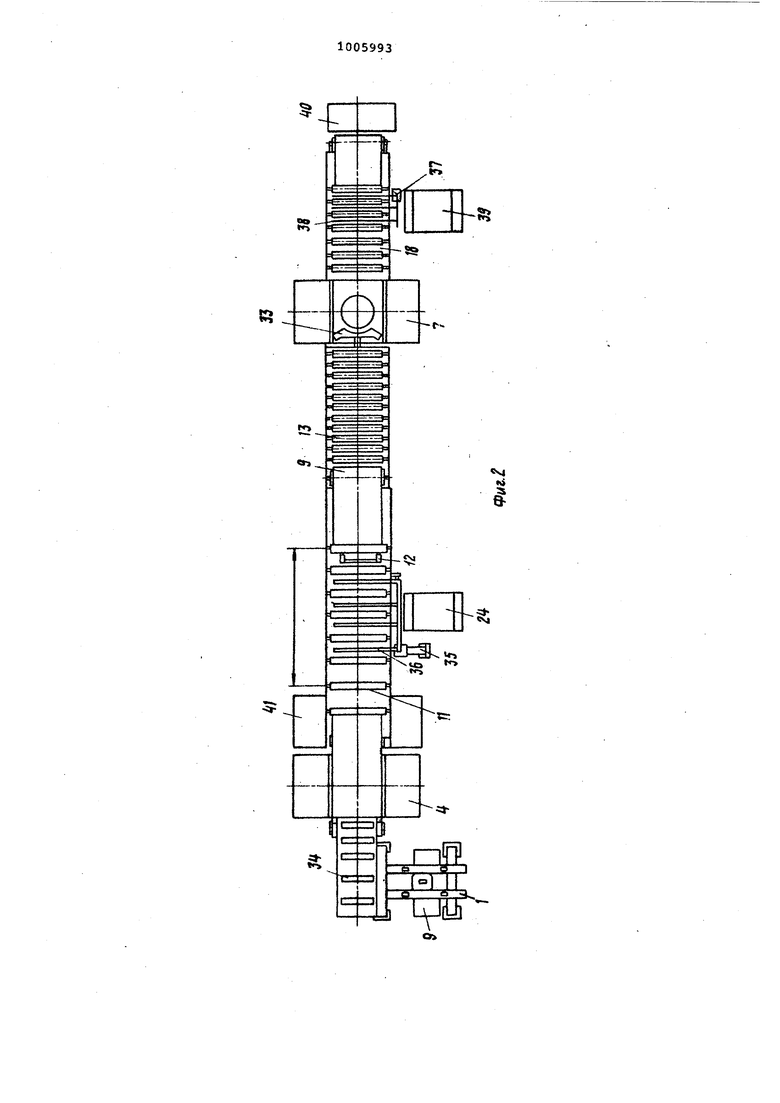
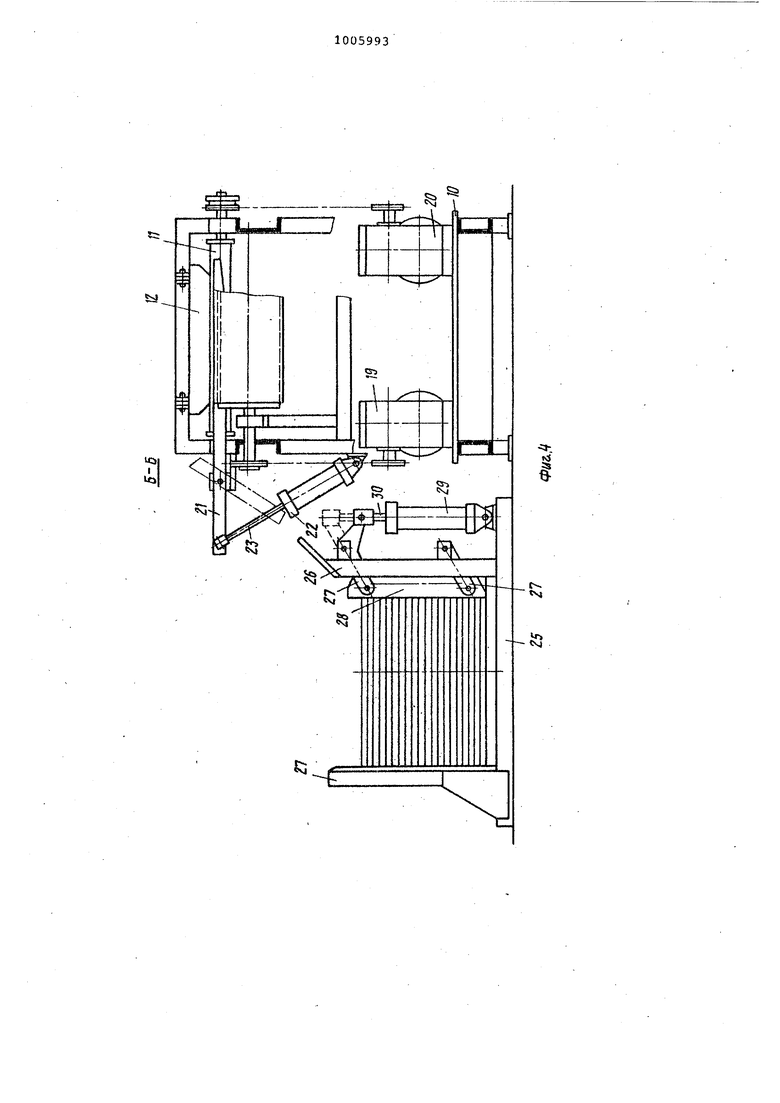
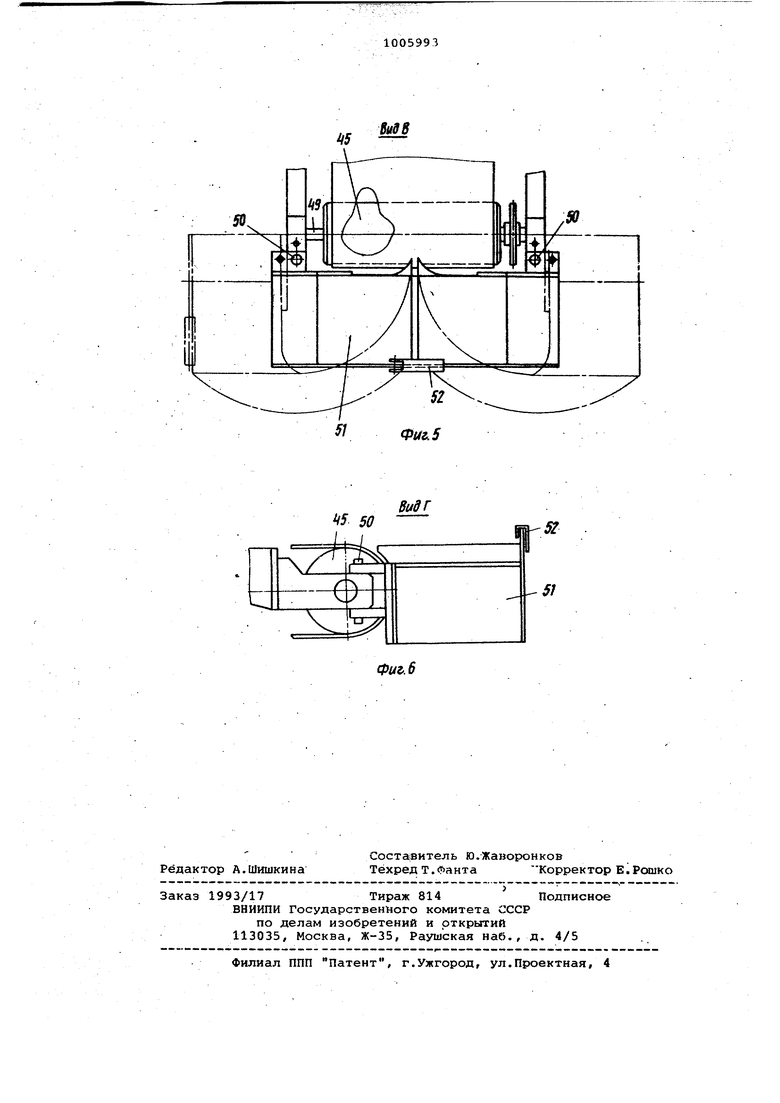
Поставленная цель достигается тем что в линии для штамповки деталей из листового материала, содержащей установленные в технологической последовательности листоподаватель, пресс для обработки, средство межоперационного перемещения деталей и удаления отходов , пресс для последующей обработки, средство удаления отходов и готовых деталей, средство межоперационного.перемещения деталей и удаления отходов выполнено в виде горизонтально расположенного рольганга, для приема деталей и отходов с рабочей позиции, состоящего из двух частей, на одной из которых, расположенной со стороны пресса для обрабоки, ролики расположены один от другого на расстоянии, большем расстояния между роликами другой части рольганга, расположенной со стороны пресса для последукядей обработки, установленного наклонно транспортера для приема деталей из-под рабочей зоны, один конец которого расположе под рольгангом у пресса для обработ ки, а другой - между частями рольганга, упоров-сбрасывателей, . шарнирно закрепленного над транспортером со стороны пресса для обработки При этом средство удаления отходов и готовых деталей выполнено в виде горизонтально расположенного дополнительного рольганга для приема деталей с рабочей позиции, установленного наклонно дополнительного транспортера для приема деталей и отходов из-под рабочей зоны, один конец которого расположен под допол нительным, рольгангом у пресса для последующей обработки, а другой за дополнительным рольгангом. Кроме того, листоподаватель и средство удаления отходов и готовых изделий установлены на ходорых коле сах., , На фиг. 1 изображена линия штамповки деталей из листового материала; на фиг, 2 - то же, вид в плане, на фиг. 3 - разрез А-А Н4 фиг. 1, на фиг. 4 - разрез Б-Б на фиг. 1, на фиг. 5 - вид В на фиг. З; на фиг. 6 - вид Г на фиг. 3. Линия содержит листоподаватель 1 с ходовыми колесами 2, перемещающимися по рельсам 3, пресс 4 для вырубки и пробивки, имеющий штамп 5, под которым горизонтально расположен транспортер 6, пресс. 7 для гибки и вытяжки, оснащенный штампом 8. Между прессами 4 и 7 установлено средство межоперационного перемеще ния листа 9, имеющее раку 10 , на которой последовательно в направлении перемещения листа 9 смонтированы рольганг 11, шарнирный упор 12, рольганг 13. За прессом 7 по ходу перемещения листа 9 установлено средство удаления отходов и готовых деталей Сне показаны),-имеющее раму 14 с ходовыми колесами 15, перемещающимися по рельсам 16. На раме 14 смонтированы рольганг 17 и упор 18. На раме 10 смонтирован привод 19, привод 20, связанный с роликами рол Ганга 11, сбрасыватель, содержащий шарнирно закрепленный двуплечий рычаг 21, шарнирно закрепленный силовой цилиндр 22, шток 23 которого ша нйрно связан с одним из концов дву плечего рычага.21. у рамы 10 устано Лена кассета 24,имеющая основание 25, и стойка 26. На одной из стоек 26 шарнирно закреплены рцчаги 27, расположенные один над.другим, на концах которых шарнирно закреплена пла ка 28. На основании 25 шарнирно закреплен силовой цилиндр 29, шток 30 котЬрого шарнирно связан с одним иэ рычагов 27 (верхним). На раме 10 у пресса 7 закреплен силовой цилиндр 31, на штоке 32 которого закреплен выталкиватель 33. Листоподаватель 1 имеет рольганг 34 для перемещения листов 9. На раме 10 закреплен силовой цилиндр 35, связанный со сбрасывателем 36, на раме 14 смонтирован силовой цилиндр 37, связанный со сбрасывателем 38. У рамы 14 установлены кассеты 39 и 40, а у боковых сторон рамы 10 у пресса 4 установлена тара 41. На раме 10 смонтирЬван транспортер 42, приводимый в движение от привода 43 через цепную передачу 44р связанную с барабаном 45 транспортера 42. На раме 14 смонтирован транспортер 46, приводимый в движение от привода 47, привод 48, связанный с рольгангом 17. Барабан 45 установлен на раме 10 при помощи вала 49. На раме 10 при помощи осей 50 установле ны упоры-сбрасыватели, выполненные в виде лотков 51, связанных между ; собой защелкой 52. Расстояние между роликами рольганга 11 вдвое больше расстояния между роликами рольганга 17. Линия работает следующим образом. Стопу листов 9 укладывают в листоподаватель 1 и перемещают на рольганг 34 механизмом подачи (не показа . Листы 9. по рольгангу 34 подают в штамп 5, размещенный на прессе 4. Образующиеся при штамповке отходы (не показаны) подают на транспортер. 6, который перемещает отходы в тару 41. Из пресса 4 отштампованная деталь (не показана) вручную перемещается на рольганг -11. Из штампа 8 деталь .выталкивается на рольганг 17, по которому перемещается до упора 18. Срабатывает силовой цилиндр 37 и сбрась ватель 38 перемещает детали в кассету 39. Упор 12 при штамповке крупных деталей поднят вверх. Мелкие детали падают через окна в штамгте 5 на транспортер 6 и перемещаются на транспортере 42. Лотки 51 разведены Транспортер 42 перемещает детали на рольганг 13, который перемещает их. в свою очередь. к прессу 7. Отштампованные на штампе 8 детали падают на стол пресса 7. Выталкиватель 33 перемещает детали на транспортер 46, который сбрасывает их в кассету 40. Сетка отходов, образующаяся в прессе 4, выталкивается на рольганг 11, по КО.ТОРОМУ они перемещаются до опущенного упора 12 и сбрасывателем 36 опускается в кассету 24. Эффект от использования линии заключается в повышении производительности процесса штамповки и уменьшении производственной площади.
Ы
51
8iid8
5 50
Вид Г
