41
Ю СП
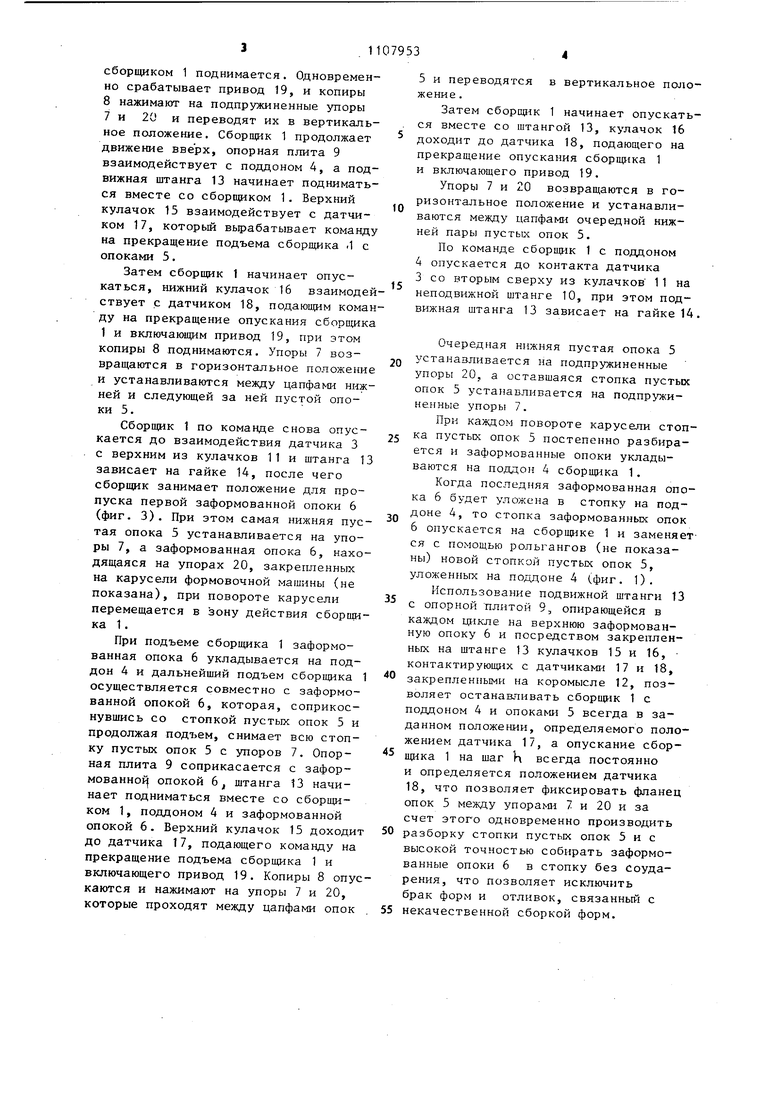
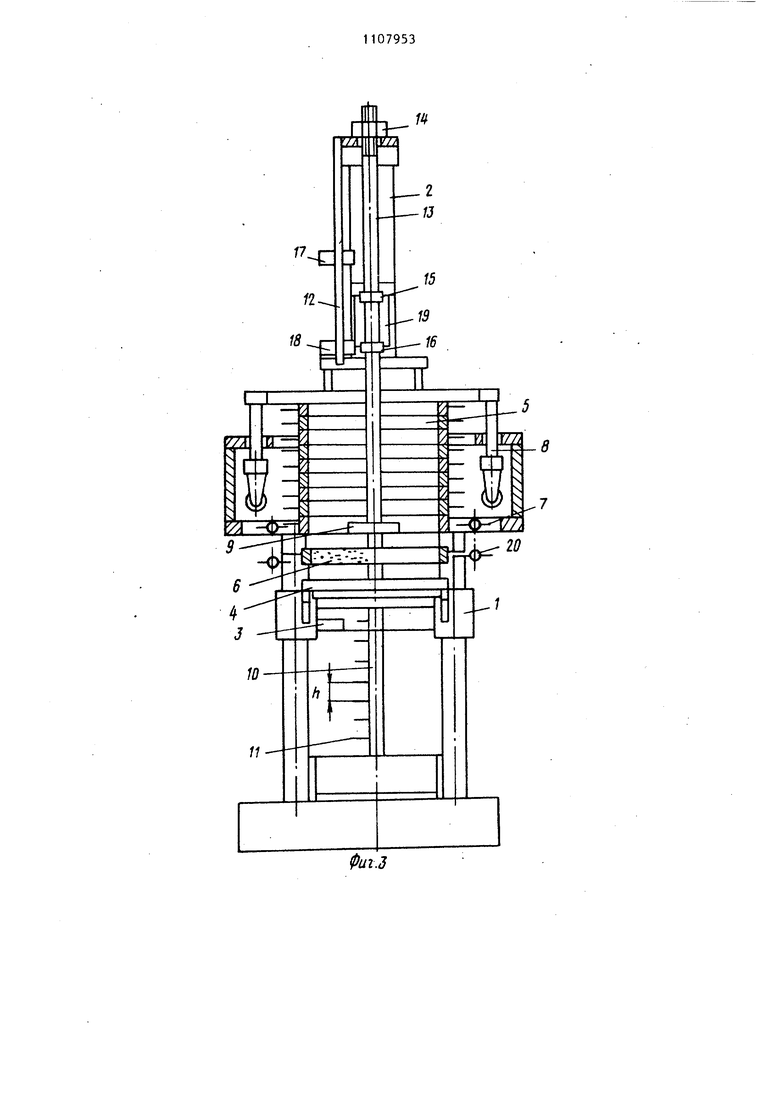
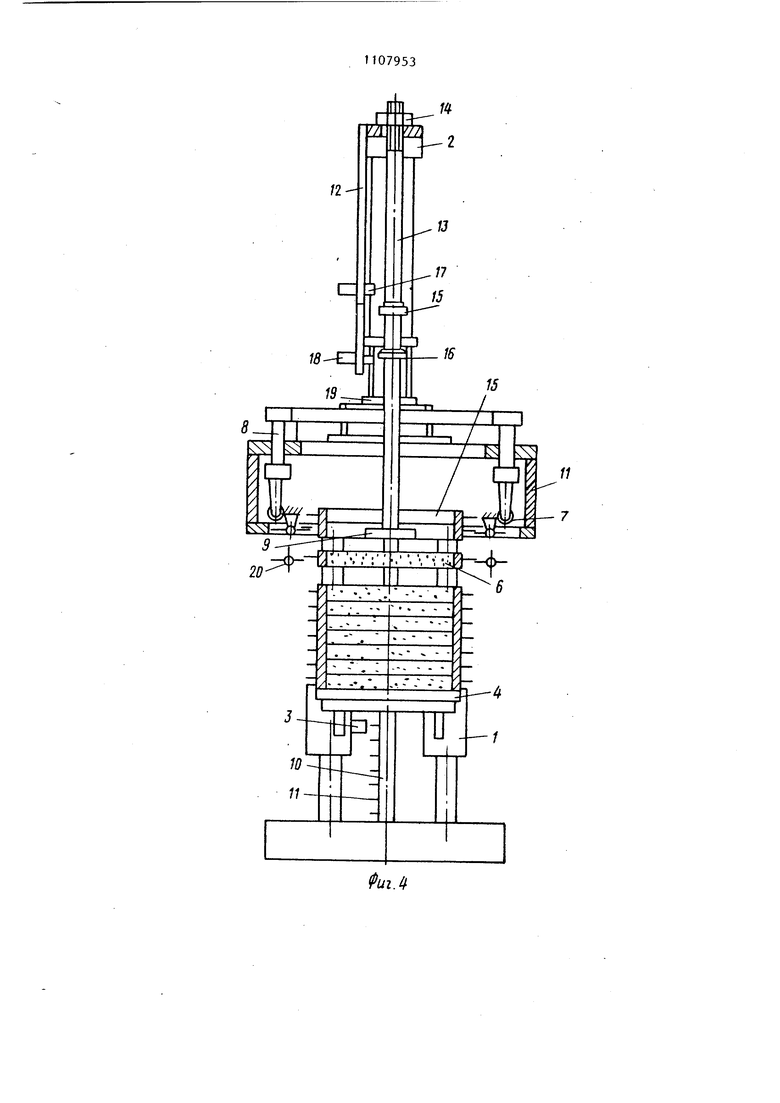
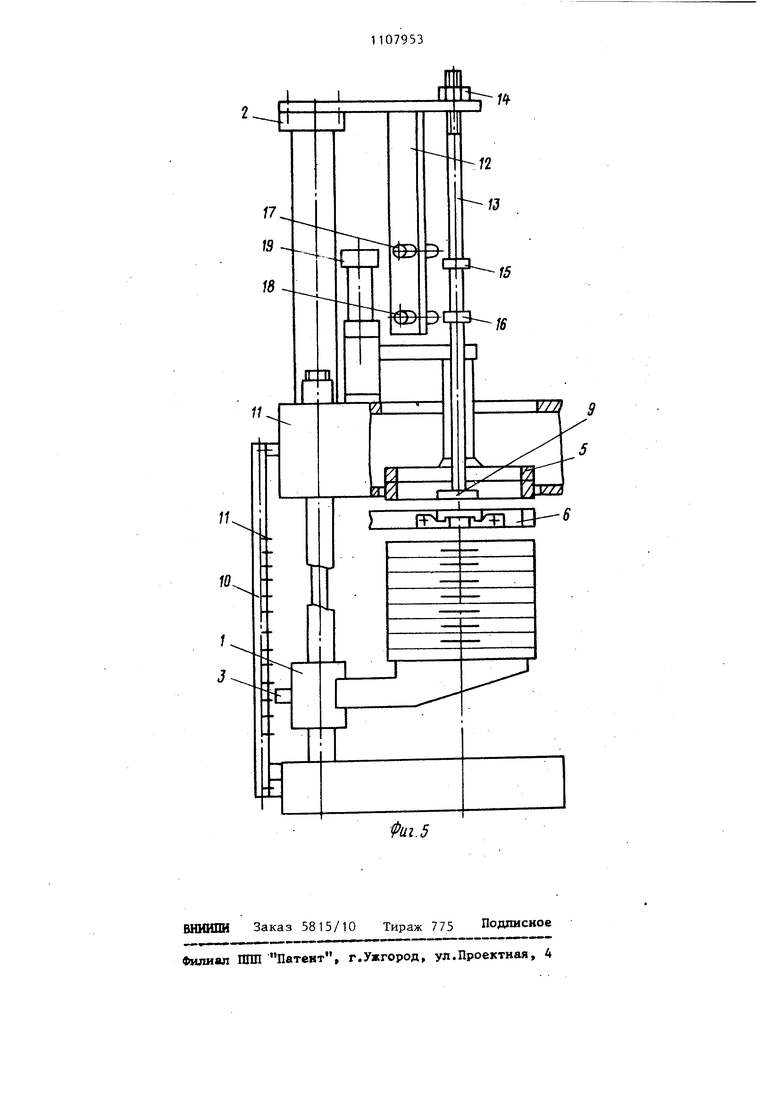
00 Изобретение относится к литейном производству, в частности к устройствам стопочной формовки с разборкой и сборкой форм в вертикальную стопку. Известно устройство для сборки вертикально-стопочных форм, включаю щее перемещающуюся в горт1зонтальной плоскости раму с устанавливаемыми на ней зафорМОванными опоками, механизм вертикального перемещения с захватами для съема заформованньк опок с рамы, движение которого в вертикальной плоскости осуществляется на шаг и определяется конечными выключателями, стол для сборки заформованных опок в вертикальную стопку, перемещающийся вверх и вниз на регулируемую высоту С1. Однако в момент съема заформован ной опоки с рамы последняя начинает перемещаться в момент, когда заформованная опока еще находится на раме. В этом случае рама верхней плоскостью задевает за лад заформованной опоки и может сбивать уплотненный слой земли, тем самым увеличивая осыпаемость форм и при сборке их в стопку сверху может вызвать брак отливок. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для сборки форм в стопку, содержащее сборщик форм, снабженный приводом вертикального перемещения и датчико поддон для установки форм, подпружи ненные упоры, кинематически связанные с приводными копирами, установленными с возможностью вертикальног перемещения, подвижную опорную плит неподвижную штангу с кулачками, ус тановленными с возможностью взаимодействия с датчиком сборщика 2}. Недостаток данного устройства заключается в том, что в результате износа трущихся деталей кулачок может самопроизвольно смещаться по штанге вниз и команда на сборку оче редной формы поступает преждевремен но. Опорная плита начинает вьщавливать форму из камеры до того, как верхняя форма стопки коснется очередной собираемой формы. В результа те между собираемыми формами образуется зазор, превышающий расчетный В этом случае собираемая форма може ложиться на верхнюю форму стопки с ударом, что приводит к повреждению и обвалам форм и является щ ,чиной брака отливок. Цель изобретения - повышение качества сборки форм. Указанная цель достигается тем, что устройство для сборки вертикально-стопочных форм, содержащее сборщик форм с приводом вертикального перемещения и датчиком, поддон для установки форм, подпружиненные упоры, кинематически связанные с приводными копирами, установленными с возможностью вертикального перемещения, подвижную опорную плиту, г-:е1;.од1Л:: л-;у1-с птангу с кулачками, усTLrfObj,i:.4b:;ji С ВОЗМОЖНОСТЬЮ взаимодейс г:с;:,; с датчиком сборщика, снабжено коромыслом, подвижной штангой, установленной в коромысле и связанной с опорной плитой, кулачками, закрепленными на подвижной штанге, и датчиками, смонтированными на коромысле . На фиг. 1 представлено устройство для сборки стопочных форм , исходное положение со стопкой пустых опок; на фиг. 2 - то же, положение со стопкой пустых опок, поднятых в верхнее положение, на фиг. 3 - устройство с первой заформованной опокой, на фиг. 4 - устройство со стопкой заформованных onoKj на фиг. 5 - то, что на фиг. 1, вид сбоку. Установка включает сборщик 1 с приводом вертикального перемещения 2 и датчиком 3, поддон 4 для установки пустых опок 5 и заформованных опок 6, подпружиненные упоры 7, копиры 8, опорную плиту ,9, неподвижную штангу 10 с кулачками 11, коромысло 12, подвижную штангу 13 с гайкой 14, верхним кулачком 15 и нижним кулачком 16, датчики 17 и 18 и привод копиров 19. Кроме того, показаны подпружиненные упоры 20, закрепленные на карусели формовочной машины, не представленной на чертеже. Зстановка работает следуюш 1м образом, В начале цикла сборщик 1 занимает крайнее нижнее положение, подвижная штанга 13 с опорной плитой 9 опущена, копиры 8 подняты, подпружиненные упоры 7 и 20 горизонтальны. После подачи поддона 4 со стопкой пустых опок 5 включается привод 2 и стопка пустых опок 5 вместе со
сборщиком 1 поднимается. Одновременно срабатывает привод 19, и копиры 8 нажимают на подпружиненные упоры 7 и 20 и переводят их в вертикальное положение. Сборщик 1 продолжает движение вверх, опорная плита 9 взаимодействует с поддоном 4, а подвижная штанга 13 начинает подниматься вместе со сборщиком 1. Верхний кулачок 15 взаимодействует с датчиком 17, который вырабатывает команду на прекращение подъема сборщика .1 с опоками 5.
Затем сборщик 1 начинает опускаться, нижний кулачок 16 взаимодействует с датчиком 18, подающим команду на прекращение опускания сборщика 1 и включающим привод 19, при этом копиры 8 поднимаются. Упоры 7 возвращаются в горизонтальное положение и устанавливаются между цапфами нижней и следующей за ней пустой опоки 3.
Сборщик 1 по команде снова опускается до взаимодействия датчика 3 с верхним из кулачков 11 и штанга 13 зависает на гайке 14, после чего сборщик занимает положение для пропуска первой заформованной опоки 6 (фиг. 3). При этом самая нижняя пустая опока 5 устанавливается на упоры 7, а заформованная опока 6, находящаяся на упорах 20, закрепленных на карусели формовочной машины (не показана), при повороте карусели перемещается в зону действия сборщика 1.
При подъеме сборщика 1 заформованная опока 6 укладывается на поддон 4 и дальнейший подъем сборщика 1 осуществляется совместно с заформованной опокой 6, которая, соприкоснувщись со стопкой пустых опок 5 и продолжая подъем, снимает всю стопку пустых опок 5 с упоров 7. Опорная плита 9 соприкасается с заформованно опокой 6 щтанга 13 начинает подниматься вместе со сборщиком 1, поддоном 4 и заформованной опокой 6. Верхний кулачок 15 доходит до датчика 17, подающего команду на прекращение подъема сборщика 1 и включающего привод 19. Копиры 8 опускаются и нажимают на упоры 7 и 20, которые проходят между цапфами опок
5 и переводятся в вертикальное положение.
Затем сборщ 1к 1 начинает опускаться вместе со штангой 13, кулачок 16 доходит до датчика 18, подающего на прекращение опускания сборщика 1 и включающего привод 19.
Упоры 7 и 20 возвращаются в горизонтальное положение и устанавливаются между цапфами очередной нижней пары пустых опок 5.
По команде сборщик 1 с поддоном 4 опускается до контакта датчика 3 со вторым сверху из кулачков 1 1 на неподвижной штанге 10, при этом подвижная штанга 13 зависает на гайке 14.
Очередная нижняя пустая опока 5
устанавливается на подпружиненные
упоры 20, а оставшаяся стопка пустых опок 5 устанавливается на подпружиненные упоры 7.
При каждом повороте карусепи стопка пустых опок 5 постепенно разбирается и заформованные опоки укладываются на поддон 4 сборщика 1.
Когда последняя заформованная опока 6 будет уложена в стопку на поддоне 4, то стопка заформованных опок 6 опускается на сборщике 1 и заменяется с помощью рольгангов (не показаны) новой стопкой пустых опок 5, уложенных на поддоне 4 (фиг. 1).
Использование подвижной штанги 13 с опорной плитой 9., опирающейся в каждом цикле на верхнюю заформованную опоку 6 и посредством закрепленных на щтанге 13 кулачков 15 и 16, контактируюш 1х с датчиками 17 и 18,
закрепленными на коромысле 12, позволяет останавливать сборщик 1 с поддоном 4 и опоками 5 всегда в заданном положении, определяемого положением датчика 17, а опускание сборщика 1 на шаг Ь всегда постоянно и определяется положением датчика 18, что позволяет фиксировать фланец опок 5 между упорами 7 и 20 и за счет этого одновременно производить
разборку стопки пустых опок 5 и с высокой точностью собирать заформованные опоки 6 в стопку без соударения, что позволяет исключить брак форм и отливок, связанный с некачественной сборкой форм.
(.t
cfiue.i
11
11
YZ3 9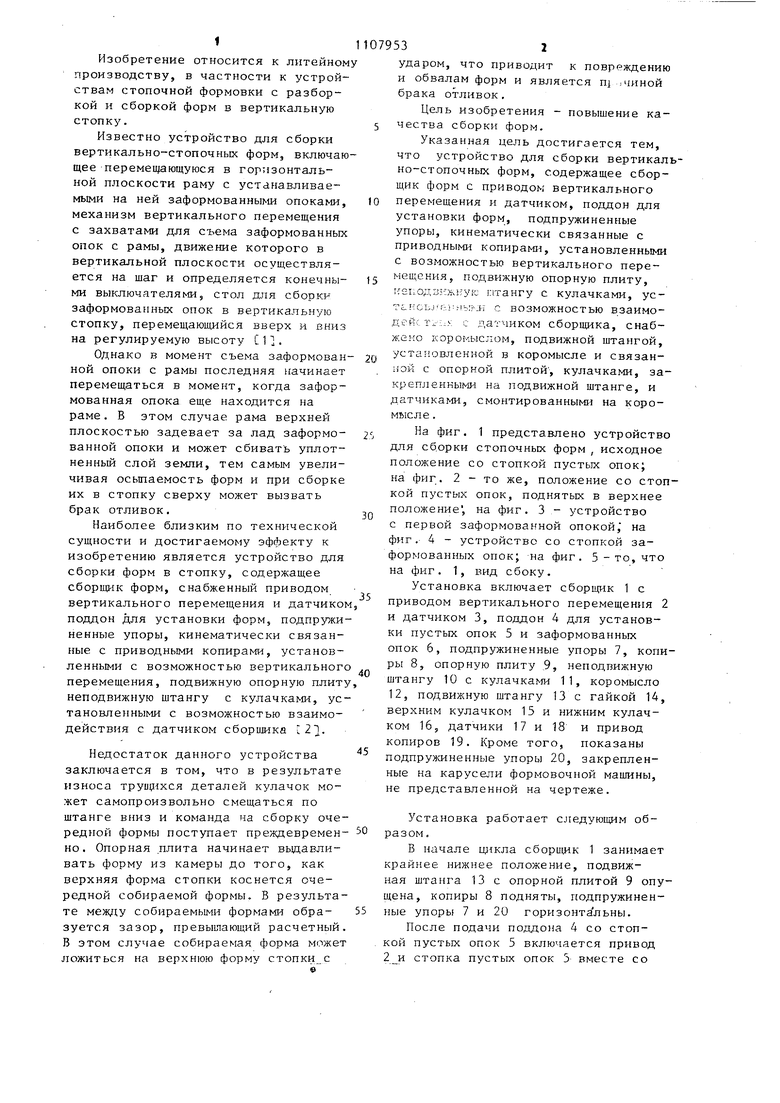
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для стопочной формовки | 1981 |
|
SU1006041A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ОПОК В ВЕРТИКАЛЬНОЙ СТОПКЕ | 1992 |
|
RU2060856C1 |
| Установка для стопочной формовки | 1979 |
|
SU850271A1 |
| АВТОМАТ ДЛЯ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU384284A1 |
| Съемно-сборочное устройство карусельного типа к формовочным машинам | 1958 |
|
SU117354A1 |
| АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU388828A1 |
| Установка для выбивки стопочных форм | 1982 |
|
SU1072993A1 |
| Агрегат безопочной горизонтально-стопочной формовки,сборки и простановки стержней | 1983 |
|
SU1125089A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ ВЕРТИКАЛЬНО-СТОРОЧНЫХ ФОРМ, содержащее сборщик форм с приводом вертикального перемещения и датчиком, поддон для установки форм, подпружиненные упоры, кинематически связанные с приводными копирами, установленными с возможностью вертикального перемещения, подвижную опорную плиту, неподвижную штангу с кулачками, установленными с возможностью взаимодействия с датчиком сборщика, отличающееся тем, что, с целью повьшения качества сборки форм, оно снабжено коромыслом, подвижной штангой, установленной в коромысле и связанной с опорной плитой, 9 кулачками, закрепленными на подвижной штанге, и датчиками, смонтированными на коромысле.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство сборки безопочныхфОРМ | 1979 |
|
SU810363A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
