7 If |5V
. -I / Z/ /, , :а-
37
39
ф, о ел со
. /
Изобретение относится к литейному производству, преимущественно к конструкциям автоматических формовочных машин для изготовления разовых песчаных форм.
Цель изобретения - повышение надежности работы машины и качества полуформ.
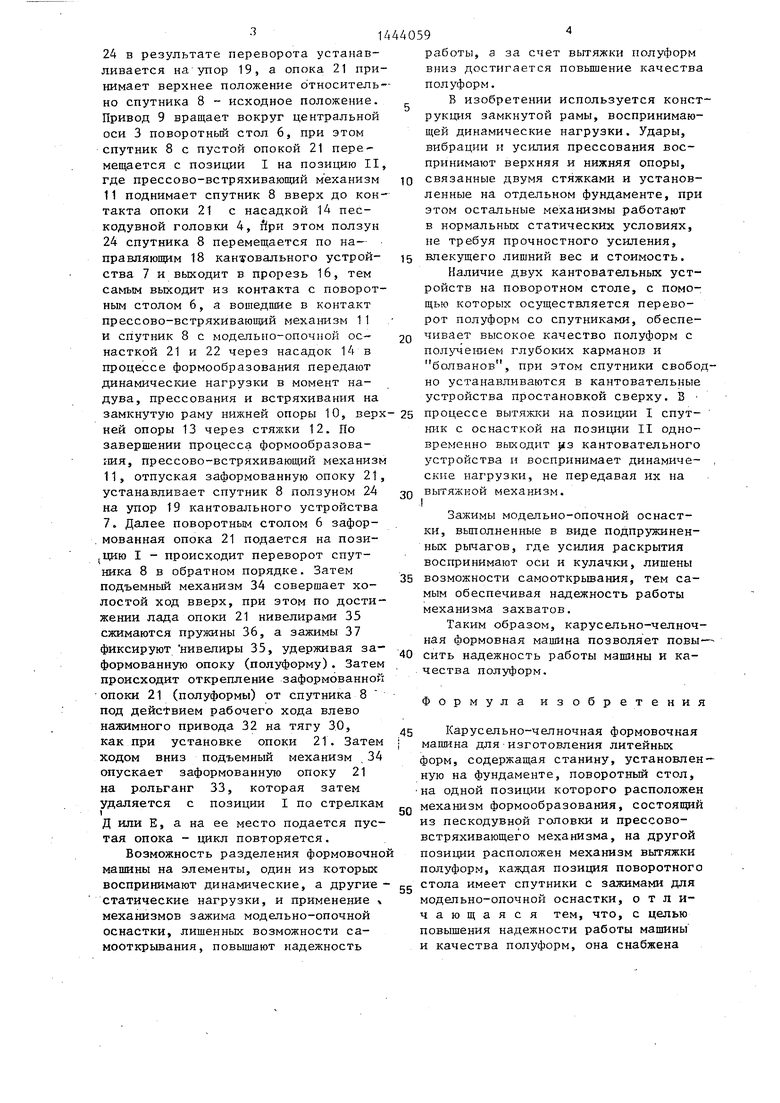
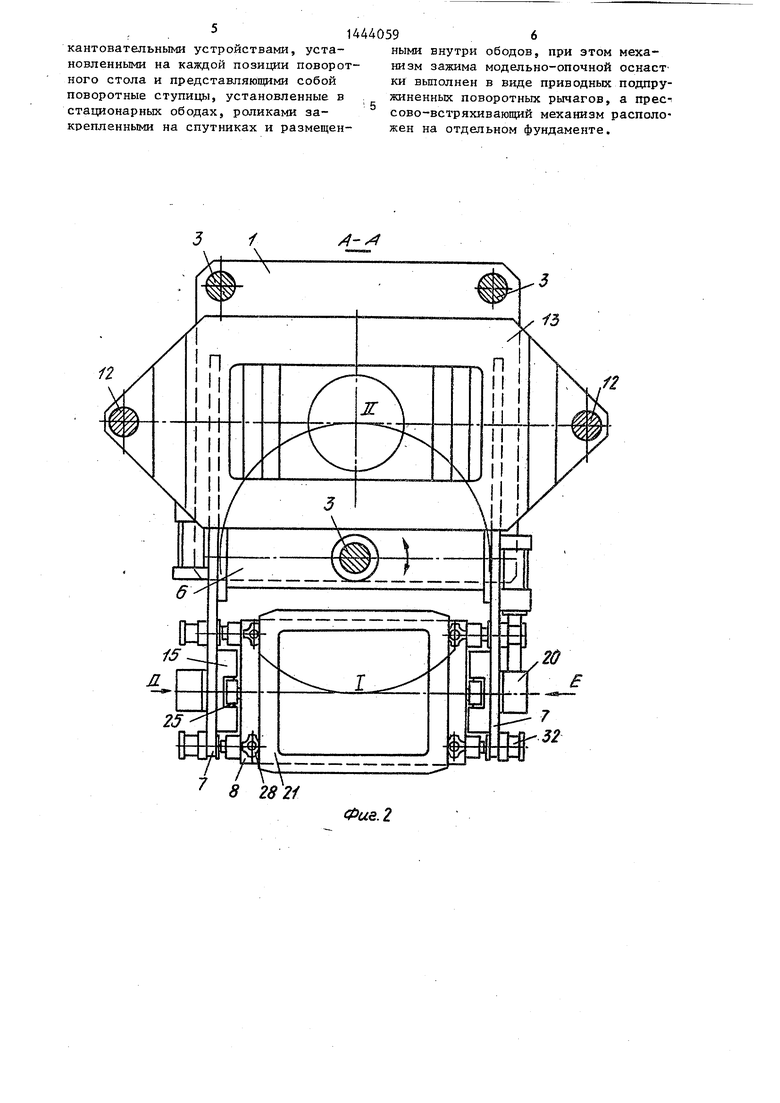
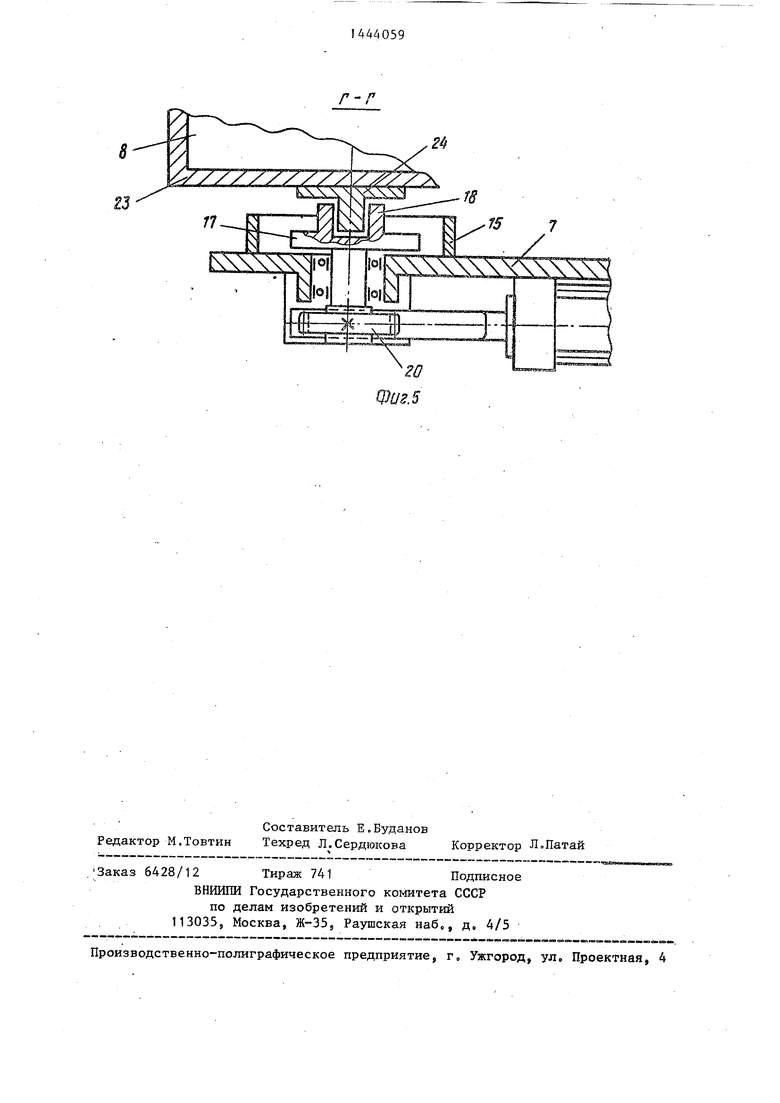
На фиг,1 изображена предлагаемая машина,, общий вид; на фиг,2 - разрез А-А на фиг.1| на фиг.З - разрез Б-Б на фиг„1; на фиг.4 - механизм зажима модельно-опочной оснастки, разрез В-В на фиг.1.; на фиг.5 - кантова- тельное устройство, разрез Г-Г на фиг.1.
Карз -сельно-челночная формовочная машина состоит из станины 1, содержащей траверсу 2, установленную на трех колоннах 3, с пескодувной головкой 4 и механизм 5 вытяжки На центральной колонне 3 смонтирован поворотный стол 6. Последний включает в себя два кантовательньк уст- ройства 7 и два свободно установленных в них спутника 8. Поворотный стол 6 имеет привод поворота 9 Внутри станины 1 установлена нижняя опо ра 10, вютючающая прессово-встряхи- вающий механизм 11, и две стяжки 12, соединяющие с опорой 10 верхнюю опору 13, содержащую насадок 14 и контактнрующ:5Ьо с пескодувной головкой 4, при этом нижняя опора 10, стяжки 12 и верхняя олора 13 состав ляют замкнутую раму, установленную на отдельньй фундамент . . .
Кантовательное устройство 7 выполнено в виде балки и содержит стаиЕНонарные обода 15 с прорезями 165 поворотные ступицы 17, содержащие обращенные к спутнику 8 направляющие 18J а между ними в нижней Огасти ступицы. 17 расположен клино - видньй упор 19, на .которьй устанавливается спутник 8, а другой конец ступицы 17 связан с приводом 20.
Спутник 8 содержит опоку 21, установленную на модеяьно-стульную шшту 22, и состоит из рамы 23, содержащей ползун 24, установленньй на 19 в направляющие 18 канто- вательного устройства 7, и ролик 25J обкатывающийся по внутренней поверхности обода 14 кантовательного устройства 7 при повороте спутника 8 «
Q
Q 5
0
5
На раме 23 спутника 8 смонтирован механизм зажима модельно-опочной. оснастки, состоящий из откидных рычагов 26 с осью вращения 27, за крепленной на раме 23, причем верхний конец рычага 26 снабжен кулач- ком 28, а противоположный конец рычага 26 через ось 29 связан с тягой 30, конец которой через пружину 31 контактирует с рамой 23, при этом в продолжении оси тяги 30 с некоторым зазором расположен нажимной привод 32, установленный на кантова- тельном устройстве 7.
Механизм вытяжки полуфо рм 5 рас - положен на позиции 1, .закреплен на боковой стенке станины 1 под канто- вательным устройством 7, и включает рольганг 33, подъемный механизм 34, на штоке которого расположены ни-- велиры 35, установленные на пружинах 36 и оснащенные зажимами 37.
Каруселько-челночная формовочная машина р аботает следующим образом. . . На позицию I подается пустая опока по страчке Д или Б. Подъемный мехагшзм 34 ходом вверх снимает с
рольганга 33 опоку 21 и соединяет ее с модельно-стульной плитой 22, которая после предЬсдущей операции расположена вниз модельной частью. При этом под действием рабочего хода влево нажимным приводом 32 через тягу 30 рычаг 26 сжимает пружину 31, : отводит кулачок 28 вправо и тем са- ; мым дает возможйося-ь установить .опоку 21. При обратном ходе нажимного : привода 32 освобождается п зужина 31, которая одним торцом упирае тся , в раму .23, а другим - в буртик тяги 30, н под действием упругих сил пружины 31 поворачивается рычаг 26 вокруг оси 27, при этом хсулачок 28 об- спечиваёт прижатие опоки 21 к спутнику 8 через модельно-стульную плиту 22 о Затем подъемный механизм 34 совершает холостой ход и тем самьм дает возможность для переворота спутника 8 в рабочее (исходное) положение. При этом привод 20 производит вращение ступицы 17, а направляющие 18 передают вращательное движение ползуну 24, в результате чего ролик 25 обкатьшается на 180 по внутренней поверхности обода 15, где в конце поворота ступица 17 занимает верхнее положение против прорези 16 обода 15, при этом ползун
24 в результате переворота устанавливается на упор 19, а опока 21 принимает верхнее положение относительно спутника 8 исходное положение. Привод 9 вращает вокруг центральной оси 3 поворотный стол. 6, при этом спутник 8 с пустой опокой 21 перемещается с позиции I на позицию II где прессово-встряхивающий механизм 11 поднимает спутник 8 вверх до контакта опоки 21 с насадкой 14 пескодувной головки 4, Ари этом ползун 24 спутника 8 перемещается по направляющим 18 кантовального устрой- ства 7 и выходит в прорезь 16, тем самым выходит из контакта с поворотным столом 6, а вошедшие в контакт прессово-встряхивагоищй механизм 11 и спутник 8 с модельно-опочной ос- насткой 21 и 22 через насадок 14 в процессе формообразования передают динамические нагрузки в момент надува, прессования и встряхивания на замкнутую раму нижней опоры 10, верх ней опоры 13 через стяжки 12. По завершении процесса формообразова- :-ия, прессово-встряхивающий механизм 11, отпуская заформованную опоку 21, устанавливает спутник 8 ползуном 24 на упор 19 кантовального устройства 7. Далее поворотным столом 6 зафор- . мованная опока 21 подается на пози- (Цию I - происходит переворот спутника 8 в обратном порядке. Затем подъемный механизм 34 совершает холостой ход вверх, при этом по достижении лада опоки 21 нивелирами 35 сжимаются пружины 36, а зажимы 37 фиксируют нивелиры 35, удерживая заформованную опоку (полуформу). Затем происходит открепление заформованной опоки 21 (полуформы) от спутника 8 под действием рабочего хода влево нажимного привода 32 на тягу 30, как при установке опоки 21. Затем ходом вниз подъемный механизм . 34 опускает заформованную опоку 21 на рольганг 33, которая затем
удаляется с позиции I по стрелкам 1
Д или Е, а на ее место подается пустая опока цикл повторяется.
Возможность разделения формовочно машины на элементы, один из которых воспринимают динамические, а другие - статические нагрузки, и применение механизмов зажима модельно-опочной оснастки, лишенных возможности са- мооткрьшания, повышают надежность
ю 15 0 25
0
5
0
рукция замкнутой щей динамические
работы, а за счет вытяжки полуформ вниз достигается повьш ение качества полуформ.
В изобретении используется конст- рамы, воспринимаю- нагрузки. Удары, вибрации и усилия прессования воспринимают верхняя и нижняя опоры, связанные двумя стяжками и установленные на отдельном фундаменте, при этом остальные механизмы работают в нормальных статических условиях, не требуя прочностного усиления, влекущего лишний вес и стоимость.
Наличие двух кантовательных устройств на поворотном столе, с помощью которых осуществляется переворот полуформ со спутниками, обеспечивает высокое качество полуформ с получением глубоких карманов и богшанов, при этом спутники свободно устанавливаются в кантовательные устройства простановкой сверху. В процессе вытяжки на позиции I спут- ник с оснасткой на пoзицIiи II одновременно выходит }i3 кантовательного устройства и воспринимает динамиче- , ские нагрузки, не передавая их на
вытяжной механизм. .1
Зажимы модельно-опочной оснастки, выполненные в виде подпружиненных рычагов, где усилия раскрытия восгфинимают оси и кулачки, лишены возможности самооткрьшания, тем самым обеспечивая надежность работы механизма захватов.
Таким образом, карусельно-челноч- ная формовная машина позволяет повы- сить надежность работы машины и качества полуформ.
Формула изобретения
ю 15 20 25
45
Карусельно-челночная формовочная i машина для-изготовления литейных
форм, содержащая станину, установленную на фундаменте, поворотный стол, на одной позиции которого расположен CQ механизм формообразования, состоящий из пескодувной головки и прессово- встряхивающего механизма, на другой позиции расположен механизм вытяжки полуформ, каждая позиция поворотного стола имеет спутники с зажимами для модельно-опочной оснастки, отличающаяся тем, что, с целью повышения надежности работы машины и качества полуформ, она снабжена
55
кантовательными устройствами, установленными на каждой позиции поворотного стола и представляющими собой поворотные ступицы, установленные в стационарных ободах, роликами закрепленными на спутниках и размещенными внутри ободов, при этом механизм зажима модельно-опочной оснаст ки вьшолнен в виде приводных подпружиненных поворотных рычагов, а пресп сово-встряхявающий механизм расположен на отдельном фундаменте.
| название | год | авторы | номер документа |
|---|---|---|---|
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Машина для уплотнения литейных полуформ | 1990 |
|
SU1748920A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |
| Прессово-встряхивающая формовочная машина | 1982 |
|
SU1090489A1 |
| Машина для изготовления безопочных форм | 1984 |
|
SU1232359A1 |
| Формовочная установка | 1979 |
|
SU954147A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
Изобретение относится к литейному производству, преимущественно к изготовлению разовых песчаньгх форм на карусельных формовочных автоматах. Целью изобретения является повышение надежности работы машины и качества полуформ. Машина имеет станину 1, содержащую траверсу 2, установленную на трех колоннах 3, с пескодувной головкой 4, механизм вытяжки 5. На центральной колонне 3 смонтирован поворотный стол 6. Последний включает в себя два кантовальных устройства 7 и два свободно установленных в них спутника 8. Поворотный стол 6 имеет привод 9 поворота. Наличие кантовательных устройств на поворотном столе, с помощью которых осуществляется переворот, полуформ со спутниками, обе-- спечивает высокое качество форм с возможностью получения глубоких карманов и болванов, при этом спутни- ки свободно устанавливаются в кан- товательные устройства сверху. Выход спутника с оснасткой на одной позиции происходит одновременно с вы тяжкой на другой позиции. 5 ип. i С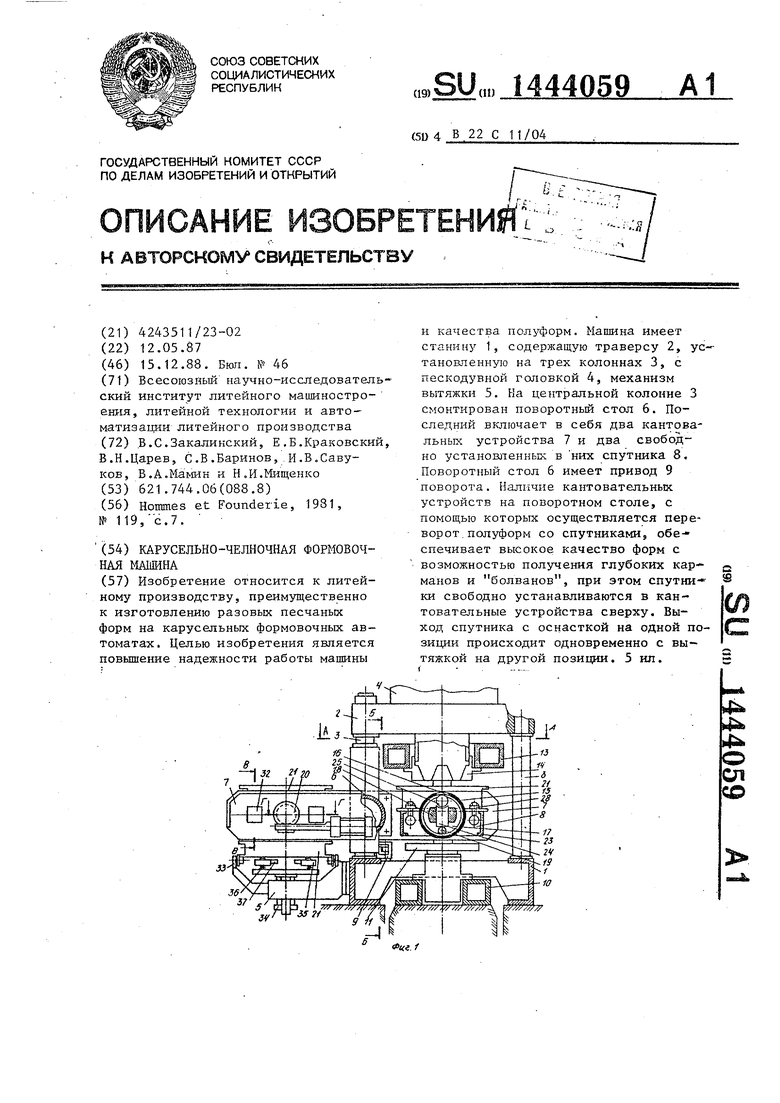
i2
Фие.2
(. 5
а- в
- /у
г
| Hommes et Founderie, 1981, № 119,с.7 |
