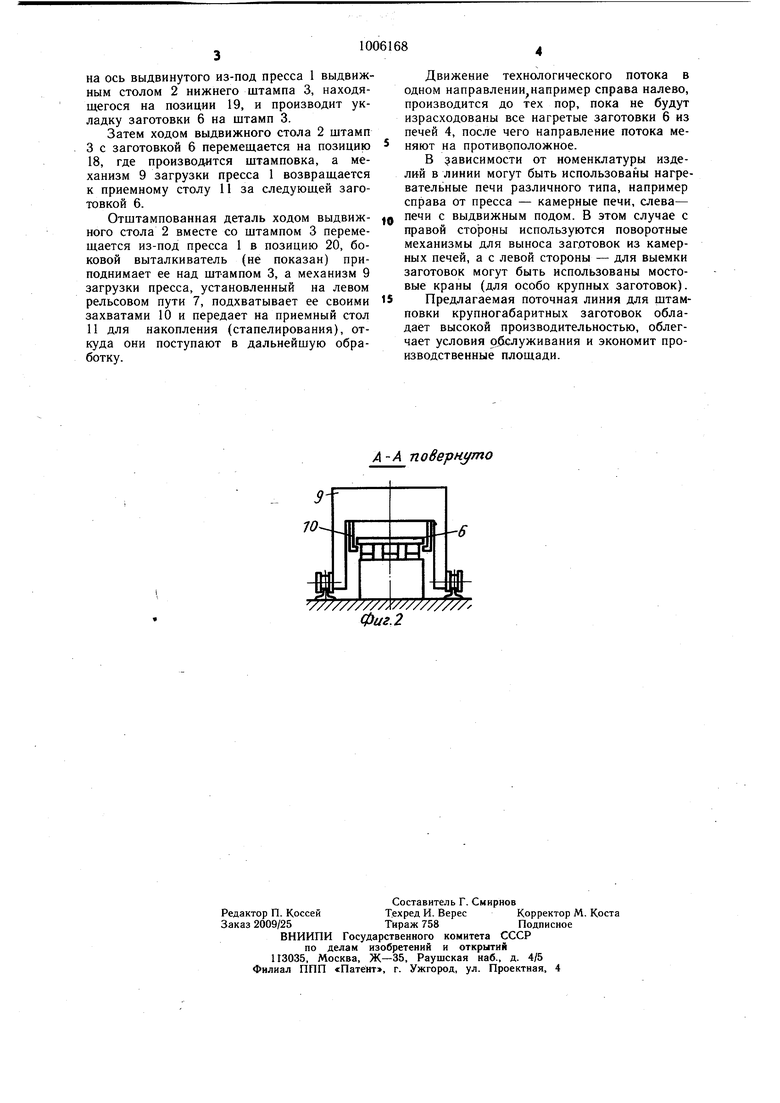
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке крупногабаритных заготовок в различных отраслях промышленности. Известна поточная линия для штамповки крупногабаритных заготовок, содержаш,ая пресс с выдвижным столом, нагревательные печи, механизм выгрузки заготовок из печи, установленный на рельсовом .пути сзади пресса, поворотный стол и манипулятор, установленный на рельсовом пути с боковой стороны пресса 1. Недостатком данной поточной линии является нерациональное использование производственных площадей, сложность обслуживания и недостаточная производительность, поскольку загрузка заготовок в пресс и выгрузка отштампованных деталей производится одним механизмом. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является поточная линия для штамповки крупногабаритных заготовок, содержащая пресс с выдвижным столом, расположенные с двух сторон нагревательные печи, поворотные механизмы выноса заготовок из печей и установленные на рельсовом пути с возможностью возвратно-поступательного перемещения механизмы загрузки пресса 2. Однако в известной поточной линии для штамповки крупногабаритных заготовок установка поворотных механизмом выноса заготовок позади пресса между нагревательными печами и механизмом загрузки приводит к нерациональному использованию производственных площадей, и затрудняется обслуживание поточной линии. Целью изобретения является повышение производительности, облегчение условий обслуживания и экономия производственных площадей.Для достижения этой цели поточная линия для штамповки крупногабаритных заготовок, содержащая пресс с, выдвижным столом, расположенные с двух сторон нагревательные печи, поворотные механизмы выноса заготовок из печей и установленные на реольсовом пути с возможностью возвратно-поступательного перемещения механизмы загрузки пресса, снабжена приемными столами, расположенными между поворотными механизмами выноса заготовок из печей механизмами загрузки пресса, поворотные механизмы выноса заготовок из печей установлены на том же рельсовом пути, и ширина его больше ширины выдвижного стола и меньше расстояния между колоннами пресса. Высота механизма загрузки пресса меньше открытой высоты пресса. На фиг. 1 изображена поточная линия для штамповки крупногабаритных заготовок, обший вид в плане; на фиг. 2 разрез А-А на фиг. 1. Поточная линия для штамповки крупногабаритных заготовок содержит вертикальный гидравлический пресс 1 с выдвижным столом 2, на котором закреплен штамп 3 (изображена нижняя половина штампа). С каждой из боковых сторон пресса 1 установлены нагревательные печи 4, поворотные механизмы 5 выноса заготовок 6 из печей 4, установленные с возможностью передвижения по рельсовому пути 7. Поворотные механизмы 5 снабжены вилочным захватом 8 консольного типа. На рельсовом пути 7 установлен с возможностью возвратно-поступательного перемешения механизм 9 загрузки пресса 1. Ширина рельсового пути 7 больше ширины выдвижного стола 2 и меньше расстояния между колоннами пресса Механизмы 9 загрузки пресса 1 выполнены портального типа с высотой меньшей открытой высоты пресса 1 и оснащены захватами 10 и механизмами подъема и поперечного перемещения заготовок 6 (не показаны). Между механизмами 9 загрузки пресса 1 и поворотными механизмами 5 установлены стационарные приемные столы 11 с роликами 12 и упором 13, причем между рядами роликов 12 расположены проемы 14 для прохода вилочных захватов 8 поворотного механизма 5. Совокупность рельсовых механизмов 5 и 9, расположенных с обеих сторон пресса 1 составляет соответственно основной 15 и дополнительный 16 загрузочно-выгрузочные комплексы. Выдвижной стол 2 гфесса 1 снабк ен фартуками 17 для предохракс.::. направляющих и механизма передвижения стола 2 от окалины, грязи, масел и т. п. и имеет три фиксированных положения: одно среднее 18 в рабочей зоне пресса 1 и два крайних 19 и 20 за пределами рабочей зоны пресса 1 справа и слева. Работа поточной линии для штамповки крупногабаритных заготовок осуществляется следующим образом. Нагретая заготовка 6 из печи 4 подхватывается вилочным захватом 8 поворотного механизма 5, передается к приемному столу 11 и укладывается на ролики 12, при вилочный захват 8 опускается в прое j и освобождает заготовку 6, которая роликам 12 перемещается до упоров 13 центрируется по продольной оси пресса 1. Затем механизм 9 загрузки пресса 1 наезжа приемный стол 11, останавливаясь точно по поперечной оси заготовки 6. Захваты 10, синхронно перемещаясь навстречу друг другу, центрируют заготовку 6 по пресса 1 и поднимают над приемным столом 11. После этого механизм 9 загрузки пресса 1 вместе с заготовкой 6 перемещается на ось выдвинутого из-под пресса 1 выдвижным столом 2 нижнего штампа 3, находящегося на позиции 19, и производит укладку заготовки 6 на штамп 3. Затем ходом выдвижного стола 2 штамп 3 с заготовкой 6 перемещается на позицию 18, где производатся штамповка, а механизм 9 загрузки пресса 1 возвращается к приемному столу 11 за следующей заготовкой 6. Отштампованная деталь ходом выдвижного стола 2 вместе со штампом 3 перемещается из-под пресса 1 в позицию 20, боковой выталкиватель (не показан) приподнимает ее над щтампом 3, а механизм 9 загрузки пресса, установленный на левом рельсовом пути 7, подхватывает ее своими захватами 10 и передает на приемный стол 11 для накопления (стапелирования), откуда они поступают в дальнейшую обработку. Движение технологического потока в одном направленни например справа налево, производится до тех пор, пока не будут израсходованы все нагретые заготовки 6 из печей 4, после чего направление потока меняют на противоположное. В зависимости от номенклатуры изделие в линии могут быть использовайы нагревательные печи различного типа, например справа от пресса - камерные печи, слевапечи с выдвижным подом. В этом случае с правой стороны используются поворотные механизмы для выноса заготовок из камерных печей, а с левой стороны - для выемки заготовок могут быть использованы мостовые краны (для особо крупных заготовок), Предлагаемая поточная линия для штамповки крупногабаритных заготовок обладает высокой производительностью, облегчает условия обслуживания и экономит производственные площади.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| Автоматизированный штамповочный комплекс | 1986 |
|
SU1375398A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
1. ПОТОЧНАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТ 1ЫХ i. - -- ,-. X - ЗАГОТОВОК, содержащая пресс с выдвижным столом, расположенные с двух сторон нагревательные печи, поворотные механизмы выноса заготовок из печей и установленные на рельсовом пути с возможностью возвратно-поступательного перемещения механизмы загрузки пресса, отличающаяся тем, что, с целью повышения производительности, облегчения условий обслуживания и экономии производственной площади, она снабжена приемными столами, расположенными между поворотными механизмами выноса заготовок из печей и механизмами загрузки пресса, поворотные механизмы выноса заготовок из печей установлены на том же рельсовом пути, и ширина его больше ширины выдвижного стола и меньше расстояния между колоннами пресса. 2. Линия по п. 1, отличающаяся тем, что высота механизма загрузки пресса меньше открытой высоты пресса. 35 О) 00
ESH
//////////Х/////////Л Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Панкрашин В | |||
| П | |||
| Механизация ковочных прессов мелкосерийного и индивидуального производства | |||
| Всесоюзная научнотехническая конференция по комплексной механизации и автоматизации кузнечноштамповочного производства | |||
| Сб | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дзержинского, 1961, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
