JO
15
20
25
11297976
Изобретение относится к машиностроению, а именно ксредствам автоматизации листовой штамповки, и может быть использовано для поштучного отделения листов от стопы и подачи в рабочую зону пресса или другого технологического оборудования, а также в загрузочных устройствах для кассетирования заготовок.
Цель изобретения - расширение технологических возможностей за счет отделения листов малой толщины и повышение надежности отделения листов по одному.
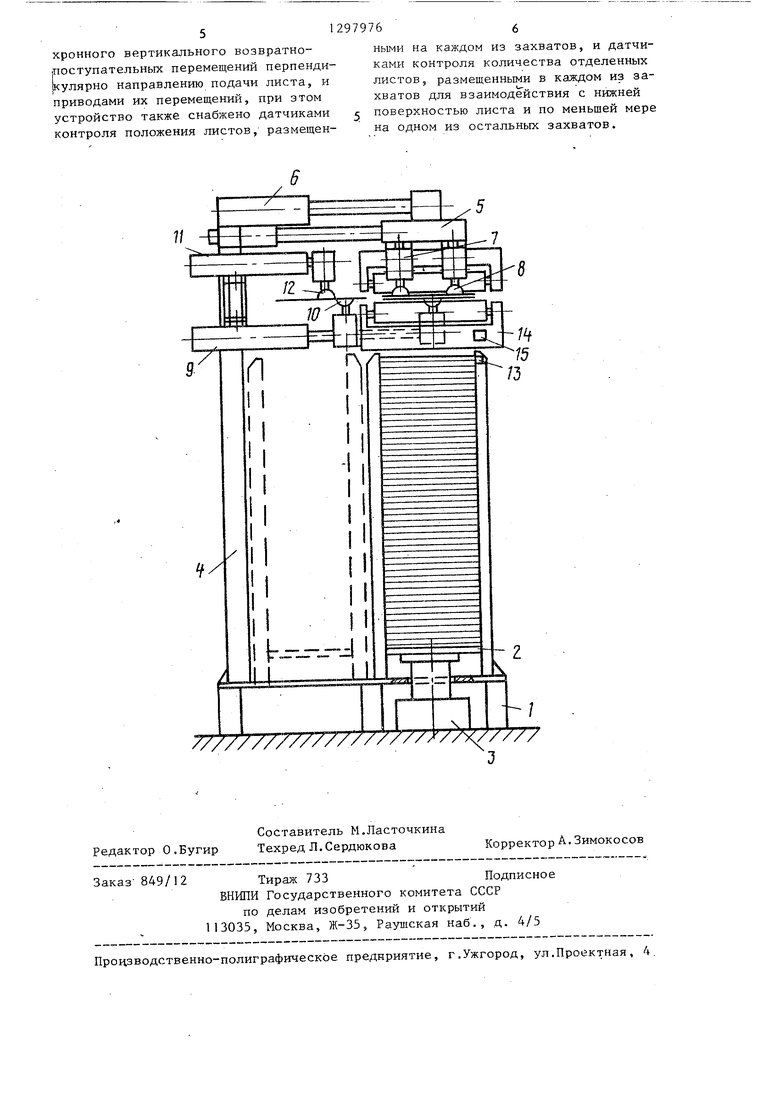
На чертеже изображено предлагаемое устройство, общий вид.
Устройство содержит станину 1, на которой смонтированы стол 2 со стопой листов, имеющий привод 3 подъема, и по одну сторону от стола неподвижная стойка 4,на которой установлена траверса 5 с пневмоприводом 6 горизонтального возвратно-поступательного перемещения перпендикулярно направлению подачи листа из стопы.
На траверсе 5 расположен пневмопривод 7 с верхними захватами 8, которые служат для захвата отделенного листа сверху.
На стойке 4 также в направлении, перпендикулярном оси подачи листа, закреплены пневмоприводы 9с нижними захватами 10, служащими для захвата листа снизу, и дополнительно введенные в устройство пневмоприводы 11 с верхними захватами 12, предназначенными для дополнительного взаимодействия с верхней поверхностью отделяемых листов.
При этом пневмоприводы 9 захватов 10 выполнены с возможностью независимых друг от друга горизонтального и синхронного вертикального возвратно-поступательных перемещений, обеспечивающих угловой сдвиг листа и его отделение от листа, слипшегося с ним
Также выполнены пневмоприводы 11 захватов 12 с возможностью независимых друг от друга горизонтального и синхронного вертикального возвратно- поступательных перемещений.
На каждом из захватов 8, 10 и 12 установлены датчики контроля положения листов, А на захватах 8 и 10 дополнительно установлены датчики контроля количества отделенных листов,
Кроме того, на станине 1 установлен датчик 13 контроля уровня листов
30
35
40
45
50
55
в об ко
ра
тр за ле ис ни ре пл ха оп к н о т д ты
од по од и н
од к з сл п в г г щ т с ты
л к ж л к о л к
5
0
5
0
5
0
5
0
5
в стопе, а на подающем механизме 14 обрабатывающей машины - датчик 15 контроля наличия листа.
Устройство работает следующим образом.
При включении пневнопривода 6 траверса 5 отводится в крайнее левое (по чертежу) положение. Производится загрузка стопы листов на стол 2, после чего траверса 5 возвращается в исходное положение (рабочее положение над стопой). Пневмопривод 7 перемещает захваты 8 в горизонтальной плоскости в сторону от подающего механизма 14 обрабатывающей машины и опускает их на стопу листов. Датчик контроля положения листов дает сигнал на подъем этими захватами листа от стопы вверх. При достижении листом верхнего положения датчики контроля количества листов захватов 8 дают информацию о количестве поднятых листов.
В случае, если захватами 8 поднят один лист, то он подается сразу в подающий механизм 14 посредством одновременного его перемещения в горизонтальной плоскости захватами 8 и датчик 15 дает сигнал механизму 14 на срабатывание,
В случае отделения от стопы более одного листа по команде датчиков контроля кол1гчества листов захватов 8 пневмоприводы 9 перемещают нижние захваты 10 под нижнюю поверхность слипшегося листа. Датчики контроля положения листов дают команду на горизонтальное перемещение пневмоприводов 9, которое происходит с поочередной задержкой каждого последующего пневмопривода по заданной программе. Например, начинает перемещаться один из пневмоприводов 9, затем другой, а средний между ними своим захватом сопровождает сдвинутый лист при его перемещении.
В исходном положении пневмоприводов 9 датчик контроля количества листов захвата 10 дает информацию о количестве отделенных листов, В это же время датчики контроля количества листов захватов 8 дают информацию о количестве листов, оставшихся на них. Если на них остался один лист, то он подается к обрабатывающей машине. Если же на них осталось более одного листа, то подается команда на опускание листов захватами 8 на стопу и
возвращение их в исходное положение без листов.
Параллельно этому циклу после определения количества листов на дополнительных захватах 10 датчик дает соответствующую команду.
Если на дополнительных захватах 10 находится один лист, то после подачи захватами 8 диета к подающему механизму 14 или после сброса ими листов в стопу пневмоприводами 9 это лист подается под захваты 8 и прижимается дополнительными захватами 10 к захватам 8, после чего он подается к обрабатывающей машине, а дополнительные захваты 10 возвращаются в исходную позицию.
Если же на дополнительных.захватах 10 находятся более одного листа, то пневмоприводами I1 на лист опускаются сверху дополнительные захва- ты 12, датчики контроля положения листов этих захватов дают команду на перемещение листов к траверсе 5 под захваты 8 с таким же циклом работы по программе пневмоприводов 11, как и пневмоприводов 9 при отделении ими слипшихся листов на захватах 8, и возвращаются в исходную позицию. В этом положении датчики контроля количества листов захватов 8 дают информацию о наличии ЛИС1ОВ на захватах 8. Если на них только- один лист, то захваты 8 с помощью пневмоприводов 7 подают этот лист по описанному циклу, к обрабатывающей машине. Если же на них более одного листа, то захватами 8 эти листы сбрасываются в стопу.
В это время датчик контроля количества листов на захвате 10 дает вторично информацию о количестве листов на захватах 10 и, если их больше одного, то цикл передачи верхнего листа дополнительными захватами 12 к захватам 8 повторяется до тех пор, пока на дополнительных захватах 10 не останется один лист, который они подают под захваты 8 и пневмоприводами 7 к обрабатывающей машине.
После высвобождения дополнительных захватов 10 и 12 от листов захваты 8 начинают отделять листы от стопы, и цикл повторяется.
Такой сложный цикл разделения листов может иметь место при слипании шести - семи тонких листов, так как
0
5
0
5
листы большой толщины из-за большого веса, превьш ающего силу сцепления, редко слипаются более двух штук.
Разделение тонких листов с помощью предлагаемого устройства производится высокопроизводительно за счет совмещения операции разделения слипшихся листов сбоку захватами 10 и 12 и подачи отделенного листа захватами 8 к обрабатывающей машине.
Таким образом, предлагаемое устройство обеспечивает надежное разделение методом сдвига отделенных от стопы слипшихся листов и подачу только одного листа к обрабатывающей машине с повьппенной производительностью.
Формула изобретения
Устройство для отделения листов от стопы и подачи к обрабатывающей машине, содержащее станину, стол с приводом подъема, валковый механизм подачи, траверсу с захватами для взаимодействия с верхней поверхностью листа, установленную с возможностью вертикального и возвратно- поступательного горизонтального пе- ,ремещения в направлении подачи, привод ее перемещений и захваты flj} взаимодействия с нижней поверхностью листа, отличающееся тем, что, с целью расширения технологических возможностей за счет от- 5 деления листов малой толщины и повышения надежности отделения листов по одному, траверса установлена с возможностью возвра но-поступатель- ного горизонтального перемещения перпендикулярно направлению подачи, а устройство снабжено индивидуальными приводами синхронного вертикального и горизонтального возвратно- поступательных перемещений в направлении подачи листа, связанными с захватами для взаимодействия с верхней поверхностью листа, индивидуальными приводами независимых друг от друга горизонтального и синхронного вертикального возвратно-поступательных перемещений перпендикулярно направлению подачи листа, связанными с захватами для взаимодействия с нижней поверхностью листа, дополнительными захватами для взаимодействия с верхней поверхностью листа, установленными с возможностью независимых друг от друга горизонтального и син0
0
5
0
5
хронного вертикального возвратно- поступательных перемещений перпенди- кулярно направлению подачи листа, и приводами их перемещенш, при этом устройство также снабжено датчиками контроля положения листов, размещенными на каждом из захватов, и датчиками контроля количества отделенных листов, размещенными в каждом из захватов для взаимодействия с нижней поверхностью листа и по меньшей мере на одном из остальных захватов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения листов от стопы и подачи к обрабатывающей машине | 1987 |
|
SU1391785A1 |
| Устройство для отделения листов от стопы и подачи их к обрабатывающей машине | 1981 |
|
SU1007793A1 |
| Устройство для отделения листов от стопы и подачи к обрабатывающей машине | 1985 |
|
SU1340870A2 |
| Устройство для отделения листового материала от стопы | 1984 |
|
SU1186563A1 |
| Устройство для отделения листов от стопы и подачи к обрабатывающей машине | 1981 |
|
SU1039616A1 |
| Устройство для подачи листов из стопы | 1986 |
|
SU1449498A1 |
| Устройство для отделения полосового материала от стопы | 1985 |
|
SU1378993A1 |
| Устройство для поштучного отделения гибких ферромагнитных листов от стопы | 1988 |
|
SU1523509A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в зону обработки | 1982 |
|
SU1069909A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в пресс | 1985 |
|
SU1268257A1 |
Изобретение относится к машиностроению, а именно к средствам автоматизации листовой штамповки, и может быть использовано для поштучного отделения листов (Л) от стопы и подачи в рабочую зону пресса. Целью изобретения является расширение технологических возможностей за счет отделения Л малой толщины и повьшение надежности отделения Л по одному. Устройство содержит станину, на которой смонтирован подъемньш стол для стопы. По одну сторону от стола установлена стойка, несущая траверсу с приводом ее горизонтального перемещения перпендикулярно направлению подачи Л. Траверса снабжена верхними захватами, которые имеют индивидуальные приводы синхронных ,вертикального и горизонтального перемещений в направлении подачи. На стойке установлены нижние захваты (ИЗ) с индивидуальными приводами и дополнительные верхние захваты также с приводами. ИЗ и дополнительные пневмо- приводы имеют возможность независимых друг от друга горизонтального и синхронного вертикального перемещений. Это обеспечивает угловой сдвиг Л и его отделение от слипщегося с ним посредством разворота листа ИЗ за один из концов перпендикулярно подаче. Для освобождения НЗ отделенный Л передается на верхний захват. Процессы захвата, отделения и передачи Л контролируются датчиками положения и датчиками контроля количества отделенных Л. 1 ил. ё (Л ю UD СО О5
/ -Е
редактор О.Бугир
Составитель М,Ласточкина Техред Л.Сердюкова
849/12
Тираж 733Подписное
ВНИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Пронзводственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор А, Зимокосов
| Устройство для отделения листов от стопы и подачи к обрабатывающей машине | 1981 |
|
SU1039616A1 |
