Изобретение относится к обработке металлов давлением, в частности к поперечно-клиновой прокатке, и может быть использовано при изготовлении деталей типа ступенчатых валов.
Известен плоский клиновый инструмент, состоящий из пары плоских клинообразных элементов, имеющий участки захвата, прокатки, калибровки и выхода l .
Недостатком инструмента является то, что при прокатке на указанном инструменте происходит стягивание поковки, повреждение и смятие торцовой поверхности.
Известен инструмент для поперечно1)клиновой прокатки, содержащий закрепленный на основании односторон НИИ клиновой элемент с боковой наклонной гранью и Кс1либрующей поверхностью с параллельны ии пазами, а также с расположенными на клиновых элементах по ходу прокатки участками захвата формования и калибровки
2. .
Недостатком известного инструмента является то, что при прокатке происходит стягивание поковки и повреждение торцовой поверхности.
Цель изобретения - повышение стабильности процесса.
Поставленная цель достигается тем, что в инструменте для поперечноклиновой прокатки, содержащем закрепленный на основании односторонний клиновой элемент с боковой наклонной гранью и калибрующей поверхности с параллельными пазами, а также .с расположенными на клиновых элементах по ходу прокатки участками захвата, формования и калибровки, параллельные пазы выполнены на участке формования и обрацены к участку захвата вершинами острых углов, примыкающими к боковой наклонной грани.
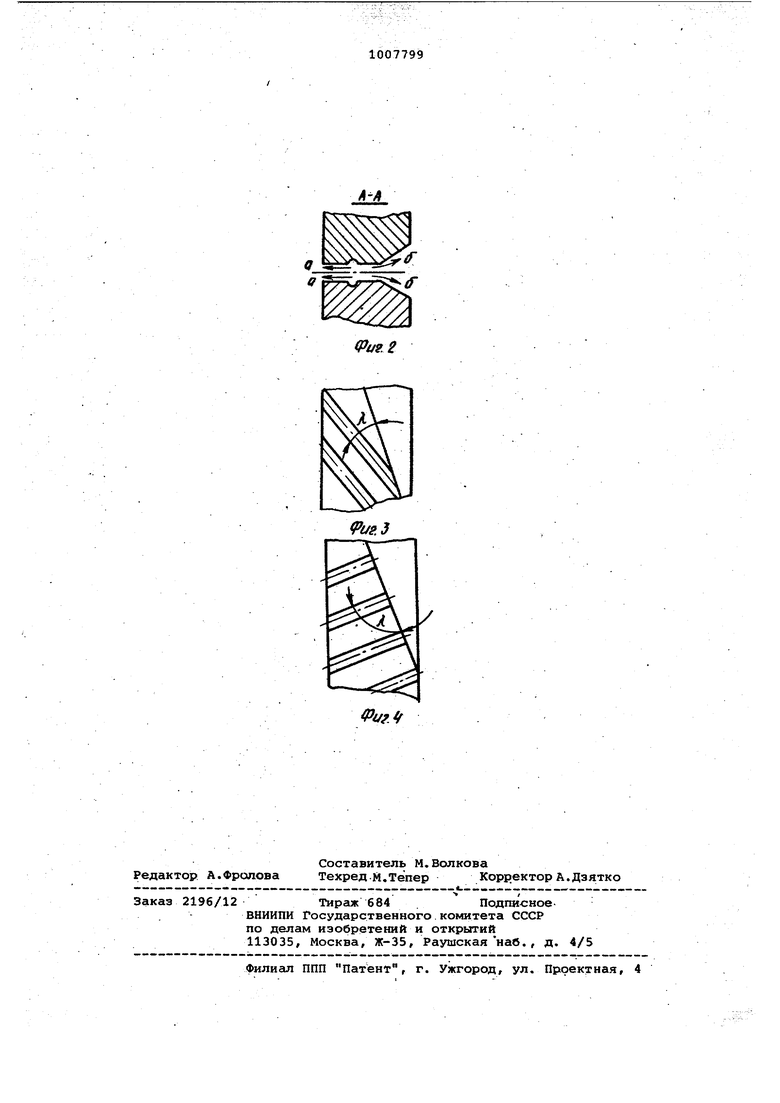
На фиг.1 показан инструмент, вид сверху; на фиг.2 - разрез А-Л на фиг.1, на фиг.З - инструмент, вариант при Л i р , на фиг.4 - инструмент вариант при Л 2 р...
Инструмент содержит последователь но расположенные участки захвата Б формования В, калибровки Г и выхода Д. Каждый клинообразный элемент имеет деформирующую боковую наклонную грань 1, калибрующую поверхность
2, на участке В формования которого выполнены параллельные между собой пазы 3, составлякиаие с боковой наклонной гранью 1 острый угол с вершиной, направленной к участку захвата. На инструменте прокатывается поковка 4. Причем :глубина1 h, шаг S и острый угол Я .пазов связаны соотношением 0,06 -Ь 0,2/ 07 § г 1 ..
где d - прокатываемый диаметр поковки}
(5 - угол заострения клина. . Работа инструментом осуществляется следующим образом. Два одинаковых клинообразных элемента, расположенных в верхней и нижней плитах, перемещаются навстречу друг другу в параллельных направлениях. При этом они внедряются в затотовку своим участком Б захвата, вызывая ее вращение. В результате раскатывания метатща боковой наклонной гранью 1 каждого клинообразного элемента и последую1цего обжатия на участке В. формования происходит уменьшение диаметра заготовки и увеличение ее длины. Процесс течения металла под действием наклонной боковой грани 1 будет проходить в направлении
S , что в случае прокатки на односторонних клинообразных элементах стянет прокатываемую поковку и повредит торцы. С помощью же газов, определенным образом направленных и расположенных на участке В формовани течение металла протекает в направлении а и уменьшается в направлении 8 . Это обеспечивается вследствие того, что при прокатке в очаге деформации возникают нормальные 6(1 и касательные (jf напряжения относительно пазов, дающие результирующую (э , направленную в сторону по стрелке а , обеспечивающую уравновешивание стягивающего противоположно направленного усилия в сторону . боковой наклонной грани по стрелке S .Причем, изменяя угол Я.
пределах р iИ € 2 jb , можно достичь такого положения, когда стягивающие усилия будут полностью уравновешены результирующим усилием 6 .По сравнении) с базовым объектом, в каче.стве которого принят прототип, данный инструмент позволяет повысить стабильность процесса.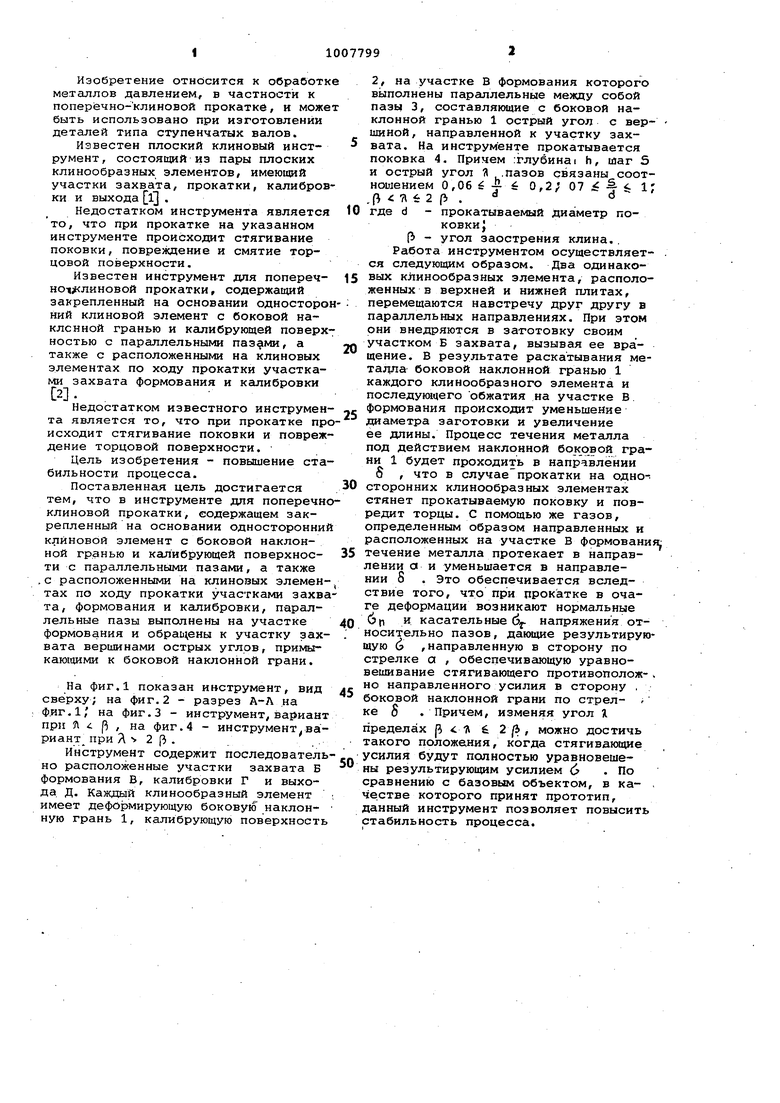
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU622550A1 |
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU948503A1 |
| Устройство для поперечно-клиновой прокатки | 1979 |
|
SU867493A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU902953A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969390A1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1990 |
|
SU1803241A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU795673A1 |
ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНОКЛИНОВОЙ ПРОКАТКИ, содержащий закрепленный на основании односторонний клиновой элемент с боковой наклонной гранью и калибрующей поверхностью с параллельными пазами, а также с расположенными на клиновых элементах по ходу прокатки участками захвата, формования и калибровки, отличающийся тем, что, с целью повышения стабильности процесса, параллельные пазы выполнены на участке формования и обращены к участку захвата вершинами острых углов, примыкаюищми к боковой наклонной грани.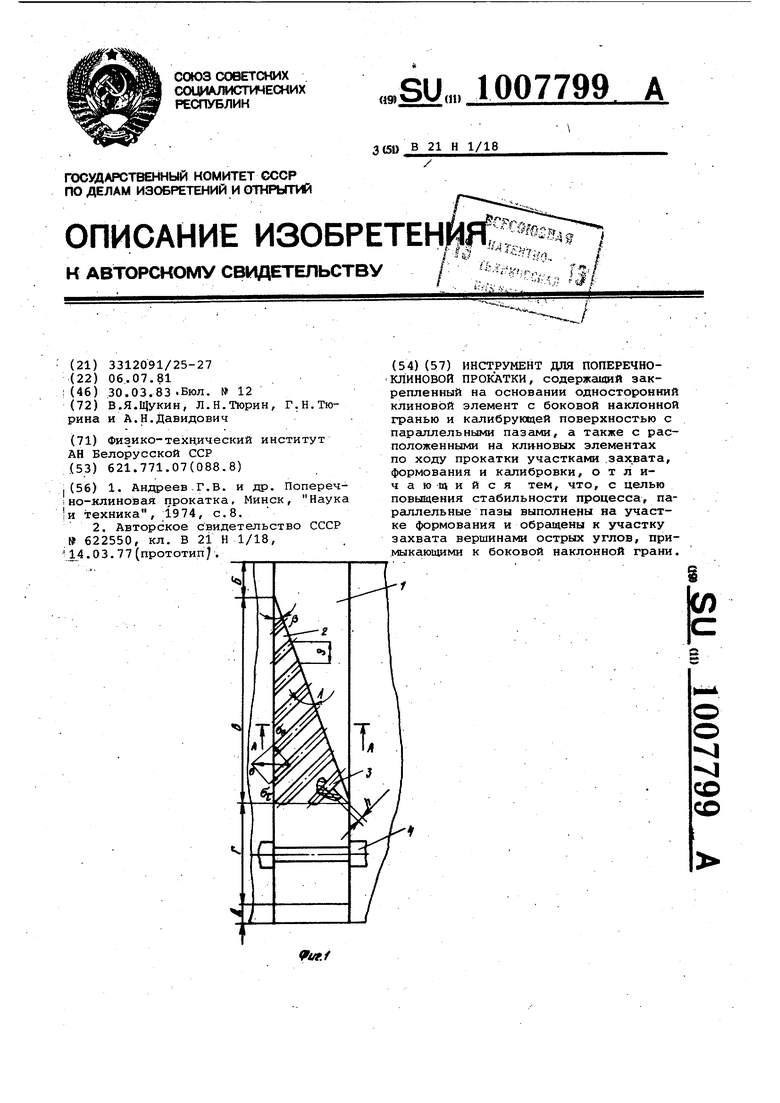
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Андреев,Г.В | |||
| и др | |||
| Попере iно-клиновая прокатка, Минск, Нау и техника, 1974, с.8 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU622550A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
