(5) ИНСТ1«УМЕНТ ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1586835A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки заготовок из труднодеформируемых материалов | 1987 |
|
SU1502152A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
I
Изобретение относится к области обработки металлов давлением и может быть использовано для получения деталей типа ступенчатых валов поперечно-клиновой прокаткой.
Известен инструмент попарно-клиновой прокатки, содержащий основание и расположенный на нем клиновой калибр с наклонными деформирующими гранями, служащий для прокатки ступенчатых валов. В известном инструменте на основании выполнены деформирующие треугольные пояски, при помощи которых устраняется смещение заготовки в процессе ее деформирования клиновым инструментом П1.
Недостатком данного инструмента является то, что деформирующие пояски выполнены по длине меньше, чем .раскатывающий участок клина и смещение заготовки устраняется лишь частично в начале прокатки.
Известен инструмент для поперечноклиновой прокатки, содержащий две
параллельные плиты с закрепленными на их рабочих поверхностях клиньями с деформирукхцими боковыми наклонными гранями и калибрующей поверхностью 21.
Основным недостатком известного инструмента является низкое качество прокатанных поверхностей, как торцовых, на которых остаются впадины и выступы от инструмента, так и цилиндрических, на которых образуют10ся закаты.
.Целью изобретения является повышение качества изготавливаемых изделий .
Поставленная цель достигается тем,
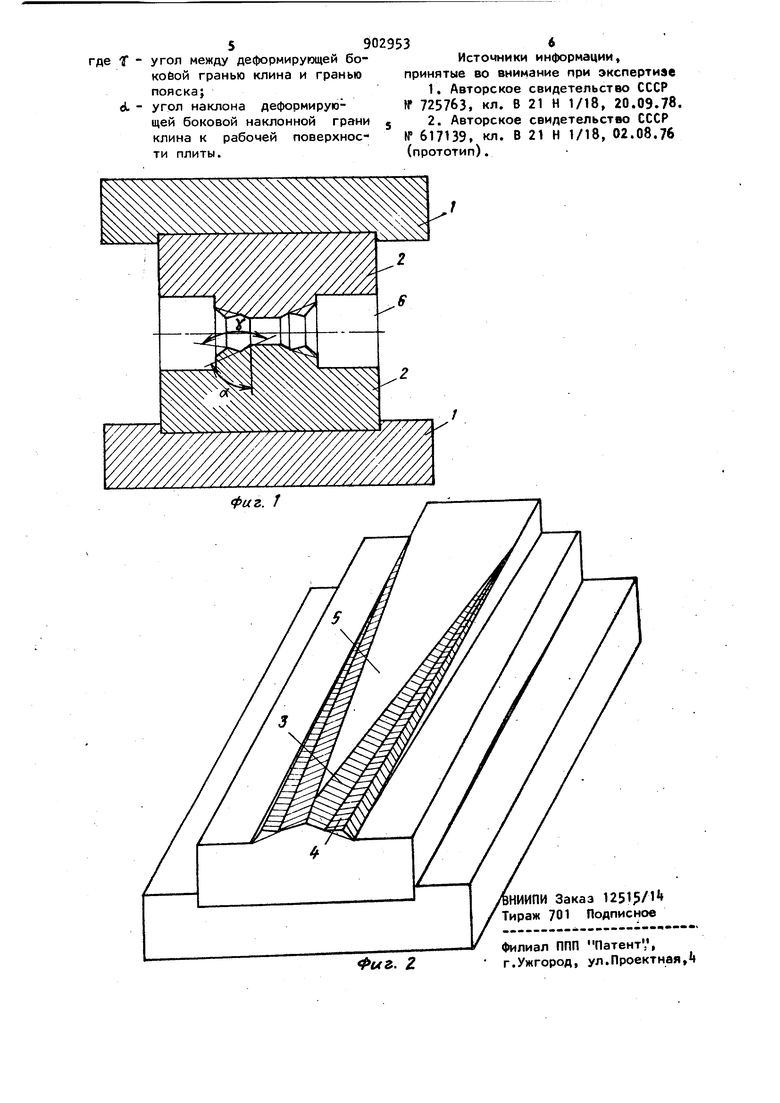
15 что в инструменте для поперечно-клиновой прокатки, содержащем две параллельные плиты с закрепленными на их рабочих поверхностях клиньями с деформирующими боковыми наклонными гранями и калибрующей поверхностью, деформирующие боковые наклонные грани выполнены с поясками треугольного профиля с боковыми гранями, сходящинися а одной точке, совмещенной с вершиной деформирующих боковых наклонных граней клина, причем угол между последней и смежной с ней гранью каидого пояска выбран в пределах : г « , где - угол между деформирующей боковой наклонной гранью клина и гранью пояска; о1 - угол наклона деформирующей боковой наклонной грани клина к рабочей поверхности плиты. На фиГо 1 показан инструмент,поперечный разрез; на фиг. 2 - инструмент в аксонометрии. Инструмент содержит плиты 1 и установленные на них клинья 2 с наклонными гранями 3 и деформирующими треугольными поясками Ц и калибрующую поверхность 5. Между клинь ми 2 расположена заготовка 6. i 1уС угол наклона деформирующей боковой наклонной грани клина к рабочей поверхности плиты, угол образован деформирующей боковой наклонной гранью клина и смежной с ней гранью пояска. Угол У выбирается в пределах 90° - Л. ifilSO - oL. Процесс прокатки на предлагаемом инструменте производится следующим образом. Между двумя одинаковыми инструментами, состоящими из параллельных плит 1 и закрепленных на них рабочих клиньев 2,, с бокрвыми наклонными гранями 3I на которых выполнены деформирующие треугольные пояски t и калибрующие поверхности 5, устанавливают нагретую заготовку 6. Перемещают инструменты навстречу друг другу, одновременно острия клиньев и треугольных поясков,внедряясь в за готовку, придают ей вращательное движение, происходит процесс формообразования, при этом заготовка умен шается в диаметре и увеличивается в длине. При увеличении обжатия возрастают осевые растягивающие усилия, воспри нимаемые деформирующим пояском,который стабилизирует процесс от начала и до конца формообразования, так ка высота деформирующего пояска понижается к вершине и имеет общую вершину с наклонной боковой гранью. Величина 9 4 воспринимаемого усилия от растяжения зависит от угла f . При уменьшении угла 90°- d снижается качество прокатанных издеЛИЙ за счет появления закатов, а при дальнейшем его уменьшении нарушается стабильность процесса прокатки. При увеличении угла / iSo -d/ треугольный деформирующий поясок практически не воспринимает усилия от растяжения. Повышение качества.прокатанных изделий достигается за счет того, что грани деформирующих поясков, прилегающих к деформирующим боковым наклонным граням клина и имеюсцим общую вершину, создают переменное усилие бокового подпора, которое уменьшается к вершине пропорционально уменьшению растягивающих усилий от наклонных боковых граней клина, при этом уменьшаются общие растягивающие напряжения, которые ответственны за порообразования и развитие микротрещин заготовки, иначе говоря усилие бокового подпора деформирующего пояска повышает снижающую компоненту гидростатического давления & точке деформируемого металла и способствует повышению его пластичности при неблагоприятной схеме напряженного состояния, возникающего в изделии при поперечнотклиновой прокатке„ Предлагаемый инструмент по сравнению с прототипом позволяет повысить качество изготавливаемых изделий путем исключения вмятин и выступов от инструмента на поверхности изделия Формула изобретения Инструмент для поперечно-клинЬвой прокатки, содержащий две параллельные плиты с закрепленными на мх рабочих поверхностях клиньями с деформирующими боковыми наклонными гранями и калибрующей поверхностью, отличающийся тем, что, с целью повышения качества изготавливаемых изделий, деформирующие боковые наклонные грани выполнены с поясками треугольного профиля с боковыми гранями, сходящимися в одной точке, совмещенной с вершиной деформирующих боковых наклонных граней клина, причем угол между последней и смежной с ней гранью каждого пояска выбран в пределах: 90° 180 - с
