Изобретение относится к области обработки металлов давлением, а именно 1C инструментам для объемной безоблойной штамповки.
Известен штамп для объемной штамповки изделий, содержащий верхнюю и нижнюю плиты, соответствующие им силовые цилиндры, снабженные полыми и дополнительными поршнями, а также соосными пуансонами и пояуматрицами.
Однако этот штамп не обеспечивает требуемого качества получаемых изделий так как неравномерная плотность исХОднсЛ заготовки, неоднородность ее структуры и неравномерность нагрева приводят к неодновременной деформации заготовки.
Целью изобретения является улучшение качества изделия.
Цель достигается TeMj что полый поршень одного из силовых цилиндров жестко соединен с соответствующими плитой и полуматрицей, а пуансон, соответствующий другому силовому цилиндру, закреплен в донной его части концентрично его
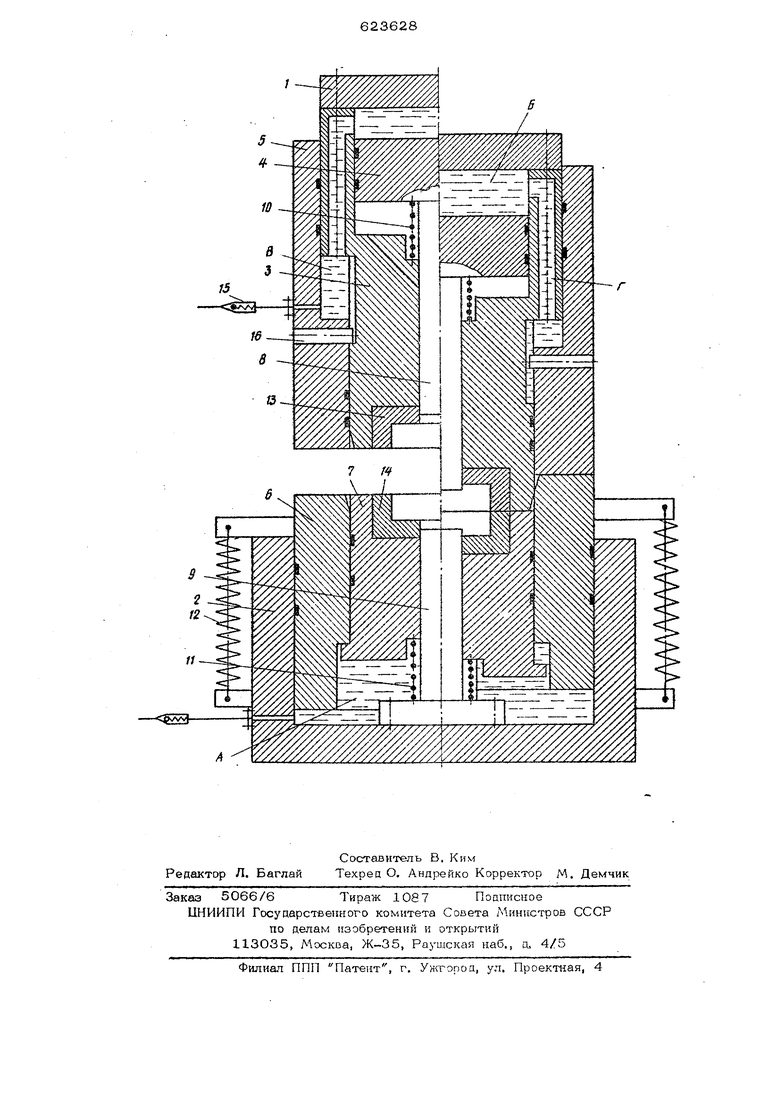
,дополнительному поршню, жестко соедине1гному с соответствующей попуматрн1юй. На чертеже из{ ражен предлагаемый штамп, разрез.
Предлагаемый штамп соаержаг верхнюю плиту 1 и нижний силовой цвливдр2, который одновременно является н нижней плитой. С верхней плитой 1 жестко соединен полый поршень 3, внутри которого установлен дополнительный поршень 4, а снаружи - верхний силовой цилиндр 5, Внутри силового цилиндра 2 концентрично установлены полый поршень 6 и дополнительный поршень 7. Пуансон 8 жестко соединен с дополнительным поршнем 4, а пуансон 9 - с силовым цилиндром 2. Упругий элемент 10 расположен между поршнями 3 и 4, а упругий элемент 11 между дополнительным поршнем 7 и силоБым цилиндром 2. Полый поршень 7 и силовой цилиндр 2 связаны с помощью упругих эл ментов 12. Матрица 13 жестко связана с полым поршнем 3, а мат рица 14 - с дополнительным поршнем 7. Обратные клапаны 15 встроены в трубо3 6 провод, соадйняюпщй полосы А и Б с масляным насосом. Штифты 16 aaicpeплены Б верхнем силовом анпиндре„ Описываемый штамп работает следующим образом, В рабочую полость нижней полуматрицы помещают заготовку. Во время рабочего хода пресса олзуп вместе с платой 1 н полым поршнем 3 движется вни8„ Полуматрицы 13 и 14 смыкаются, а дополнительный поршень 7 начинает перемещаться, сжимая упругий элемент 11 и вытесняя из попосги А жидк1х:ть. Вытесненная жидкость перемещает полый поршень 6 навстречу плнте 1 растягивая упругие элементы 12. Полуматрицы 13 и 14 движутся относйте льно пуансона 9„ Полый поршень 6 при своем перемещении ввашмодействует с т-орцовой частью верхнего силового цилиндра 5, заставляя его перемещаться в сторону ялнты. 1, Быгвсняя жидкость из полости в (ко каналам Г) в полость Б. ЛСидкость Быгесиенная ив полости В перемещаб1Т поршень 4 вместе с пуансоном 8 относительно попуматриц 13 и 14 на,встречу пуансону 9f сжимая упругий еле мен г 1О„ Таким обра а ом 5 при движении ползуна вниз, т„е при рабочем ходе пресса, пуансоны 8 и 9 перемещаются относигедьио полуматриц 13 и 14 навстречу друг другуг деформируй заготовку, згжлю чбнную в рабочей полости попуматрик„ Ijpii ходе ползуна пресса вверх поднимается и плита 1 вместе с полым S поршнем 3, Полуматрицы останутся замкнутыми до тех пор, пока упругие элементы 10-12 не переместят в исходное по ложение поршни 6,7 и силовой цилиндр 5, При дальнейшем подъеме плиты 1 вверх полуматрицы размыкаются и отформованную заготовку можно извлечь из полости полуматриц. Штифты 16 ограничивают перемещение силового цилиндра 5, а обратные клапаны 15 служат для перепуска жидкости or насоса в подпоршневые полости в случае возможных утечек. Таким образом, предложенный штамп за счет обеспечения более рациональной схемы деформирования позволяет улучшить качество получаемых изделий. Формула изобретения Штамп для безоблойной штамповки, содержащий верхнюю н нижнюю плиты, соответствующие им силовые цилиндры, снабженные полыми и дополнительными поршнями, соосными пуансонами и иолумaтpицa ли, отличающийся тем, что, с целью улучшения качества изделий, полый поршень одного ив , силовых цилиндров жестко соединен с соответствующими плитой и полуматрицей, а пуансон, соответствующий другому силово Л5 Цилиндру закреплен в донной его части, концентрично его дополнительному поршню, жестко соединенному с соответствующей полуматрицей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1980 |
|
SU1007813A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1156794A1 |
| Штамп для штамповки изделий | 1977 |
|
SU623629A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Пресс-форма для штамповки изделий из пористых заготовок | 1984 |
|
SU1194577A1 |
| Штамп для штамповки изделий | 1976 |
|
SU573250A1 |
| ПАТЕНТНО- ТЕХНИЧЕСКАЯ КИКЛИПТЕКА10 | 1969 |
|
SU247759A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |