Изобретение относится к металлообработке, а именно к чистовой обработке отверстий.
Известна расточная головка,, содержащая корпус, резец и канал подвода СОЖ к резцу.
Однако в известной конструкции недостаточная жесткость и виброустойчивость головки.
Цель изобретения - повышение точности обработки.
Указанная цель достигается тем, что расточная головка, содержащая корпус, резец и канал подвода, СОЖ к резцу, снабжена кольцом, установленным на корпусе с возможностью вращения, при этом в кольце выполнены отверстия для выхода СОЖ, связанные с каналом подвода и расположенные с наклоном к плоскости вращения кольца и под равными углами друг к другу.
На фиг. 1 изображена предлагаемая расточная головка; на фиг. 2 разрез А-А на фиг. 1.
Расточная головка включает в себя корпус 1 с резцом 2. На корпусе 1 на щарикоподшипниках 3 установлено кольцо 4 большой массы, в котором по периметру с наклоном к плоскости вращения выполнено несколько пар отверстий 5. Отверстия 5 выполнены под углом к диаметральным плоскостям, расположенным под равными углами друг к другу и служат для выхода охлаждающей жидкости, поступающей в кольцо 4 по осевому каналу 6 в корпусе 1 под давлением.
Устройство работает следующим образом. Поступающая под давлением охлаждающая жидкость из канала 6 поступает в полость кольца 4, а оттуда выбрасывается через отверстия 5 на обрабатываемую поверхность. За счет реактивных сил, возникающих при этом, кольцо 4 раскручивается до оборотов, намного больщих, чем обороты головки. При этом за счет гироскопического эффекта кольцо 4 стремится сохранить свое
положение в пространстве и уменьшить колебания рабочей части головки, повысит ее жесткость. Так как отверстия 5 выполнены с наклоном к оси вращения, охлаждающая жидкость выбрасывается вниз, охлаждение инструмента и обрабатываемой детали улучшается, и стружка удаляется более полно.
Применение предлагаемой головки повысит точность обработки за счет уменьшения колебаний рабочей части, лучшего охлаждения и. более полного удаления струж ки из зоны резания. Производительность головки повышается за счет исключения операций по настройке на обработанный размер.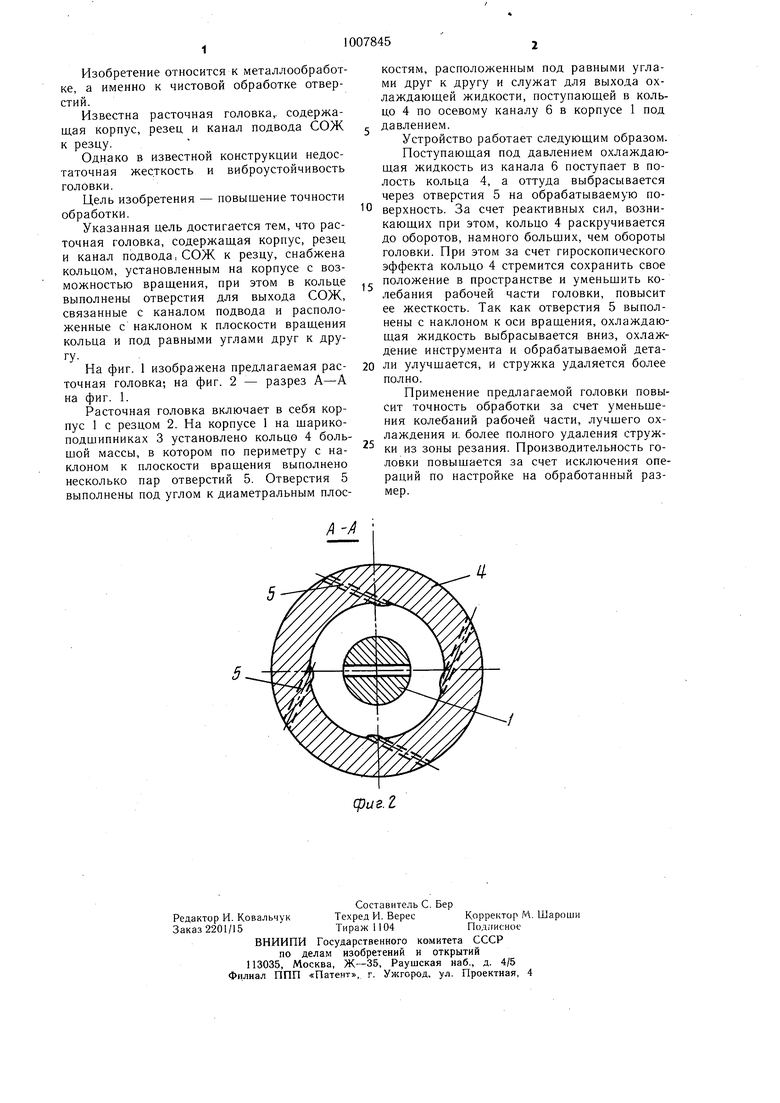
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА ДЛЯ ТОКАРНОЙ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ | 1999 |
|
RU2163858C2 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Расточная головка для обработки глубоких отверстий | 1981 |
|
SU1028432A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| Расточная головка | 1979 |
|
SU1049195A2 |
| Расточная оправка | 1975 |
|
SU747622A1 |
| Расточная головка | 1973 |
|
SU545417A1 |
| Расточная головка | 1982 |
|
SU1085687A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
РАСТОЧНАЯ ГОЛОВКА, содержащая корпус с каналом для подвода СОЖ с установленными на нем резцом и направляющей, отличающаяся тем, что, с целью повыщения качества обработки, направляющая выполнена в виде кольца-маховика, установленного на корпусе с возможностью вращения, причем в кольце-маховике выполнены наклонные к плоскости, перпендикулярной оси вращения, отверстия для выхода СОЖ а их проекции на эту плоскость расположены тангенциально. (Л 00 4 сл
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Минков М | |||
| А | |||
| Технология изготовления глубоких точных отверстий.М., «Машиностроение, 1965, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
