Изобретение относится к станкостроению в частности к инструментальным держате.1ЯМ, предназначенным для многорезцовой )бработки на станках с числовым программi f,iM управлением.
Известна многорезцовая державка, содерKjnuafl корпус, в котором установлены с возможностью поперечного перемещения резцедержатели и механизмы их зажима. Резцедержатели связаны с корпусом посредством болтов и гаек, установ-ченных в Тобразных пазах. При переналадке державки на обработку новой детали резцедержатели перемещаются вручную вдоль Т-образных пазов, выполненных под углом к оси обрабатываемой детали, и закрепляются болтами в требуемых положениях 1.
К недостаткам известной державки относятся непроизводительные затраты времени и ручного труда.
Цель изобретения - повышение производительности обработки за счет использования державки на станках с числовым программным управлением, когда переналадка державки производится автоматически за счет следяп1,их приводов, связанных с системой числового программного, управления станка.
Указанная цель достигается тем, что в многорезцовой державке, содержащей корпус, в котором установлены с возможностью iivincne4i oi-o перемепдения резцедержатели и м(. :1 1инмы их зажима, резцедержатели гнлбжсш, установленными в корпусе с возможностью продольного перемещения основаниями, при этом державка снабжена гайками, установленными в резцедержателях и основаниях, продольным ходовым винтом, соединенным с гайками, установленными в основаниях, поперечными ходовыми винтами, соединёнными с гайками, установленными в резцедержателях, червячными колесами, установленными на ходовых винтах, и червяком, соединенным с червячными колесами, при этом продольный ходовой винт и червяк связаны с введенными в державку следящими приво.п,ами, а гайки связаны с основаниями и резцедержателями фрикционно в поперечной плоскости и жестко в осевом направлении, причем механизмы зажима резцедержателей выполнены в виде гидроцилиндров, расположенных в направляющем пазу, выполненном в корпусе, а корпуса гидроцилиндров связаны с возможностью ограниченного осевого перемещения с введенными в державку ребрами, жестко закрепленными на основаниях, при этом на корпусах гидроцилиндров выполнены упоры, предназначенные для взаимодействия с корпусом, щтоки снабжены прихватами, пред назначенными для взаимодействия с резцедержателями.
На фиг. 1 изображена державка, вид в плане; на фиг. 2 - вид на резцедержатели
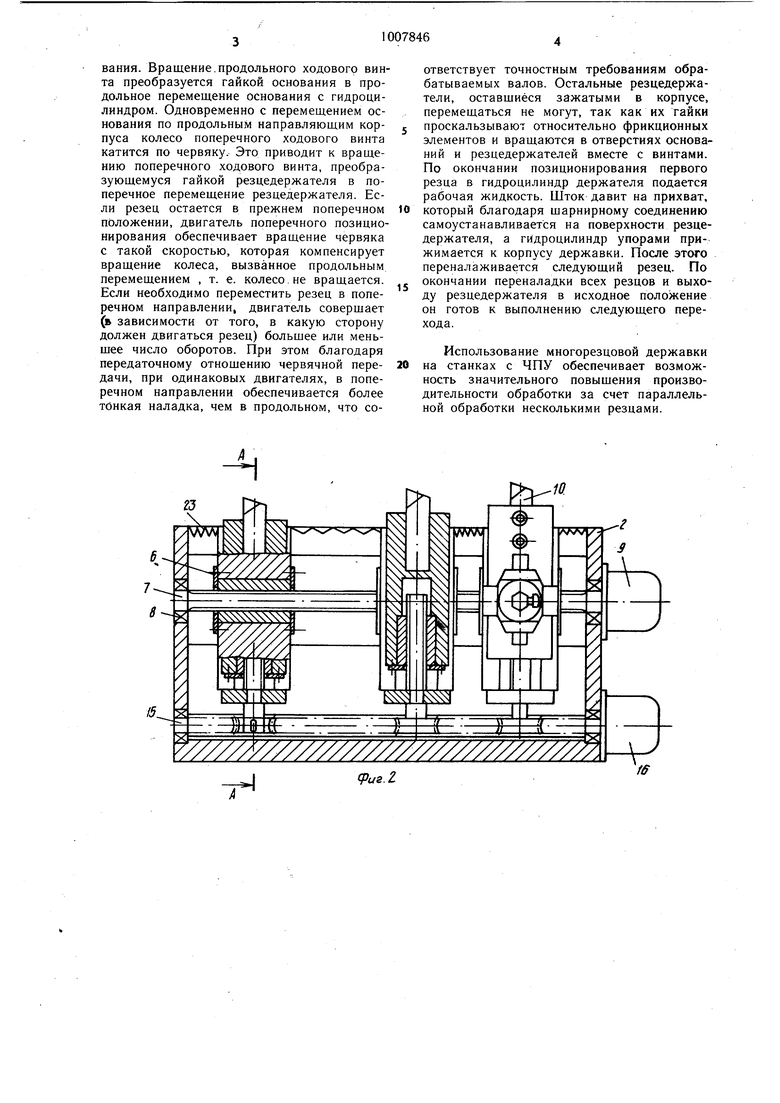
при снятой верхней части корпуса; на фиг. 3 разрез А-А на фиг. 2.
Многорезцовая державка состоит из верхней части 1, прикрепленной к корпусу 2. 5 В направляющих корпуса на основаниях 3 установлены резцедержатели 4. В каждом основании установлена гайка 5 щариковинтовой передачи. Гайка может свободно вращаться в отверстии основания. Для фиксации гайки относительно основания на нем
закреплены фрикционные элементы 6, поджатые к торцу гайки. Продольный ходовой винт 7 с гайками установлен в корпусе на подщипниках 8 и связан с приводом 9 продольного позиционирования резцов, например, щаговым двигателем. Резцедержатель установлен в направляющих основаниях, которые перпендикулярны направляющим корпуса. В отверстие резцедержателя вставляется резец 10 и крепится винтами. Каждый резцедержатель имеет гайку 11 и фрик0 ционные элементы, аналогичные фрикционным элементом основания. С гайкой каждого резцедержателя соединен поперечный ходовой винт 12. В осевом направлении винт фиксируется относительно основания стойг кой 13, на конце ходового винта на щпонке установлено червячное колесо 14, находящееся в зацеплении с червяком 15, связанным с двигателем 16 поперечного по зиционирования резцов, например, щаговым. В направляющем пазу в верхней части
Q корпуса размещены гидроцилиндры 17. Посредством щтифтов 18 каждый гидрои,илиндр связан с двумя ребрами 19, расположенными по обе стороны гидроцилиндра н ирикреплепными к основанию держателя. Благодаря тому, что штифты вставлены в пазы
5 ребер, гидроцилиндры имеют возможность вертикально перемещаться при зажиме и разжиме. Шток 20 шарнирно связан с прихватом 21. Для предохранения полости корпуса с механизмами от стружки в его окна установлены крышка 22 и гармощки 23. Гидроцилиндры шлангами 24 соединены с гидрораспределителем, управляемым, как и двигатели, системой ЧПУ (не показано).
Многорезцовая державка работает сле5 дующим образом.
По окончании очередного технологического перехода во время перемещения суппорта с державкой в исходное положение следующего перехода резцедержатели по командам системы ЧПУ последовате.пьно
0 переналаживаются в соответствии с требованиями по расположению резцов для выполнения перехода. При переналадке сначала отключается от давления жидкости гидроцилиндр соответствующего механизма зажима резцедержателя. Прихваты гидро5 цилиндра отходят от поверхностей корпуса на величину, определяемую перемещением щтифтов в пазах ребер, - держатель разжат. Включаются двигатели позиционирования. Вращение.продольного ходового винта преобразуется гайкой основания в продольное перемещение основания с гидроцилиндром. Одновременно с перемещением основания по продольным направляющим корпуса колесо поперечного ходового винта катится по червяку. Это приводит к вращению поперечного ходового винта, преобразующемуся гайкой резцедержателя в поперечное перемещение резцедержателя. Если резец остается в прежнем поперечном положении, двигатель поперечного позиционирования обеспечивает вращение червяка с такой скоростью, которая компенсирует вращение колеса, вызванное продольным перемещением , т. е. колесо, не вращается. Если необходимо переместить резец в поперечном направлении, двигатель совершает (ь зависимости от того, в какую сторону должен двигаться резец) больщее или меньшее число оборотов. При этом благодаря передаточному отношению червячной передачи, при одинаковых двигателях, в поперечном направлении обеспечивается более тонкая наладка, чем в продольном, что соответствует точностным требованиям обрабатываемых валов. Остальные резцедержатели, оставшиеся зажатыми в корпусе, перемещаться не могут, так как их тайки
проскальзывают относительно фрикционных элементов и вращаются в отверстиях оснований и резцедержателей вместе с винтами. По окончании позиционирования первого резца в гидроцилиндр держателя подается рабочая жидкость. Шток давит на прихват,
который благодаря шарнирному соединению самоустанавливается на поверхности резцедержателя, а гидроцилиндр упорами прижимается к корпусу державки. После этого переналаживается следующий резец. По окончании переналадки всех резцов и выходу резцедержателя в исходное положение он готов к выполнению следующего перехода.
Использование многорезцовой державки на станках с ЧПУ обеспечивает возможность значительного повыщения производительности обработки за счет параллельной обработки несколькими резцами.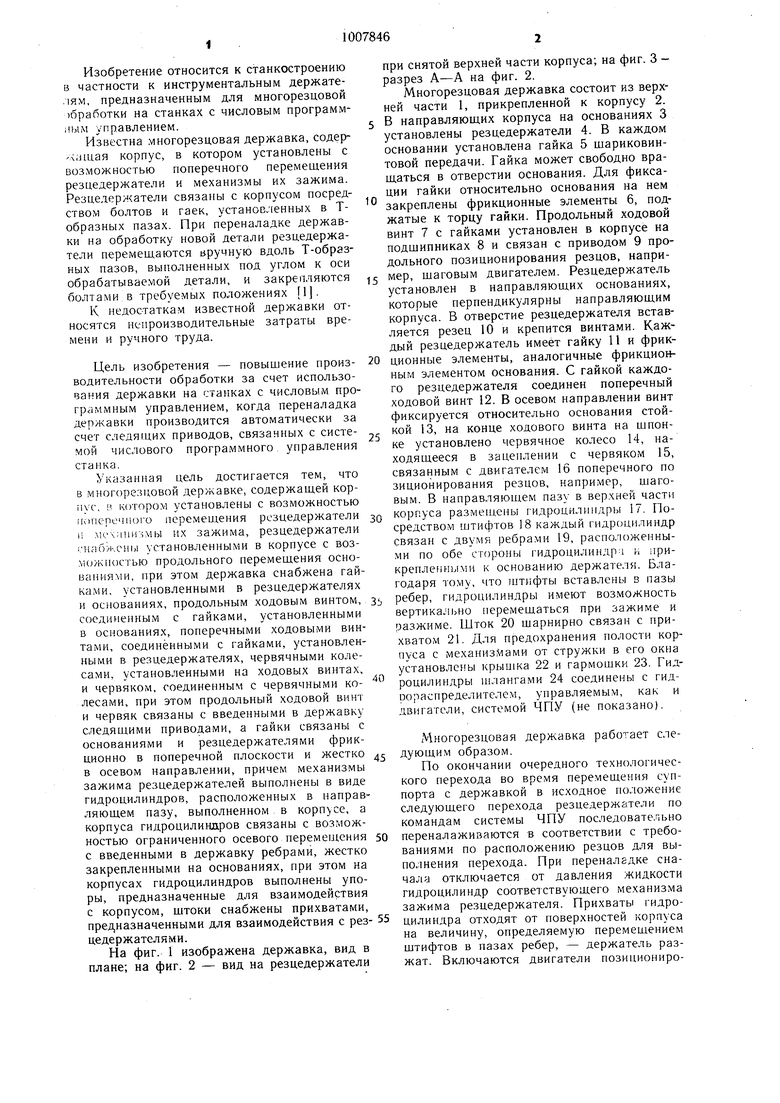
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подналадки резцов в многорезцовых токарных станках | 1980 |
|
SU876314A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| Токарный станок для обработки нежестких длинномерных валов | 1980 |
|
SU965591A1 |
| Расточная оправка | 1974 |
|
SU500908A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
| Расточная головка | 1974 |
|
SU495163A1 |
МНОГОРЕЗЦОВАЯ ДЕРЖАВКА, содержащая корпус, в котором установлены с возможностью поперечного перемещения резцедержатели и механизмы их зажима, отличающаяся тем, что, с целью повышения производительности обработки путем использования державки на станках с числовым программным управлением, резцедержатели снабжены установленными в корпусе с возможностью продольного перемещения основаниями, при этом державка снабжена гайками, установленными в резцедержателях и основаниях, продольным ходовым винтом, соединенным с гайками, установленными в основаниях, поперечныКДТЕйП1С. 13 ЙУ 1Ъц А ми ходовыми винтами, соединенными с гайками, установленными в резцедержателях, червячными колесами, установленными на поперечных ходовых винтах, и червяком, соединенным с червячными колесами, при этом продольный ходовой винт и червяк связаны с введенными в державку следящими приводами, а гайки связаны с основаниями и резцедержателями фрикционно в поперечном направлении и жестко в осевом направлении, причем механизмы зажима резцедержателей выполнены в виде гидроцилиндров, расположенных в направляющем пазу, выполненном в корпусе, а корпуса гидроцилиндров связаны с возможностью ограниченного осевого перемещения с введенными в державку ребрами, жестко закрепленными на основаниях, при этом на корпусах гидроцилиндров выполнены упоры, предназначенные для взаимодействия с корпусом, а щтоки снабжены прихватами, предназначенными для взаимодействия с резцедер ж ател я м и.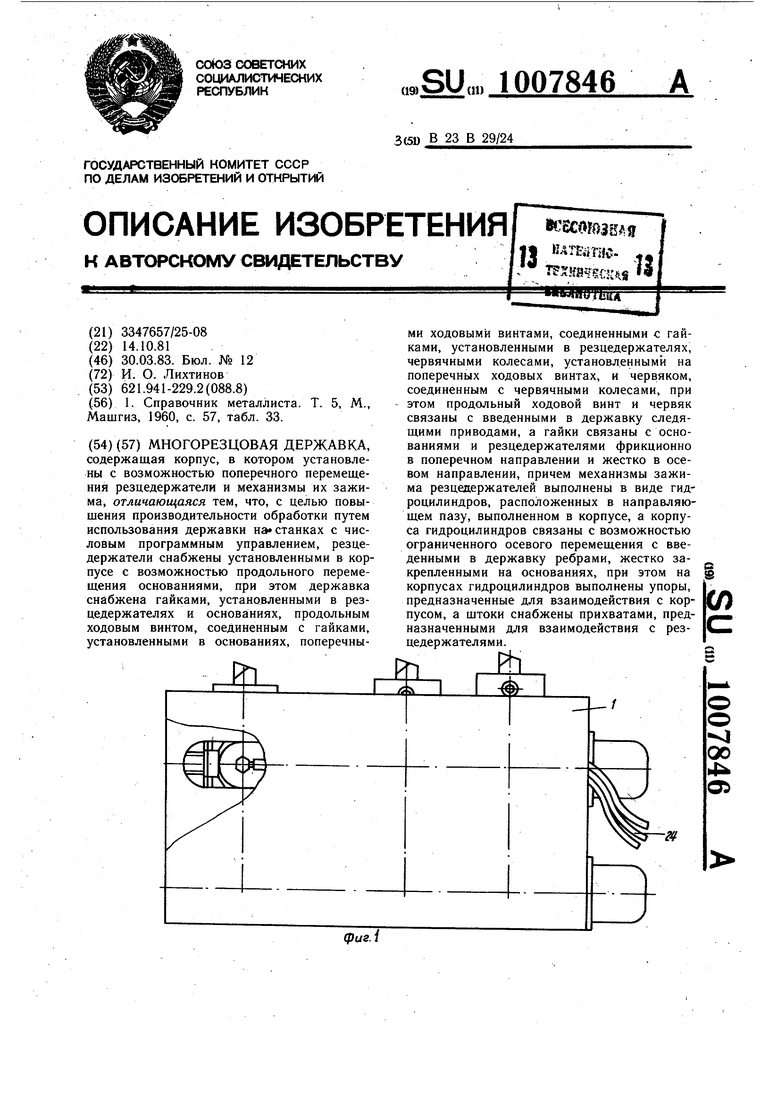
/I -/4 поВернутО
2i
11
cpus.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник металлиста | |||
| Т | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
