Изобретение относится к механической обработке металлов и может быть использовано для обработки цилиндрических, конических и сферических поверхностей на универсальных станках токарной группы. Известны расточные головки, в корпусе которых размещен резцедержатель с винтом радиальной подачи и привод поворота резцедержателя. В предложенном устройстве резцедержатель выполнен в виде оправки с пинолью, образующей с вннтом радиальной подачи винтовую пару, причем оправка и винт радиальной подачи приводятся от электромеханического привода, в который встроен узел зажима пиноли. Указанные отличия позволяют увеличить производительность предложенной головки. На фиг. 1 изображена расточная головка с частичным продольным разрезом; на фиг. 2- разрез по А-А на фиг. 1; на фиг. 3 приведена электрическая блок-схема 2асточной головки и пульта управления. Расточная головка состоит из корпуса 1 и переходника 2. В корпусе размещены шаговый электродвигатель 3, который через цилиндрические шестерни 4, 5 и 6 соединен с входными валами 7 и 8 электромагнитных муфт 9 и 10. Выходной вал 11 электромагнитной муфты 9 через конические шестерни 12 и 13, промежуточный вал 14, цилиндрические шестерни 15 и 16 и конические шестерни 17 и 18 соединены с винтом 19 радиальной подачи. Выходной вал 20 электромагнитной муфты 10 через конические шестерни 21 и 22 и червяк 23 соединен с червячным колесом 24, жестко связанным с резцедержателем 25, который установлен в корпусе 1 на подшипниках качення 26. Резцедержатель 25 состоит из оправки 27 и установленной в ней пиноли 28, в которой закрепляется резец с помошью винтов 29. Винт 19 и пиноль 28 образуют винтовую пару. Для ограничения радиального перемещения пиноли 28 на оправке 27 установлен конечный выключатель 30, который через толкатель 31 связан с пинолью 28. Для ограничения кругового вращения оправки 27 на корпусе 1 установлен конечный выключатель 32, на который воздействует кронштейн 33, закрепленный на оправке 27. Для фиксирования пинолн 28 с резцом от радиального перемещения во время круговой подачи она снабжена стопорным устройством, состоящим из гидроцилиндра 34, рычага 35 и вкладыша 36. В переходнике 2, с помощью которого расточная головка крепится на суппорте станка, размещен гндрозолотник 37 с электромагнитом 38 для управления работой гидроцилиндра 34. Пульт управления состоит из силовой части 39 и панели управления 40. В силовую часть
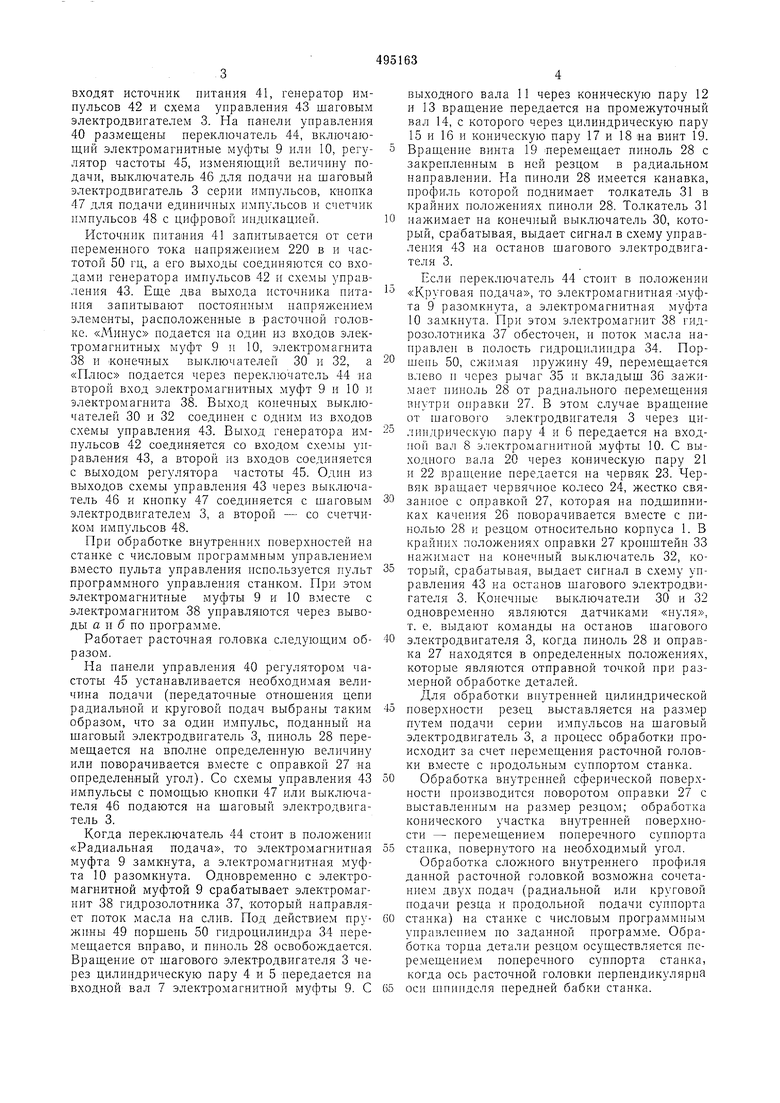
входят источник питания 41, генератор импульсов 42 и схема управлепия 43 шаговым электродвигателем 3. На панели управления 40 размещены переключатель 44, включающий электромагнитные муфты 9 или 10, регулятор частоты 45, изменяющий величину подачи, выключатель 46 для подачи на щаговый электродвигатель 3 серии импульсов, кнопка 47 для подачи единичных импульсов и счетчик импульсов 48 с цифровой индикацией.
Источник питания 41 запитывается от сети переменного тока напряжением 220 в и частотой 50 ГЦ, а его выходы соединяются со входами генератора импульсов 42 и схемы управления 43. Еще два выхода источника питания запитывают постоянным напряжением элементы, расположенные в расточной головке. «Минус подается на один из входов электромагнитных муфт 9 и 10, электромагнита 38 и конечных выключателей 30 и 32, а «Плюс подается через переключатель 44 на второй вход электромагнитпых муфт 9 и 10 и электромагиита 38. Выход конечных выключателей 30 и 32 соединен с одним из входов схемы управления 43. Выход генератора импульсов 42 соединяется со входом схемы управления 43, а второй из входов соединяется с выходом регулятора частоты 45. Один из выходов схемы управления 43 через выключатель 46 и кнопку 47 соединяется с шаговым электродвигателем 3, а второй - со счетчиком импульсов 48.
При обработке внутренних поверхностей на станке с числовым программным управлением вместо пульта управления используется пульт программного управления станком. При этом электромагнитные муфты 9 и 10 вместе с электромагнитом 38 управляются через выводы а и б по программе.
Работает расточная головка следующим образом.
На напели управления 40 регулятором частоты 45 устанавливается необходимая величина подачи (передаточные отношения цепи радиальной и круговой подач выбраны таким образом, что за одии импульс, поданный на щаговый электродвигатель 3, пиноль 28 перемещается на вполне определенную величину или поворачивается вместе с оправкой 27 на определенный угол). Со схемы управления 43 импульсы с помощью кнопки 47 или выключателя 46 подаются на шаговый электродвигатель 3.
Когда переключатель 44 стоит в положении «Радиальная подача, то электромагнитная муфта 9 замкнута, а электромагнитная муфта 10 разомкнута. Одновременно с электромагнитной муфтой 9 срабатывает электромагнит 38 гидрозолотннка 37, который направляет поток масла на слив. Под действием пружины 49 поршень 50 гидроцилиндра 34 перемещается вправо, и пиноль 28 освобождается. Вращение от щагового электродвигателя 3 через цилиндрическую пару 4 и 5 передается на входной вал 7 электромагнитной муфты 9. С
выходного вала 11 через коническую пару 12 и 13 вращение передается на промежуточный вал 14, с которого через цилиндрическую пару 15 и 16 и коническую пару 17 и 18 на винт 19. Вращение виита 19 перемещает пиноль 28 с закрепленным в ней резцом в радиальном направлении. На пиноли 28 имеется капавка, профиль которой поднимает толкатель 31 в крайних положениях пиноли 28. Толкатель 31
нажимает на конечный выключатель 30, который, срабатывая, выдает сигнал в схему управления 43 на останов щагового электродвигателя 3. Если переключатель 44 стоит в положении
«Круговая подача, то электромагнитная-муфта 9 разомкнута, а электромагнитная муфта 10 замкнута. При этом электромагнит 38 гидрозолотника 37 обесточен, и иоток масла направлен в полость гидроцилипдра 34. Поршеиь 50, сжимая пружину 49, перемещается влево и через рычаг 35 и вкладыщ 36 зажимает пиноль 28 от радиальпого перемещения внутри оправки 27. В этом случае вращение от шагового электродвигателя 3 через цилиндрическую пару 4 и 6 передается на входной вал 8 электромагнитной муфты 10. С выходного вала 20 через коническую пару 21 и 22 вращение иередается на червяк 23. Червяк враидает червячное колесо 24, жестко связанное с оправкой 27, которая на подщипниках качения 26 поворачивается вместе с иинолью 28 и резцом относительно корпуса 1. В крайних положениях онравки 27 кронштейн 33 нажимает на конечный выключатель 32, который, срабатывая, выдает сигнал в схему управления 43 на останов шагового электродвигателя 3. Конечные выключатели 30 и 32 одновременно являются датчиками «нуля, т. е. выдают команды на останов шагового
электродвигателя 3, когда пиноль 28 и оправка 27 паходятся в определенных положениях, которые являются отправной точкой при размерной обработке деталей. Для обработки внутренней цилиндрической
поверхности резец выставляется на размер путем подачи серии импульсов на шаговый электродвигатель 3, а процесс обработки происходит за счет перемещения расточной головки вместе с продольным суппортом станка.
Обработка внутренней сферической поверхности производится поворотом оправки 27 с выставленным на размер резцом; обработка конического участка внутренней поверхности - перемещением поперечиого суппорта
стапка, повернутого на необходимый угол.
Обработка сложного внутреннего профиля данной расточной головкой возможна сочетанием двух подач (радиальной или круговой подачи резца и продольной подачи суппорта
станка) на станке с числовым программным управлением по заданной программе. Обработка торца детали резцом осуществляется перемещением поперечпого суппорта станка, когда ось расточной головки перпендикулярна
оси шпппделя передней бабки станка. Формула изобретения Расточная головка, в корпусе которой размещеп резцедержатель с винтом радиальной подачи и привод поворота резцедержателя, отличающаяся тем, что, с целью увеличения производительности, резцедержатель выполнен в виде оправки с пинолыо, образующей с винтом радиальной подачи винтовую пару, причем оправка и винт радиальной подачи приводятся от электромеханического привода, в который встроен узел зажима пиноли,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для копирной расточки фасонных отверстий | 1981 |
|
SU965621A2 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| СТАНОК ДЛЯ ПОДРЕЗКИ ТОРЦОВ ЗАГОТОВОК | 1973 |
|
SU364390A1 |
| Расточная головка | 1977 |
|
SU689784A1 |
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1074661A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Устройство для радиального перемещения резца | 1975 |
|
SU599930A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1965 |
|
SU223566A1 |
| Расточная головка с автоматическим управлением размером обработки | 1987 |
|
SU1657281A1 |
7, 26 2 18232221 201086 33 JI Т 2 16 15 If 13 12 11 Э 75
А-А
3
Фиг. 2
/ 37
J8
(Pi/г. f
