Изобретение относится к машиностроению, в частности к технологии обработки.
Известен способ закрепления тонкостенных деталей, при котором деталь деформируют регулируемыми радиально направленными силами 1.
Однако этот способ не позволяет получать после обработки заранее заданную геометрическую форму обрабатываемой поверхности.
Цель изобретения - получение после обработки заранее заданной геометрической формы обрабатываемой поверхности.
Поставленная цель достигается тем, что в способе закрепления тонкостенных деталей, при котором деталь деформируют на определенных участках радиально направленными силами и регулируют радиальные силы по величине деформаций соответствующих участков, деформирование детали производят на обрабатываемых участках.
При этом после обработки, когда будет получена точная геометрическая форма поверхности детали в закрепленном состоянии, при снятии зажимных усилий вследствие упругих деформаций обратного знака форма обработанной поверхности исказится и будет зеркальным отображением заданной кривой деформации, полученной при закреплении детали под действием зажимных сил.
Предлагаемый способ может быть реализован известными устройствами с радиально направленными зажимными силами. На чертеже показано устройство для закрепления.
Устройство содержит цилиндр 1, имеющий девять зажимных элементов 2, выполненных в виде резиновых колец и равномерно расположенных по высоте устройства. Поскольку каждый зажимной элемент имеет независимый подвод давления воздуха, то при закреплении тонкостенного цилиндра можно регулировать деформацию обрабатываемой поверхности последнего, изменяя давление воздуха перед соответствующим зажимным элементом.
Применение предлагаемого способа закрепления тонкостенных деталей позволяет получить после обработки обрабатываемую поверхность с заранее заданной геометрической формой, чтобы в узле под рабочей нагрузкой иметь его совершенную геометрическую форму, являющуюся основным критерием работоспособности детали и влияющую на их надежность и долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления обработкой тонкостенных цилиндрических деталей | 1981 |
|
SU952443A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ И ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2751400C1 |
| Способ обработки тонкостенных цилиндрических деталей | 1983 |
|
SU1127691A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2106217C1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1984 |
|
SU1140888A1 |
| КОРПУС ЦИЛИНДРА, ВЫПОЛНЕННЫЙ В ВИДЕ ТОНКОСТЕННОЙ КОМПОЗИТНОЙ КОНСТРУКЦИИ, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2651192C2 |
| Способ закрепления тонкостенных деталей | 1977 |
|
SU663495A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
СПОСОБ ЗАКРЕПЛЕНИЯ ТОНКОСТЕННБ1Х ДЕТАЛЕЙ, при котором деталь деформируют регулируемыми радиально направленными силами, отличающийся тем, что, с целью получения после обработки заранее заданной геометрической формы обрабатываемой поверхности, деформирование детали производят на обрабатываемых участках. (Л 00 4;: СО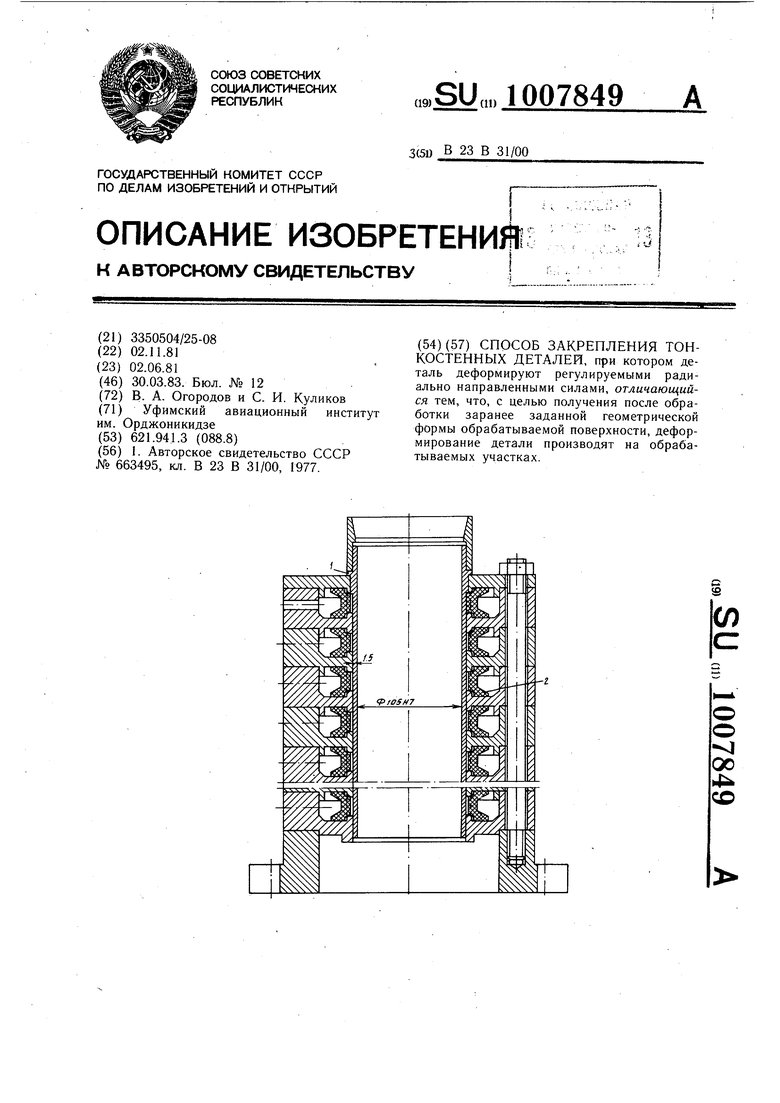
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ закрепления тонкостенных деталей | 1977 |
|
SU663495A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
