Изобретение относится к области станкостроения.
В известных устройствах для сверления отверстий, оси которых взаимно перпендикулярны, процесс обработки вы полняется в две операции, вы полняемые - на разных станках. Загрузка и съем деталей в таких устройствах осуществляется вручную, и зачистка заусенцев после сверления отверстий производится допОоТНительно на токарном станке.
Цель изобретения - устранение указанных недостатков и возможность сверления отверстий на различных угловых расстояниях.
Для этого на позициях обработки для фиксации деталей установлены механизмы, выполненные в виде лодпружиненных прижимов. Прижимы находятся нод действием сжатого воздуха и снабжены зубчато-реечным механизмом поворота детали на заданный угол. Сверлильные головки на станке установлены парами, соосно одна другой и по обе стороны обрабатываемой детали. Снятие заусенцев, получающихся в результате сверления, осуществляется расточной головкой, установленной на этом же станке.
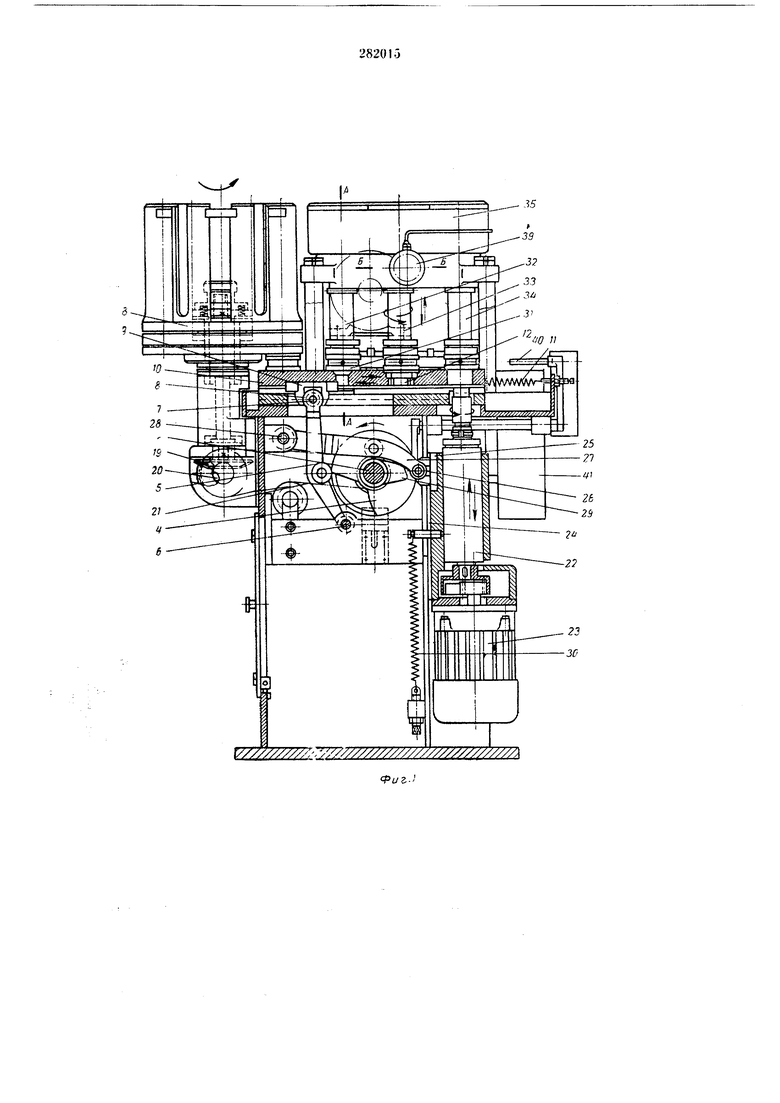
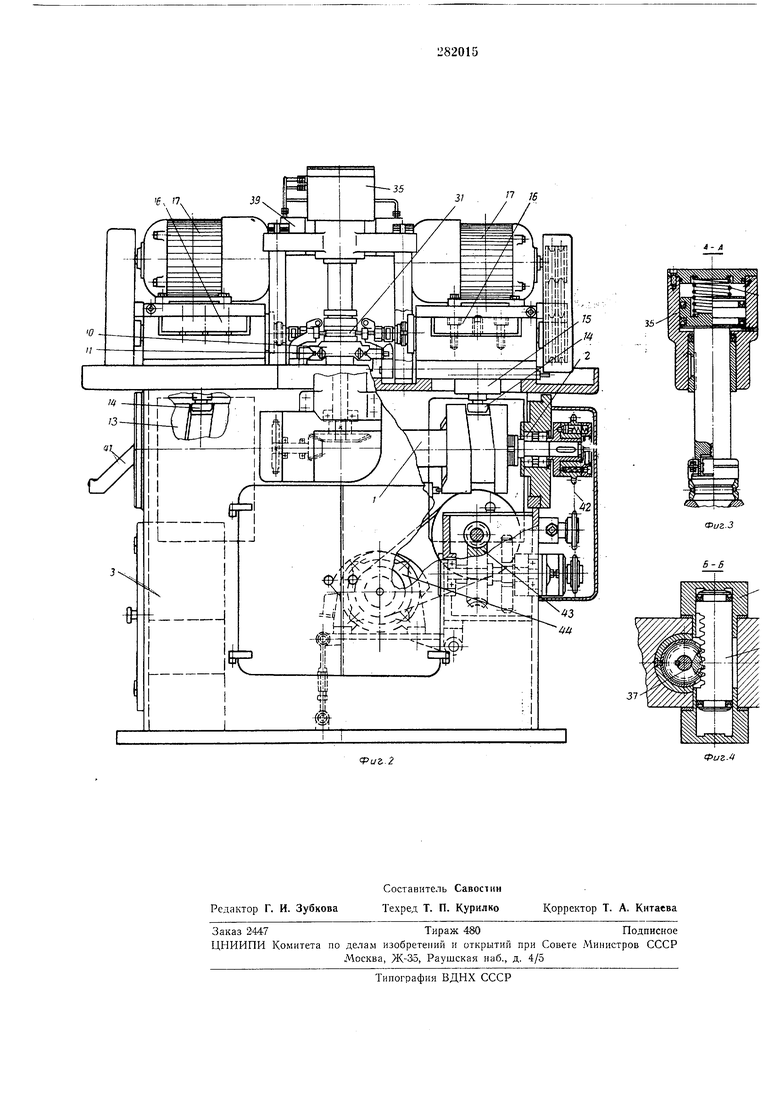
На -фиг. 1 и 2 показан предлагаемый автомат в двух проекциях; на фиг. 3 - разрез но А-А; на фиг. 4 - разрез но Б-Б.
.2 .
торый смонтирован в подшипниках 2, установленных в станине 3 автомата. Кулачок 4, закрепленный на распределительном валу, контактирует с рычагом 5, который поворачивается вокруг оси 6 и через палец 7, роли-к 8 и вилку 9 -связан с четыре.хпозиционным сто лом 10, поджатым пружинами // к неподвижпому борту станины 3. Третья позиция стола 10 снабжена поднятником 12. На распределительном валу закреплены также два копирных барабана 13, с ручьями которых контактируют ролики 14 ползунов 15. На последних установлены сверлильные головки 16 с. приводами 17.
Магазин-накопитель 18 через конические шестерни 19 п 20 и цепную передачу 21 связан с распределительным валом.
Расточная головка 22 с электродвигателем 23 смонтирована на направляющих 24 и связана вилкой 25 с роликом 26 рычага 27, который поворачивается вокруг оси 28 и через ролик контактирует с кулачком 29, укрепленным на распределительном валу. Пружина 30 прижимает расточную головку к станине автомата.
Обрабатываемые детали 31 на рабочих позициях стола 10 фиксируются прижимами 32, 33 и 34, каждый из которых является щтоком блока н {евмоцилиндров зажима 55 и поджат
со 37, которое находится в зацеплении с рейкой, выполненной на штоке 38 шгевмоцнляндра.39 поворота детали.
После обработки детали 31 толкателем 40 сбрасываются в отводящий лоток .
Распределительный вал цепной передачи 42 связан с выходным валом редуктора 43, входной вал которого соединен с приводом 44 распределительного вала.
Механизм автомата при работе совершает согласованные перемещения от распределительного вала.
Обрабатываемая деталь 31 из магазинанакопителя /5 поступает на первую позицию четырехпозиционного стола JO. В этот момент ролик рычага 5 попадает во .впадину профиля кулачка 4 и стол 10 под действием пружин // перемещается в горизонтальной плоскости. Деталь 31 поступает на вторую позицию. Полости блока пневмоцилиндров зажима 35 в этот момент соединяются с атмосферой и их щтоки под действием пружин 36 опускаются на детали 31, фиксируя их, а стол 10 под действием рычага 5 возвращается в исходное положение. После этого в блок лиевмоцилиндров 35 гаодается сжатый воздух и происходит фиксация обрабатываемых деталей на рабочих позициях. Сверлильные головки 16, получающие главное движение от приводов 17, получают от копирных барабанов 13 через ползуны 15 движение подачи и обрабатывают соосные отверстия в деталях 31, а на первую TIOзицию стола 10 вновь подается деталь 31 из магазина-накопителя 18. После окончания сверления и вывода сверлильных головок 16 из зоны обработки прижимы 32, 33 и 34 перемещаются .в верхнее положение, освобождая детали 31. Стол вновь совершает горизонтальное перемещение, детали нерепосятся на следующие позиЦии, где фиксируются прижимами 32, 33 и 34. При этом на третьей позиции деталь попадает на лоднятник 12 и прижим 33 поворачивает ее вместе с поднятником на заданный угол под действием щтока 38 пневмоцилиндра 39. После этого вновь происходит фиксация деталей и сверление отверстий. При этом на третьей позиции производится сверление отверстий, располон енных sra второй позиции.
На четвертой позиции производится снятие заусенцев, образовавшихся при сверлении отверстий, расточной головкой 22, после чего обработанная деталь 31 сбрасывается толкателем 40 в отводящий логак 41.
Предмет изобретения
1. Автомат для сверления отверстий в кольцевых деталях, подаваемых поштучно из магазина-накопителя на подвижный рабочий стол и фиксируемых на позициях обработки в ориентированном положении относительно
сверлильных головок, отличающийся тем, что, с целью сверления отверстий .на различных угловых расстояниях, на позициях обработки для фи кса-ции детали установлены механизмы, вы-полненные в виде падпружинепны.х прижимов, находящихся также лод воздействием сжатого воздуха и снабженных кроме первой и последней позиций зубчато-реечным механизмом поворота на заданный угол детали, укладываемой на поворотный подпятник, ра-сположенный в рабочем столе, вдоль которого установлены сверлильные голов ки.
2.Автомат поп. 1, отличающийся тем, что в нем сверлильные головки уста новлены парами, соосно одна другой и по обе стороны обрабатываемой детали, фи1ксируемой в столе, совершающем прямолинейное возвратно-поступательное движение.
3.Автомат по пи. и 2, отличающийся тем, что для снятия заусенцев, получающихся
в рез}мьтате сверления, на 1последией позиции в столе вьшолнено отверстие, в которое проходит шпиндель подвижной в осевом направлении расточной головки.
/////////7/, : 77У///////////////////////////х
35
Фиг-4-4
Б-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| УНИВЕРСАЛЬНЫЙ МНОГОШПИНДЕЛЬНЫЙ ПАТРОННЫЙ АВТОМАТ ДЛЯ ОБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ | 1971 |
|
SU304061A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Автомат для сверления поперечных отверстий | 1981 |
|
SU1007852A1 |