Изобретение относится к станкостроению, а именно к многопозиционным станкам для обработки гнезд электрических соединений.
Известен многопозиционный автомат для многосторонней обработки деталей, содержащий станину, на которой размещены силовые головки, и поворотный стол с равномерно расположенными по его окружности зажимными приспособлениями с механизмами управления его элементами 1.
На данном автомате нельзя обрабатывать детали с противоположных торцовых сторон.
Цель изобретения - расширение технологических возможностей автомата.
Поставленная цель достигается тем, что многопозиционный авто.мат для многосторонней обработки деталей, содержащий станину, на которой размещены силовые головки, и поворотный стол с равномерно расположенными по его окружности зажимными приспособлениями с механизмами управления его эле.ментами, снабжен кантователем дета-лей, установленным на станине, а поворотный стол - дополните.чьными зажимными приспособлениями, аналогичными основным и расположенными между ними, при этом кантователь установлен с возможностью взаимодействия с механизмами управления с зажимными приспособлепиями.
Кроме того, кантователь дета.мей выполнен в виде двух пневмоцилиндров со сквозными отверстиями, расположенными вдоль их осей, трубопровода и эжектора, причем концы трубопровода соединены с отверстиями пневмоцилиндров.
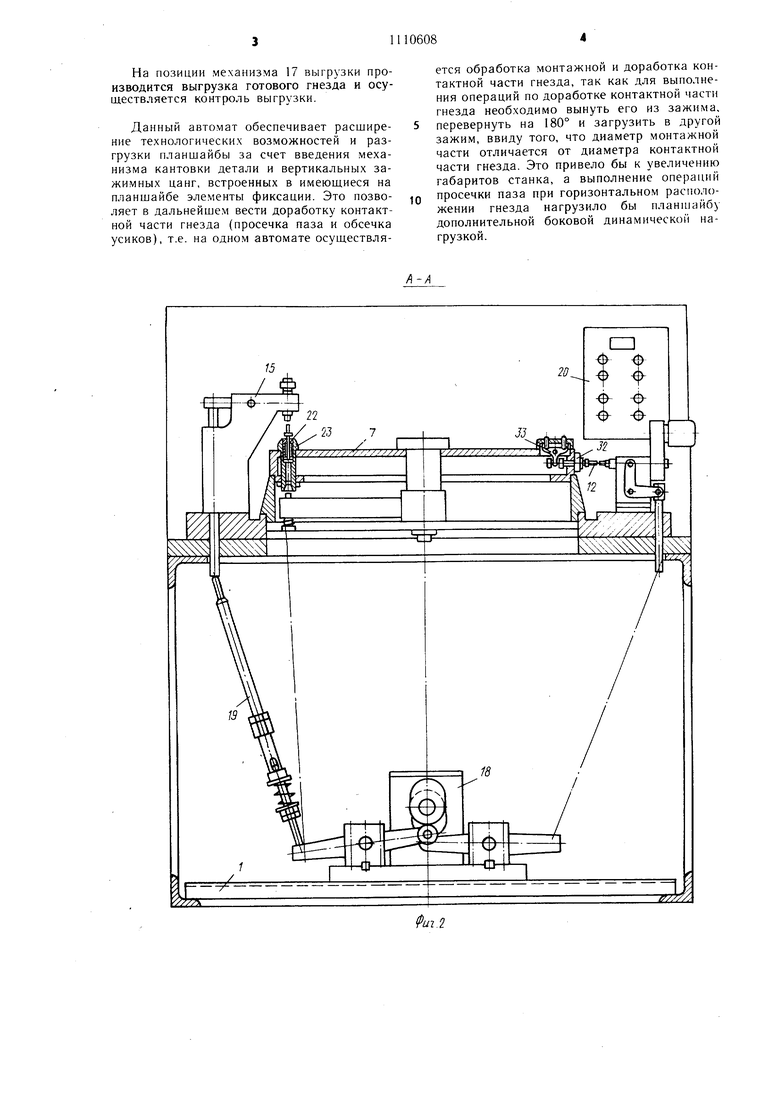
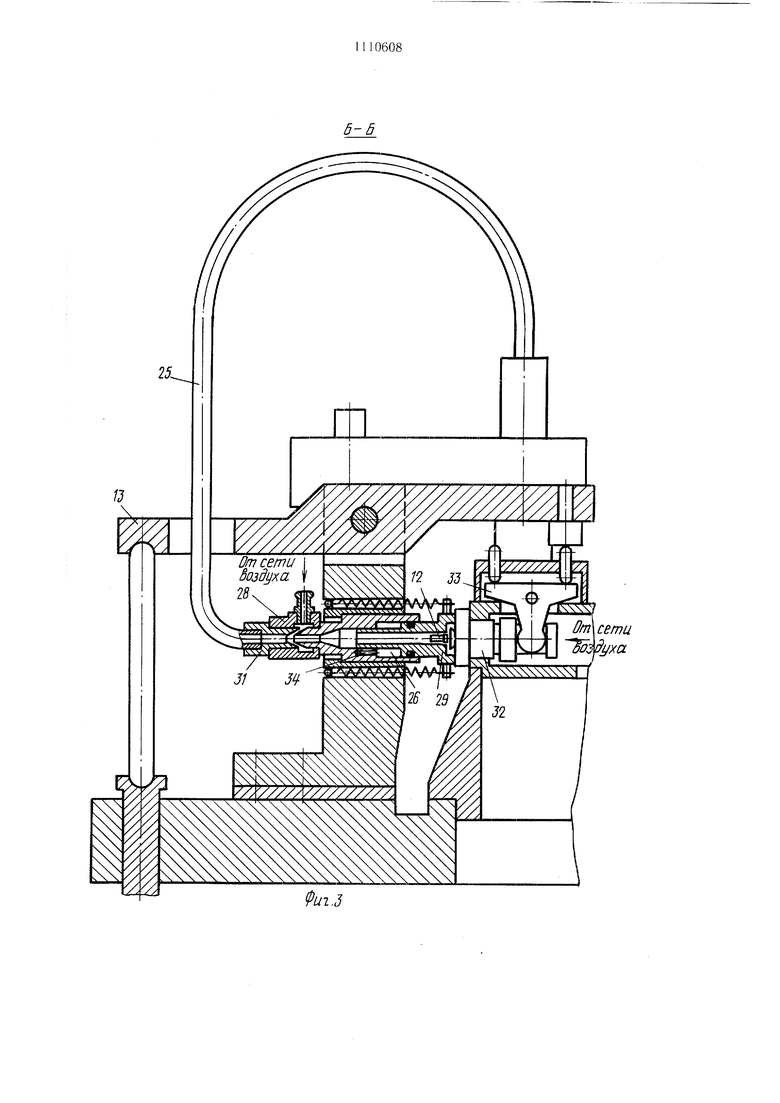
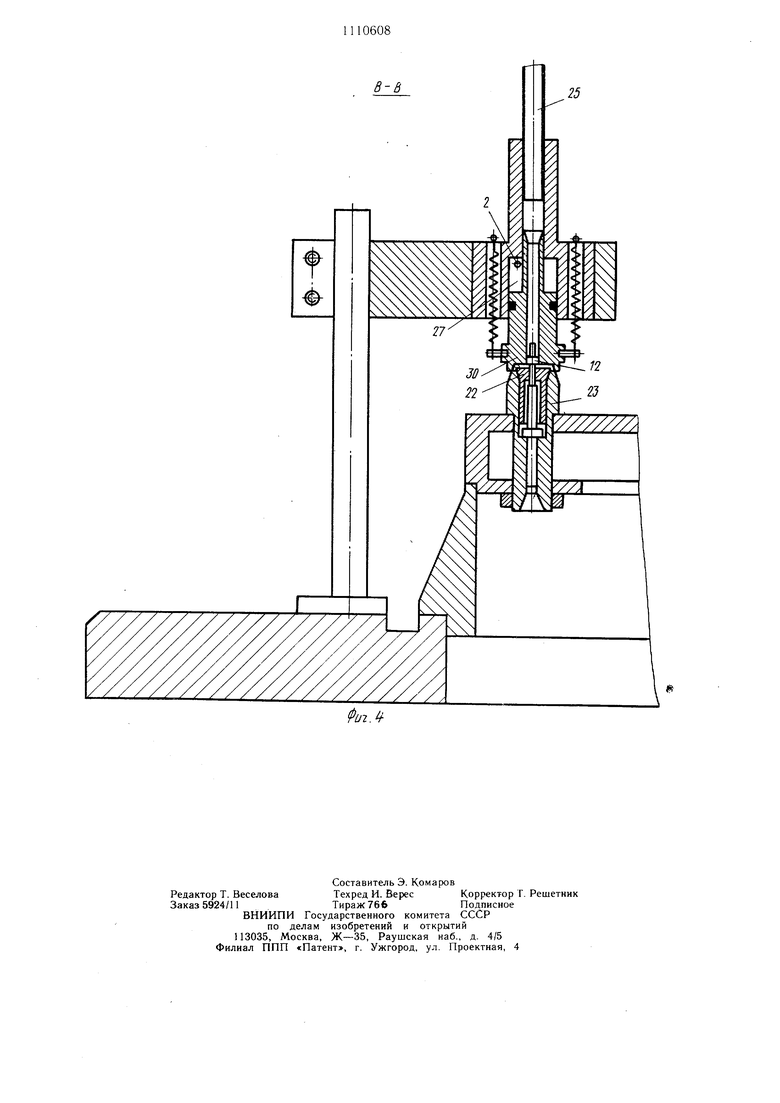
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - разрез А-.А. на фщ. I; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 сечение В-В на фиг. .
.Автомат содержит cTaniiiiy 1, си;1овые головки 2--6 с инструментами, 10Боротный стол 7 с расположенными ()авномерпо по его окружности горизонтальными зажимными приспособлениями 8 с механизмами 9 уирав;1епия его элементами, механизм 10 ориентации, механизм 11 загрузки деталей
12в зажимные приспособления 8, механизм
13воздействия на механизм 9 зажимного приспособления 8, механизм 14 фиксации и контроля, механизм 15 нросечки паза, механизм 16 обсечки усиков, механиз.м 17 выгрузки, кулачковый привод 18 с толкателями 19, пульт управления 20.
Кантователь 21 деталей 12 установлен на станине 1. На поворотном столе 7 между зажимными приспособлениями 8 установлены зажимные цанги 22 вертикальных зажимных приспособлений 23. Механизм 24 предназначен для зажима цанг 22.
Кантователь 21 выполнен в виде трубопровода 25 и двух пневмоцилиндров 26 и 27 одностороннего действия и эжектора 28.
Поршень 29 гшевмоцилиндра 26, взаимодействующий с механизмами 9, и поршень 30
пневмоцилиндра 27 с цангами 22 и.меют расположенные вдоль их осей сквозные отверстия 31, в которых размещены концы трубопровода 25.
Автомат работает следующим образом.
Детали 12 из механизма 10 ориентации в ориентированном положении перемещаются в механизм 11 загрузки, который осуществляет загрузку деталей 12 в ор1-:ентированном
Q положении (контактной частью в сторону устройства) в зажимное приспособление 8 поворотпого стола 7. После этого уси.шем рычага механиз.ма 13 пажи.мается штифт 32 механизма 9, и благодаря его трехплечему рычагу 33 зажи.мпое приспособление 8 зак5 рывается. Шаговым поворотом стола 7 зажатые в горизонтальном положении детали 12 последовательно переносятся нз следующие позиции, где установлены сверлильные |оловки 2, 3, 4 и 6, осуществляющие сверление продольного отверстия различной длины и диаметра в монтажной части гнезда. Сверлильная головка 5 осуществляет сверление бокового отверстия на монтажной части, гнезда.
Механизм 14 фиксации и контроля осу5 ществляет фиксацию поворотного CTO,ia 7 и контро.ль наличия продольного отверстия в монтажной части гнезда.
На позиции кантования детали 12 lipoисходит следующее: после остановки повоpOTHoio стола 7 и фикси)ования его голов0 кой механизма 14 фиксаци и контроля воздух от сети поступает в эжектор 28 (фиг. 3) и через отверстие 34 в полости пневмоцилиндров 26 (фиг. 3) и 27 (фиг 4). Под действием воздуха Hopnienb 29 пнгвмоцилиндра 26 перемещается до упора в зажимное
приспособление 8, а поршень 30 пневмоцилиндра 27 - до упора в приспособление 23. Кулачок привода 18, перемещая систему толкателей 19, передает усилие на рычаг механизма 13, который в свою очередь че0 рез штифт и трехплечий рычаг меха1П13ма 9 раскрывает зажимное приспособление 8 (фиг. 3). Деталь 12 освобождается от зажима, выталкивается потоком юздуха и за счет разрежения, создаваемого эжектором 28, начинает двигаться по трубопроводу 25
5 кантователя 21 и поступает в lanry 22 монтажной частью, зани.мая вертикальное положение контактной частью гнезда вверх. После этого поступление воздуха от сети прекращается, порщни 29 и 30 пневмоцилиндров 26 и 27 возвращаются в исходное положение, головка механизма 14 фиксации и контроля освобождает поворотный стол 7, который переносит деталь 12, находяпгуюсн в цанге 22, на позицию механизма 24. При по.мощи штока .механизма 24 цанга 22 геремещается
5 вниз и осуществляется зажим детали 12. На следуюп1их позициях механизм 15 просечки просекает ножом паз ia контактной части гнезда, а механизм 16 обсечки обсекает втулкой усикп.
На позиции механизма 17 выгрузки производится выгрузка готового гнезда и осуществляется контроль выгрузки.
Данный автомат обеспечивает расширение технологических возможностей и разгрузки планшайбы за счет введения механизма кантовки детали и вертикальных зажимных цанг, встроенных в имеюшиеся на планшайбе элементы фиксации. Это позволяет в дальнейшем вести доработку контактной части гнезда (просечка паза и обсечка усиков), т.е. на одном автомате осушествляется обработка монтажной и доработка контактной части гнезда, так как для выполнения операций по доработке контактной части гнезда необходимо вынуть его из зажима, перевернуть на 180° и загрузить в другой зажим, ввиду того, что диаметр монтажной части отличается от диаметра контактной части гнезда. Это привело бы к увеличению габаритов станка, а выполнение операций просечки паза при горизонтальном расположении гнезда нагрузило бы планшайбу дополнительной боковой динамической нагрузкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат контроля гнезд штепсельных резъемов | 1989 |
|
SU1674981A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1976 |
|
SU698684A1 |
| Автомат для контроля и сортировкигНЕзд шТЕпСЕльНыХ РАз'ЕМОВ | 1979 |
|
SU820912A1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многопозиционный агрегатный станок | 1981 |
|
SU988529A1 |
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| Многопозиционный станок | 1982 |
|
SU1024232A1 |
1. МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ .МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ, содержащий станину, на которой размещены силовые головки, и поворотный стол с равномерно расположенными по его окружности зажимными приспособлениями с механизмами управления его элементами, отличающийся тем, что, с целью расщирения технологических возможностей, автомат снабжен кантователем деталей, установленным на станине, а поворотный стол - дополнительными зажимными приспособлениями, аналогичными основным и расположенными между ними, при этом кантователь установлен с возможностью взаимодействия с зажимными приспособлениями. 2. .Автомат но и. 1, отличающийся тем, что кантователь деталей выполнен в виде двух пневмоцилиндров со сквозными отверстиями, расположенными вдоль их осей, трубопровода и эжектора, причем концы трубопровода сообщены с отверстиями пневмоцилиндров. (Л 05 о сх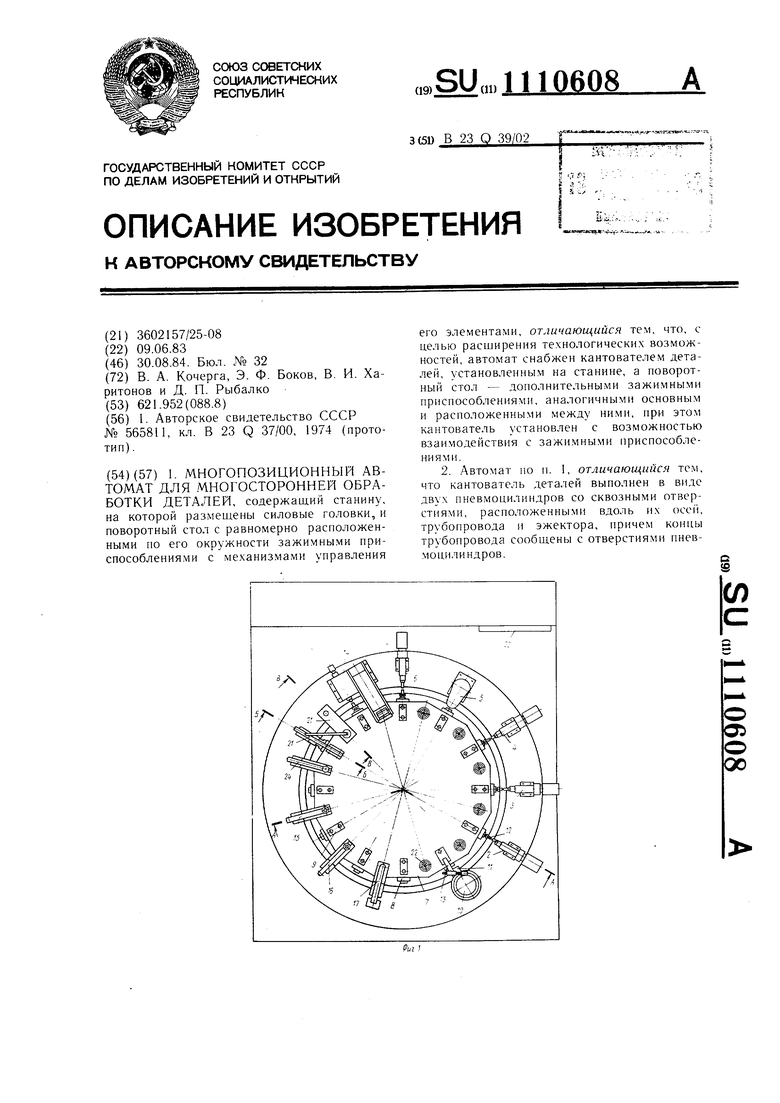
Фиг.5 3ffj/xa
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многопозиционный станок для многосторонней обработки деталей | 1974 |
|
SU565811A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
