.Г
-11
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия спутникового типа | 1980 |
|
SU884966A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Автоматическая линия для изготовления колец | 1977 |
|
SU737084A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1988 |
|
SU1505666A2 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Устройство для загрузки и выгрузки изделий,преимущественно,электродов | 1974 |
|
SU616514A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА по авт. св. /4№ 884966, отличающаяся тем, что, с целью последовательного автоматического перехода линии с выпуска одного типоразмера изделий на другой, она снабжена магазином пресс-форм различных размеров со штабелером и транспортером, расположенным на линии автомата разборки пресс-форм, который оборудован устройством задержки пуансона, причем штабелер установлен с возможностью взаимодействия с транспортером. -« 12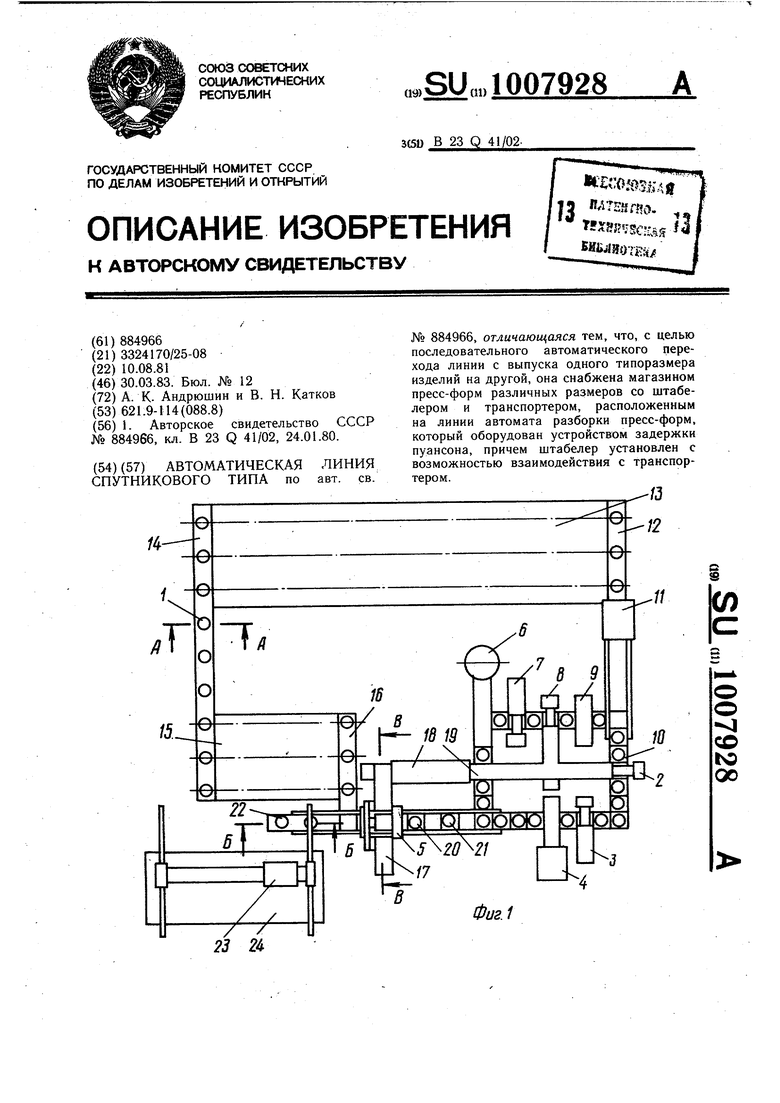
/5.
23 24
10
со to
оо
Изобретение относится к производству блочных элементов в приспособлениях спутниках и может быть использовано в химической, радиотехнической и электротехнической промышленности.
По основному авт. св. № 884966 известна автоматическая линия спутникового типа, содержащая технологические автоматы, установленные по ходу технологического процесса до и после печи для термической обработки изделия и связанные между собой транспортными средствами с независимыми приводами, и транспортеры возврата составных частей приспособления спутника, автомата для сборки и разборки составных частей приспособления спутника с транспортным устройством, связанным с транспортными средствами печи для термической обработки изделия и транспортерами возврата составных частей приспособления спутника и снабжена управляемыми упорами 1.
Известная линия не обеспечивает автоматического перехода линии с выпуска одного типа размера изделий на другой.
Цель изобретения - последовательный автоматический переход линии с выпуска одного типоразмера изделий на другой.
Указанная цель достигается тем, что линия содержит технологические автоматы, установленные по ходу технологического процесса до и после печи для термической обработки изделия и связанные между собой транспортными средствами с независимыми приводами и транспортеры возврата составных частей приспособления спутника, автомата для сборки и разборки составных частей приспособления спутника с транспортным устройством связанным с транспортными средствами печи для термической обработки изделия и транспортерами возврата составных частей приспособления спутника, снабжена управляемыми упорами, магазином пресс-форм различных размеров со штабелером и транспортером, расположенным на линии автомата разборки пресс-форм, который оборудован устройством задержки пуансона, причем штабеллер установлен с возможностью взаимодействия с транспортером.
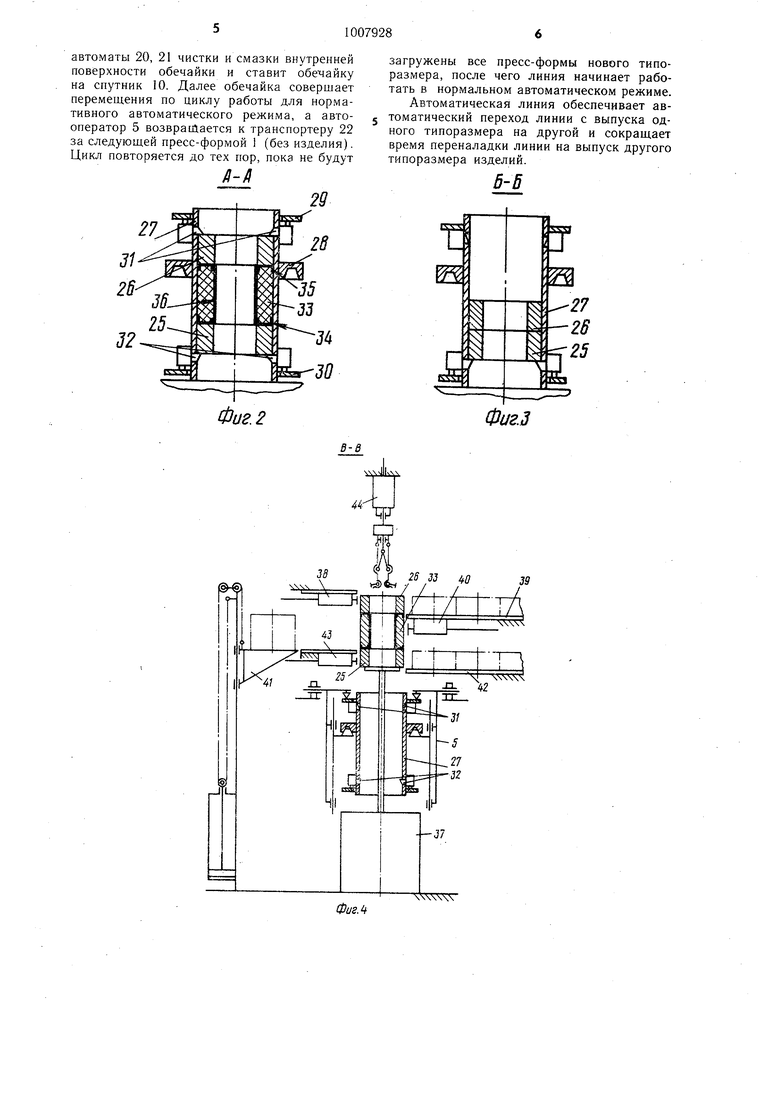
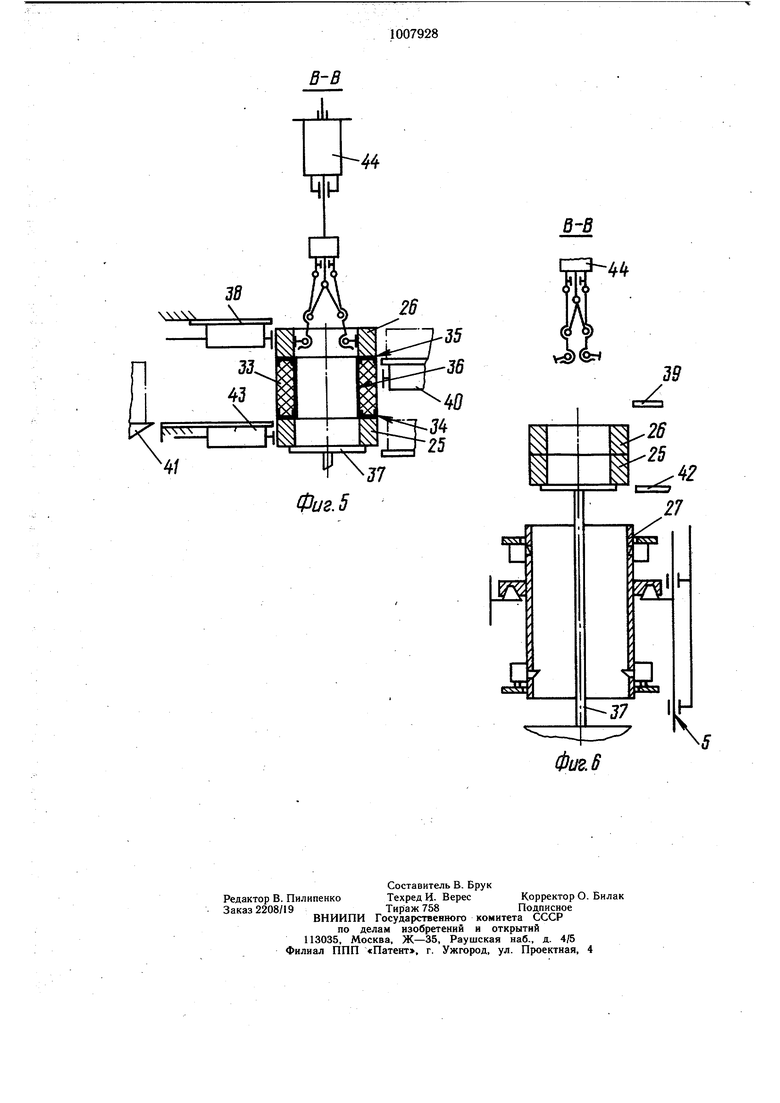
На фиг. 1 показана линия в плане, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (пресс-форма перед разборкой); на фиг. 3 - разрез Б-Б на фиг. 1 (положение пуансонов в пресс-форме при передаче пресс-формы в магазин или из магазина); на фиг. 4 - разрез В-В на фиг. 1 (по автомату разборки пресс-формы; момент после выталкивания пуансонов с изделием из обечайки и при работе линии в нормаль-ном автоматическом режиме); на фиг. 5 - разрез В-В на фиг. 1 (по автомату разборки пресс-форм; момент при работе линии в режиме замены прессформы на другой типоразмер); на фиг.6 -
разрез В-В на фиг. 1 (по автомату разборки пресс-формы; положение пуансонов перед вставкой в пресс-форму или выталкивания из нее. При работе линии в режиме замены пресс-форм на другой типоразмер).
Автоматическая переналаживаемая линия содержит пресс-форму 1, автомат 2 установки пуансона, автомат 3 установки стакана, автомат 4 установки каркаса, автооператор 5, автомат 6 дозирования, автомат 7 установки стакана, автомат 8 установки пуансона, пресс-автомат 9, спутник 10, автооператор 11 съема пресс-формы 1 с изделием со спутника 10 и передачи ее на транспортер 12, печь 13 для термической
5 обработки изделий, транспортер 14, камеру 15 для охлаждения пресс-формы 1 с изделием, транспортер 16, автомат 17 разборки пресс-фор.м, автомат 18 чистки и смазки пуансонов, транспортер 19 подачи пуансонов к автоматам 2 и 8, автомат 20 чистки
0 обечайки, автомат 21 смазки обечайки, транспортер 22, штабелер 23, магазин 24 прессформ разных типоразмеров.
Пресс-форма 1 с изделием содержит пуансоны 25 и 26 (фиг. 2), обечайку 27,
5 имеющую неподвижное кольцо 28, подвижные кольца 29 и 30 и управляемые ими упоры 31 и 32, изделие 33, включающее стаканы 34 и 35, каркас 36 спрессованную шихту.
Автомат 17 разборки пресс-форм 1
0 (фиг. 1 и 4) содержит устройство 37 выталкивания пуансонов 25 и 26 с изделием 33, из обечайки 27, устройство 38 удаления пуансона 26, направляющие 39, устройство 40 удаления изделия 33, подъемник 41, принимающий изделие 33, направляющие 42,
5 устройство 43, передающее пуансон 25 на направляющие 42, устройство 44, обеспечивающее задержку пуансона 26 (фиг. 5) и укладку его на пуансон 25 (фиг. 6) при подготовке пресс-формы без изделия для подачи в магазины 24 и на место пуансона 25 при выдаче пресс-формы 1 без изделия (фиг. 3) из магазина 24 при работе линии в режиме замены пресс-формы на другой типоразмер или при выходе из строя любого технологического оборудования от автома5 та 17 до печи 13.
Автоматическая переналаживаемая линия в нормальном автоматическом режиме работает следующим образом.
Пресс-форма 1 с изделием транспортером 16 подается на линию действия авто0 оператора 5, который захватывает прессформу 1 за неподвижное кольцо 28, поднимает, прижимая ее подвижным кольцом 29 к своим упорам, и переносит на автомат 17 разборки пресс-формы 1. К этому моменту упоры 31 убираются кольцом 29, подается команда и устройство 37 выталкивает изделие 33 совместно с пуансонами 25 и 26 из обечайки 27. Пуансон 26 нажимает датчик, по сигналу которого срабатывает устройство 38, передвигающее пуансон 26 на направляющие 39. В конце хода устройство 38 воздействует на датчик, посылающий команду на работу устройства 40, перемещающее изделие 33 на подъемник 41 и воздействующее на датчик, подающий команду на работу устройства 43, перемещающего пуансон 25 на направляющие 42. Затем устройства 37, 38, 40 и 43 приходят в исходное положение, а пуансоны 26, 25 с направляющих 39, 42 поступают в автомат 18 чистки и смазки пуансонов, после чего поступают на транспортер 19, распределяющий пуансоны на автоматы 2 и 8 установки пуансонов.
В период установки пуансона 25 автоматом 2 на спутник 10 на всех рабочих позициях одновременно выполняются технологическими автоматами операции, после заверщения которых спутники 10 перемещаются на щаг. На пуансон 25 автомат 3 устанавливает стакан 34, затем автомат 4 устанавливает каркас 36, после чего автооператор 5, проведя обечайку 27 через автоматы 20 и 21 чистки и смазки внутренней поверхности обечайки, опускает обечайку 27 на спутник 10. Автомат 6, после очередного перемещения спутников 10, засыпает в обечайку 27 щихту, затем на щихту автомат 7 устанавливает стакан 35, на который на своей позиции автомат 8 устанавливает пуансон 26. В таком вилТ,е пресс-форма 1 поступает под пресс-автомат 9 двухстороннего прессования, в процессе которого пуансон 26 опускается и над ним выходят упоры 31. Затем пресс-форма 1 поступает на линию действия автооператора 11, который снимает ее со спутника 10 и переносит на транспортер 12, с которого пресс-формы 1 подаются в печь 13 для термической обработки.
Из печи 13 пресс-формы 1 поступают на транспортер 14, с которого передаются в камеру 15 для охлаждения. Из камеры 15 пресс-формы 1 поступают на транспортер 16, подающий каждую пресс-форму на линию действия автооператора 5, который захватывает пресс-форму 1 за неподвижное кольцо 28, и цикл повторяется.
В нормальном автоматическом режиме работы линии устройство 44, транспортер 22 и щтабелер 23 с магазином 24 в работу не включаются.
В режиме, перевода линии на выпуск изделия другого типоразмера линия работает следующим образом.
По программе очередности выпуска типораз;и ера изделия, заложенной на пульте управления, подается команда на работу линии в режиме перевода линии на выпуск изделия другого типоразмера, при котором транспортер 16 подает пресс-форму 1 на линию действия автооператора 5, который захватывает пресс-форму 1 с изделием за
неподвижное кольцо 28, поднимает, прижимая ее подвижным кольцом 29 к своим упорам, и переносит на автомат 17 разборки пресс-формы 1.
К этому моменту упоры 31 убираются кольцом 29, подается команда и устройство 37 выталкивает изделие 33 (фиг. 5) совместно с пуансонами 25 и 26 из обечайки 27. Затем срабатывает устройство 44, которое вводит цангу внутрь пуансона 26 и приподнимает последний. В это время устройство 40 перемещает изделие 33 на подъемник 41. После возвращения устройства 40 в исходное положение,устройство 44 опускает пуансон 26 на пуансон 25 (фиг. 6), цанга сжимается и возвращается устройством 44 в исходное положение, а устройство 37 опускает пуансоны 25 и 26 в обечайку 27, на упоры 32, и автооператор 5 переносит пресс-форму 1 (без изделия) на транспортер 22 и возвращается за следующей прессформой.
Транспортер 22 перемещает пресс-форму на линию действия щтабелера 23. Прессформа нажимает датчик, подающий сигналы на работу щтабелера 23, который устанавливает в магазине 24 пресс-форму согласно заложенной программе. И так до полной выгрузки пресс-формы (без изделия), выпускавшегося типоразмера изделия.
В период перегрузки пресс-формы (без изделия) в магазин 24 на участке от автомата 17 до транспортера 12 производится автоматически переналадка технологических автоматов на выпуск изделия другого типоразмера.
После выдачи из линии в магазин 24 всех пресс-форм 1 (без изделия), выпускавщегося типоразмера изделия, щтабелер 23 согласно программе, берет из магазина 24 пресс-форму 1 (без изделия) другого типоразмера и ставит на транспортер 22, который переносит пресс-форму налинию действия автроператора 5, который берет пресс-форму и переносит на автомат 17 (фиг. 4 и 6), в котором срабатывает устройство 37, выталкивающее пуансоны 25 и 26 из обечайки 27. После этого устройство 44 вводит цангу в пуансон 26 и приподнимает его, а устройство 43 в это время переталкивает пуансон 25 на направляющие 42.
После возврата устройства 43 в исходное положение устройство 44 опускает пуансон 26 на место убранного пуансона 25 и возвращается в исходное положение.
Затем устройство 43 переталкивает пуансон 25 на направляющие 42, откуда пуансоны перемещаются на автомат 18 чистки и смазки пуансонов, с которого пуансоны поступают на транспортер 19, распределяющих их на автоматы 2 и 8.
После удаления пуансонов 25 и 26 автооператор 5 проводит обечайку 27 через
автоматы 20, 21 чистки и смазки внутренней поверхности обечайки и ставит обечайку на спутник 10. Далее обечайка совершает перемещения по циклу работы для нормативного автоматического режима, а автооператор 5 БОЗврапЗ,ается к транспортеру 22 за следующей пресс-формой 1 (без изделия). Цикл повторяется до тех пор, пока не будут
Д-fl
27
загружены все пресс-формы нового типоразмера, после чего линия начинает работать в нормальном автоматическом режиме. Автоматическая линия обеспечивает автоматический переход линии с выпуска одного типоразмера на другой и сокращает время переналадки линии на выпуск другого типоразмера изделий.
б-В
Фиг. 2
Фие.З
Фиг. 5
ВВ
д9
Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия спутникового типа | 1980 |
|
SU884966A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
