154) АВТОМАТИЧЕСКАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия спутникового типа | 1981 |
|
SU1007928A2 |
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| Поточная линия для закрепления керамических плиток наклеиванием на приспособления-спутники | 1980 |
|
SU910394A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Горизонтально-замкнутая поточная ли-Ния | 1979 |
|
SU846194A1 |
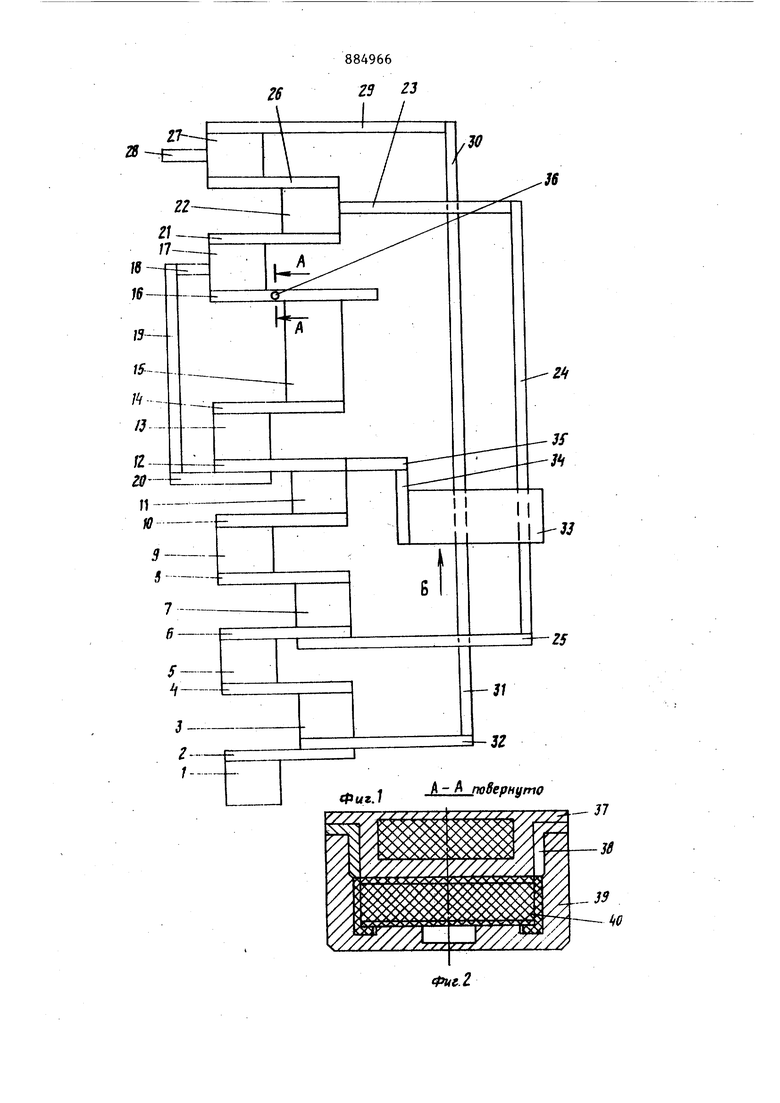
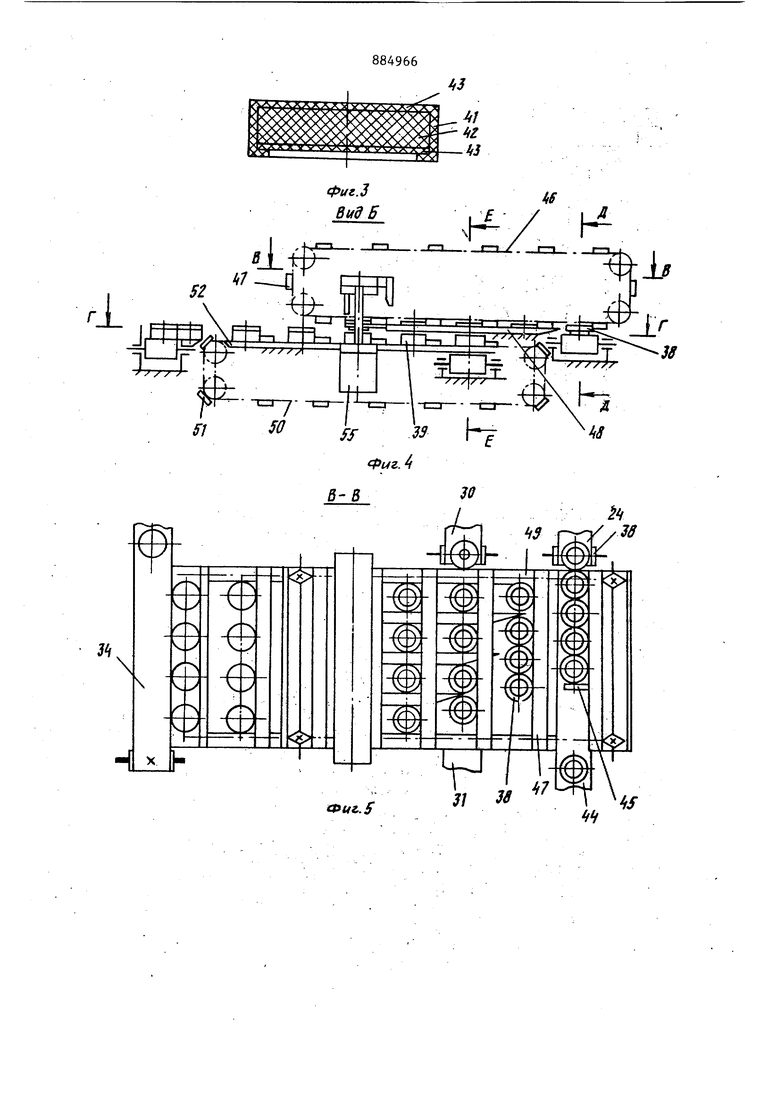
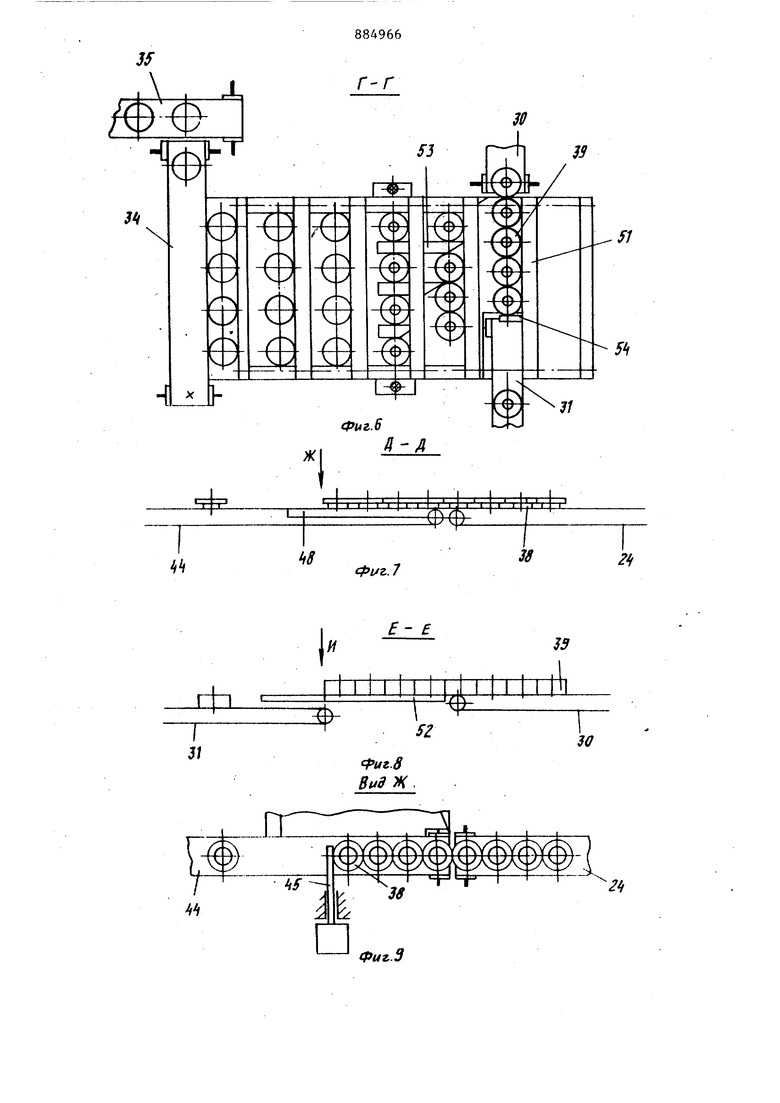
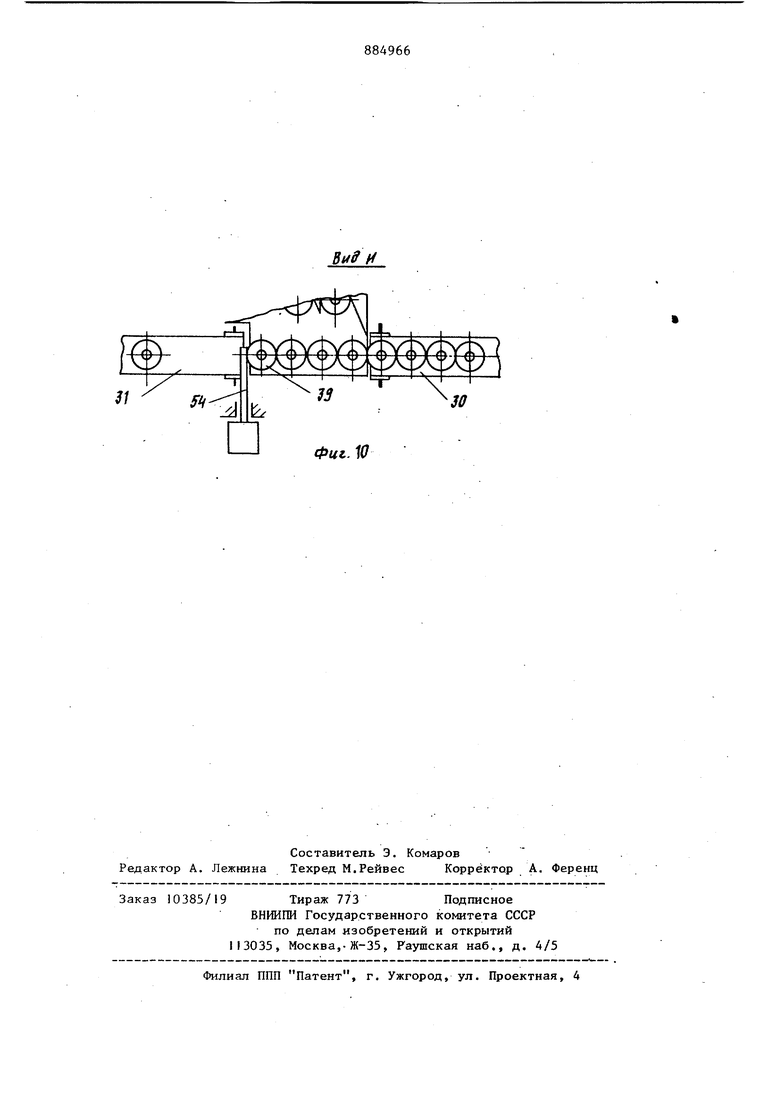
Изобретение относится к производству блочных элементов в приспособлениях-спутниках и может быть использовано в химической, радиотехнической и электротехнической промышлен-. ности. Известна автоматическая линия спут никового типа, содержащая технологические автоматы, установленные по ходу технологического процесса до и пос .ле печи для термической обработки изделия и связанные между собой транс портными средствами с независиг 1ми приводами и транспортеры возврата составных частей приспособления-спутника. Известная линия обеспечивает штучное изготовление блоков на любой позиции, включая их термообработку, и возврат сердечников, поддонов, тележек, т. е. приспособлений-спутников, на посты обработки без изменения пути-движения приспособлений-спутнико при выходе какого-либо поста из строя В линии на термообработке находится один блок СП . Однако при наличии на термообработке нескольких блоков, перегрев которых не допускается, и выход из строя какого-либо поста до термообработки, который не может принять опалубку, требуют остановить линию, так как она не имееа пути движения приспособлений-спутников на период полного освобождения печи от блоков, находящихся на термообработке. Цель изобретения - обеспечение нормального функционирования линии при выходе из строя технологических автоматов, установленных по ходу тех-, нологического процесса до печи для термической обработки изделия. Указанная цель достигается тем, что линия снабжена автоматом для сборки составных частей приспособленияспутника с транспортным устррйством, связанным с транспортным средством печи для термической обработки изделия и транспортерами возврата составных частей приспособления-спутника и снабженным управляемыми упорами. На фиг. 1 показана автоматическая линия, общий вид, в плане; на фиг. 2разрез А-А на фиг. 1; на фиг. 3 изделие;, на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. 7 - разрез Д-Д на фиг. 4; на фиг. 8 - разрез Е-Е на фиг. 4; на фиг. 9 -ВИД Ж на фиг. 7; на фиг. 10 - вид И на фиг, 8. Автоматическая линия спутникового типа содержит автомат 1 (фиг. l) выдачи полиэтиленовых корпусов, транспортер 2, автомат 3 вставки корпуса в обечайку, транспортер 4, автомат 5 вырубки и вставки фильтра, транспортер 6, автомат 7 вставки прижимного кольца в обечайку, транспортер 8, автомат 9 дозирования шихты, транспортер 10, автомат 11 вырубки и вставки фильтра, транспортер 12, автомат 13 вставки пуансона и прессования, транс портер 14, печь 15 для термической обработки изделия, транспортер 16, автомат 17 удаления пуансона, транспортеры 18-20 возврата пуансона к автомату 13, транспортер 21, автомат 22 удаления прижимного кольца, транспортеры 23-25 возврата прижимного кольца к автомату 7, транспортер 26, автомат 27 удаления обечайки, транспортер 28 выдачи изделия, транспортеры 29-32« возврата обечайки к автомату 3, автомат 33 сборки прижимного кольца с обечайкой без получения изделия транспортеры 34 и 35, приспособлениеспутник 36 с изделием. Приспособление-спутник 36 1фиг. 2 включает пуансоны 37, прижимное коль цо 38, обечайку 39 и изделие 40. Изделие 40 состоит (фиг. З) из по лиэтиленового корпуса 41, блочного элемента 42 и фильтров 43. Автомат 33 сборки прижимного коль ца с обечайкой без получения изделия (фиг. 5, 7 и 9) содержит транспортер 44, управляемый упор 45, конвейер 46 (фиг. 4) перемещения прижимных колец 38 с укрепленными на его цепях планк ми 47, плиту 48 с укрепленными на не делителями 49 потока (фиг. 5), конве ер 50 (фиг. 4) перемещения обечаек 3 с yкpeплeннымv на его цепях планками 51, плиту 52 с укрепленными на ней делителями 53 потока (фиг. б), управ яемым упором 54 6 и 10) и гфиод 55. Автоматическая линия спутникового ипа работает следующим образом. Из автомата 1 поштучно в ориентированном положении через транспортер 2 подаются корпуса 41 на автомат 3 вставки корпуса 41 в обечайку 39. В то же время транспортером 32 обечайки 39 подаются на автомат 3, на котором корпуса 41 вставляются в обечайки 39, после чего обечайка 39 попадает на транспортер 4, который подает ее на автомат 5, где производится вырубка и вставка первого фильтра 43 в обечайку 39, и последняя попадает на автомат 7. Одновременно транспортером 25 прижимное кольцо 38 подается на автомат 7, на котором производится вставка прижимного кольца 38 в обечайку 39 для прижима полиэтиленового корпуса 41. и исключения попадания шихты на его торец. С автомата 7 обечайка 39 попадает на транспортер 8, которым подается в автомат 9 для дозирования шихты. Из автомата 9 обечайка 39 тран спортером 10 подается в автомат 11, на котором производится вырубка и вставка второго фильтра 43 поверх шины. Из автомата 11 транспортером 12 обечайка 39 подается на автомат 13. В то же время транспортером 20 пуансон 37 подается на автомат 13, на котором пуансон.37 вставляется в прижимное кольцо 38. полностью собирается приспособление-спутник 36 и производится прессование блочного элемента 42 с замыкани.ем пуансона .37 на обечайке 39. Из автомата 13 приспособление-спутник 36 транспортером 14 подается в печь 15 для термической обработки. Из печи 15 транспортером 16 приспособление-спутник 36 подается на автомат 17 для выемки и удаления пуансона 37, который транспортерами 18-20 возвращается на автомат 13, а приспособление-спутник 36 уже без пуансона 37 транспортером 21 подается на автомат 22 для удаления прижимного кольца 38, которое транспортерами 23, 24, 44 (автомата 33)и 25 подается на автомат 7. Обечайка 39 с оставшимся в ней изделием 40 транспортером 26 подается на автомат 27, где изделие 40 выталкивается из обечайки 39 и подается на транспортер 28выдачи готовых изделий а обечайка 39 из автомата 27 транспортерами 29 и 30 через плиту 52 автомата 33 и транспортеры 31 и 32 подается на автомат 3. При временной остановке (например, для заправки ленты фильтровального полотна) или выходе из строя любого из автоматов 1, 3, 5,/7, 9 и II, например, автомата 7, подается сигнал на остановку автоматов 1, 3, 5, 9 и И, транспортеров 25, 31 ,и 32, на выдвижение управляемых упоров 45 и 54 и включение в работу автомата 33, транс портеров 34 и 35. После выдвижения управляемых упоро 45 и 54 на транспортере 44 и плите 52 накапливаются прижимные кольца 38 и обечайки 39. Дается команда на одновременную работу конвейеров 46 и 50 от привода 55, которые.планками 47 и 51 через делители потока 49 и 53 пере мещают прижимные кольца 38 и обечайки 39, ориентируемые делителями потока относительно друг друга, на позицию сборки, .где кольца 38 вкладываются в обечайку 39. Из автомата 33 обечайка 39, собранная с прижимньм кольцом 38, подается на транспортер J4, с которого поступает на транспортер 35, передакиций ее на автомат 13. На авто мате 13 в прижимное кольцо 38 вставляется пуансон 37 и в таком состоянии приспособление-спутник подается тран.спортером 14 впечь 15, так как во избе- жание перегрева изделий печь 15 не ос танавливается до тех пор, пока из печи не выйдут все приспособления-спут.ники 36 с изделиями. Далее приспособления-спутники без изделий движутся по первоначальному маршруту. После восстановления работоспособности автомата 7 дается команда на включение в работу остановленных авто матов- 1, 3, 5, 9 и 1 транспортеров 25, 31 и 32 на уборку управляемых упо ров 45 и 54, отключение автомата 33 и . транспортеров 34 и 35 и через автомат 33 прижимные кольца подаются на транспортер 25, а обечайки 39 - на транспортеры 31 и 32 и далее по начальному маршруту. Защита печи при серийном производстве изделий от остановки при выходе из строя оборудования от начала линии до печи для термообработки в автоматической линии спутникового типа позволяет исключить вьщачу бракованных изделий и использовать печь как накогвдтель приспособлений-спутников без изделий . Формула изобретения Автоматическая линия спутникового типа, содержащая технологические автоматы, установленные по ходу технологического процесса до и после печи для термической обработки изделия и связанные между собой транспортными средствами с независимыми приводами, и транспортеры возврата составных частей приспособления-спутника, отличающаяся тем, что, с целью обеспечения нормального функционирования линии при выходе из строя технологических автоматов, установленных по ходу технологического процесса до печи для термической обработки изделия, линия снабжена автоматом для сборки составных частей приспособления-спутника с транспортным устройством, связанным с транспортным средством печи для термической обра- . ботки изделия и транспортерами возврата составных частей приспособленияспутника, и снабженным управляемыми угторами. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 495208, кл. В 28 В 7/22, 1971.
26 23 23
H 7 Фиг,.5 , з -Ь
Фиг. 6
Ж|
//
rti
Л
г-г
Д-Л
38
/
Фиг.7
Е-
39
I И I 14
3G
иг.8 Ж .
фиг.З
tf
