О
со lib
ю
Изобретение относится к металлообработке н может быть использовано в приборостроении и радиопромышленности для чистовой обработки заготовок печатных плат.
В процессе производства печатных плат остро встает вопрос подготовки поверхности заготовок печатных плат перед технологической операцией нанесения фоторезистивного слоя, который должен достаточно прочно удерживаться на поверхности заготовок печатных плат при дальнейших технологических операциях. Кроме того, фоторезистивный слой должен покрывать поверхность заготовок печатных плат ровным, одинаковым по толщине слоем.
Сцепление фоторезистивного слоя поверхностью заготовки печатной платы зависит от шероховатости поверхности, т.е. от класса обработки и от степени загрязнения ее веществами, не обеспечивающими смачиваемости поверхности.
Соблюдение этих требованийнакладывают на операцию подготовки поверхности заготовок печатных плат очень жесткие требования.
Известен способ магнитно-абразивной обработки поверхностей детали ферромагнитными рабочими телами, сформированными в металлическую щетку силами магнитного поля ХЧ
Известен способ изготовления ферромагнитных рабочих тел для магнитно-абразивной обработки, включающий смешивание входящих в состав материала компонентов, прессование их под давлением, спекание, размалывание и разделение по фракциям 2 .
Однако известный способ не позволяет обеспечить качественную обработку печатных плат, так как используемые для его реализации ферромагнитные рабочие тела на основе железа подвергаются сильной коррозии при обработке заготовок печатных плат продукты коррозии образуют на Поверхности обрабатываемых заголовок стойкую втертую плденку. Удалить эту пленку можно только химическим путем что сильно усложняет весь процесс, снижает качество изготовления, ухудшает диэлектрические параметры печатной платы, снижает производительность труда, требует установку дополнительного оборудования, занимающего производственную площадь.
Известный способ получения ферромагнитных рабочих тел является очень сложным и не обеспечивает получение материала с.требуемыми качествами.
Цель изобретения - улучшение качества обрабатываемой поверхности при обработке печатных плат за счет устранения загрязнения иупрощения те хнологии изготовления.
Поставленная цель достигается тем что в известном способе магнитноабразивной обработки поверхностей ферромагнитными рабочими телами, сформированными в щетку силами магнитного поля, в качестве рабочих тел используют оцинков.анные стальные частицы, размеры которых выбирают из соотношения L:D 3 - 5, где L - длина частицы, мм; О - диаметр частицы, мм,а ферромагнитные рабочие тела получают нарубкой оцинкованной проволоки диаметрам 0,1-0,2 мм. Размеры рабочих тел выбирают из условия обеспечения нужной величины шероховатости. При применении проволоки диаметром менее 0,1 мм обработанная поверхность плат не отвечает величине шероховатости, необходимой для обеспечения достаточной адгезии фоторезиста, из-за того, что малый диаметр частиц, образующих режущую щетку, не обеспечивает достаточную жесткость ее. Режущая щетка образованная частицами с диаметром более 0,2 мм, образует на обрабатываемой поверхности риски, не обеспечивающие ЧИСТОТЫ поверхности лучше чем б класс, а на операции зачистки поверхности заготовок печатных плат необходимо получить 7-8 класс чистоты.
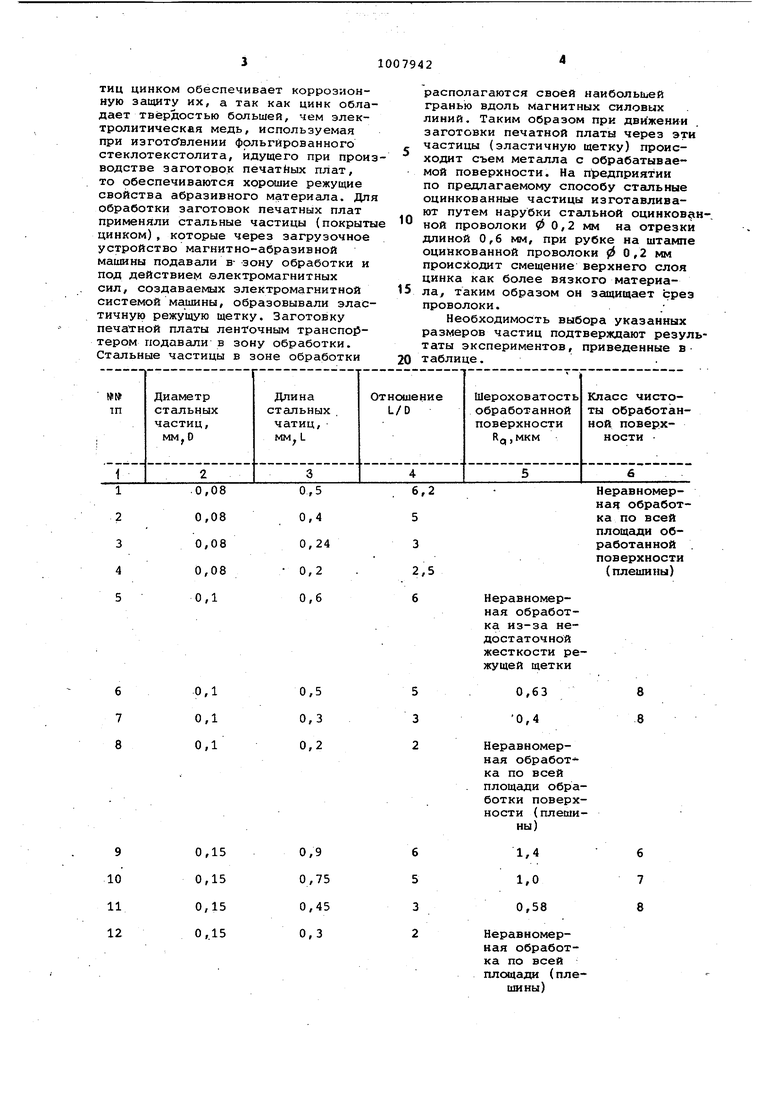
При обработке заготовок печатных плат режущей щеткой из -стальных частиц диаметром от 0,1 до 0,2 получается наилучший результат - обрабатываемая поверхность имеет чистоту 7-8 класса. Длина, стальных частиц также влияет на величину шероховатости обрабатываемой поверхности. При соотношении поверхност обрабатываемой детали очень мало подвержена воздействию режущей щетки и чистота поверхности обработанной детали очень мало отличается от чистоты поверхности необработанной детали. Это происходит потому, что при отношении необходимо уменьшать расстояние между рабочим органом электромагнитом и поверхностью обрабатываемой детали, а это нежелательно, так как поверхность обрабатываемой детали идеально ровной не бывает никогда, следовательно, вся заго.товка обрабатывается неравномерно (плешинами). При отношении чистота обрабатываемой поверхности получается ниже 7 класса, так как слишком длинные абразивные частицы оставляют на поверхности отдельные глубокие риски. При обработка заготовок печатных плат абразивной режущей щеткой из стальных частиц при отношении L:D 5 - 3 получается наилучший результат - обрабатываемая поверхность имеет чистоту 7-8 класса. Покрытие стальных частиц цинком обеспечивает коррозионную защиту их, а так как цинк обладает твёрдостью большей, чем электролитическая медь, используемая при изготсУвлении фрлыйрованного стеклотекстолита, идущего при производстве заготовок печатных плат, то обеспечиваются хорошие режущие свойства абразивного материала. Для обработки заготовок печатных плат применяли стальные частицы (покрыты цинком), которые через загрузочное устройство магнитно-абразивной машины подавали в- зону обработки и под действием электромагнитных сил, создаваемых электромагнитной системой машины, образовывали эластичную режущую щетку. Заготовку печатной платы ленточным транспортером подавали в зону обработки. Стальные частицы в зоне обработки
располагаются своей наибольшей гранью вдоль Магнитных силовых линий. Таким образом при движении заготовки печатной платы через эти частицы (эластичную щетку) происходит съем металла с обрабатываемой поверхности. На предприятии по предлагаемому способу стальные оцинкованные частицы изготавливают путем нарубки стальной оцинкова ной проволоки 0 О,2 мм на отрезки длиной 0,6 мм, при рубке на штампе оцинкованной проволоки 0 0,2 мм происходит смещение верхнего слоя цинка как более вязкого материалa таким образом он защищает срез проволоки.
Необходимость выбора указанных размеров частиц подтверждаиот резултаты экспериментов, приведенные втаблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки листовых заготовок | 1980 |
|
SU872221A1 |
| Способ получения порошка для магнитно-абразивной обработки | 2020 |
|
RU2749789C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ФАСОННОГО ИНСТРУМЕНТА, ПРЕИМУЩЕСТВЕННО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЯНТАРЯ | 1998 |
|
RU2162780C2 |
| КРИСТАЛЛИЗАТОР ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ | 2006 |
|
RU2347827C2 |
| Устройство для абразивной обработки в магнитном поле | 1982 |
|
SU1196235A1 |
| Способ обработки абразивного материала | 1978 |
|
SU772584A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Машина для шлифования и обеспыливания кож | 1976 |
|
SU596623A1 |
| Способ обработки поверхностей деталей и устройство для его осуществления | 1980 |
|
SU990480A1 |
| Материал для магнитно-абразивной обработки | 1981 |
|
SU1096087A1 |
1. Способ магнитно-абразивной об;работки поверхностей ферромагнитны в рабочими телами,, сформированными в щетку силами магнитного поля, . отличающийся тем, что, с целью улучшения качества обрабатываемой поверхности при обработке печатных плат за счет устранения загрязнения, в качестве рабочих тел используют оцинкованные стальные ;, частицы, размеры которых выбиргдат из соотношения LID 3 - 5 , где L- - длина частицы, мм; О - диаметр частицы, мм. 2. Способ изготовления ферромагнитных рабочих тел для магнитноабразивной обработки поверхностей, отличающийся тем, что, |с целью упрощения технологии изготовления, ферромагнитные рабочие тела получают нарубкой оцинкованной (О проволоки диаметром 0,1-0,2 мм.
0,5
-0,1 0,3 0,1 0,2 0,1
0,9
0,15 0,75 0,15 0,45 0,15 0,3 0,15
ная обработка из-за недостаточнойжесткости режущей щетки
8 8
0,63 0,4
Неравномерная обработка по всей площади обработки поверхности (плешины)
6 7 8
1,4 1,0 0,58
Неравномерная обработка по всей площади (плешины)
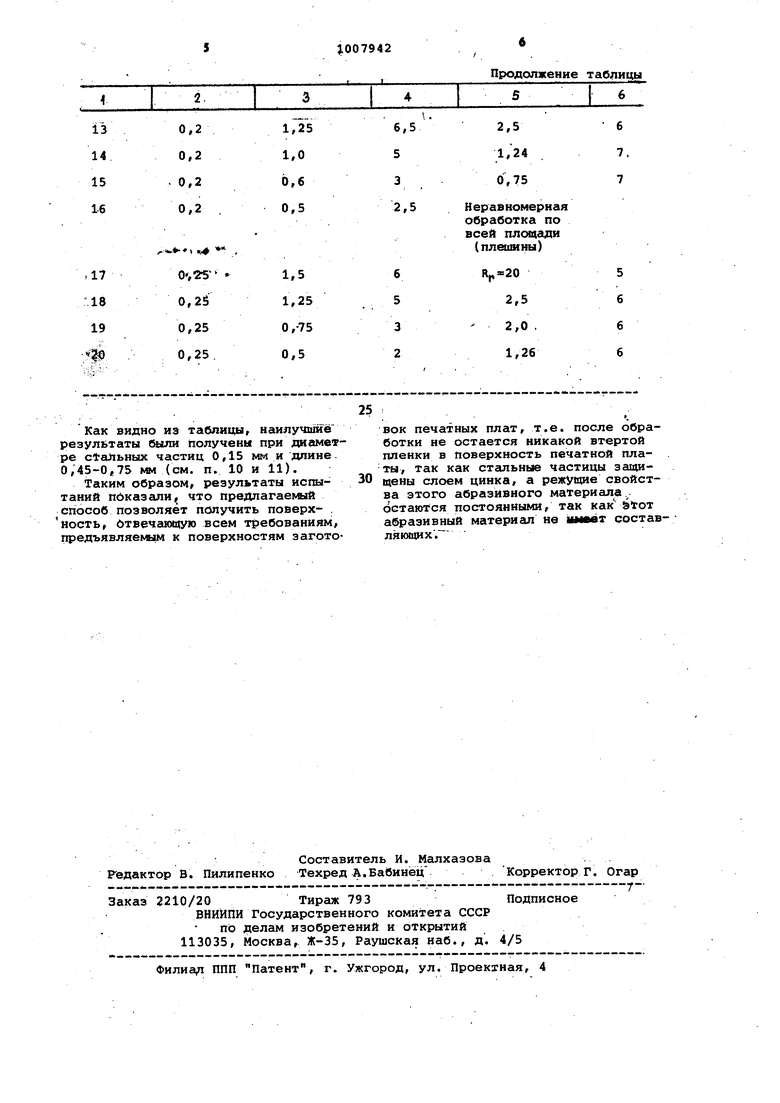
Как видно из таблицы, наилучшие результаты боля получены при диаметре свальных частиц ОД5 мм и длине. 0,45-0(,75 км (см. п. 10 и 11).
Таким образом результаты испытаний пдказалИ|р что предлагаеншй способ позволяет получить поверх- . ность бтвечающую всем требованиям, предъявляекаам к поверхностям заготоПродолжение таблицы
вок печатных плат, т.е. после обработки не остается никакой втертой пленки в поверхность печатной платы, так как стальные частицы защищены слоем цинка, а режущие свойства этого абразивного материала . остаются постоянными, так как абразивный материал не имеет составляющих.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ,Сакулевич Ф.Ю | |||
| Основы электроферромагнитной обработки | |||
| Минск, Наука и техника, 1974, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
