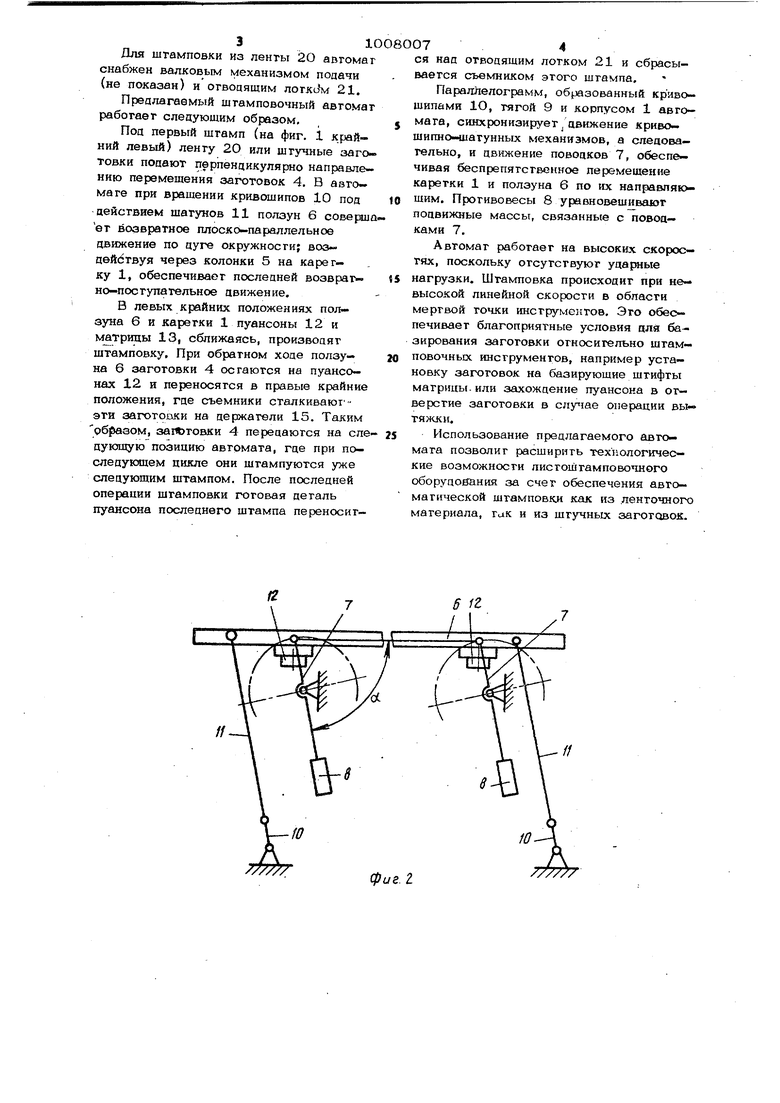
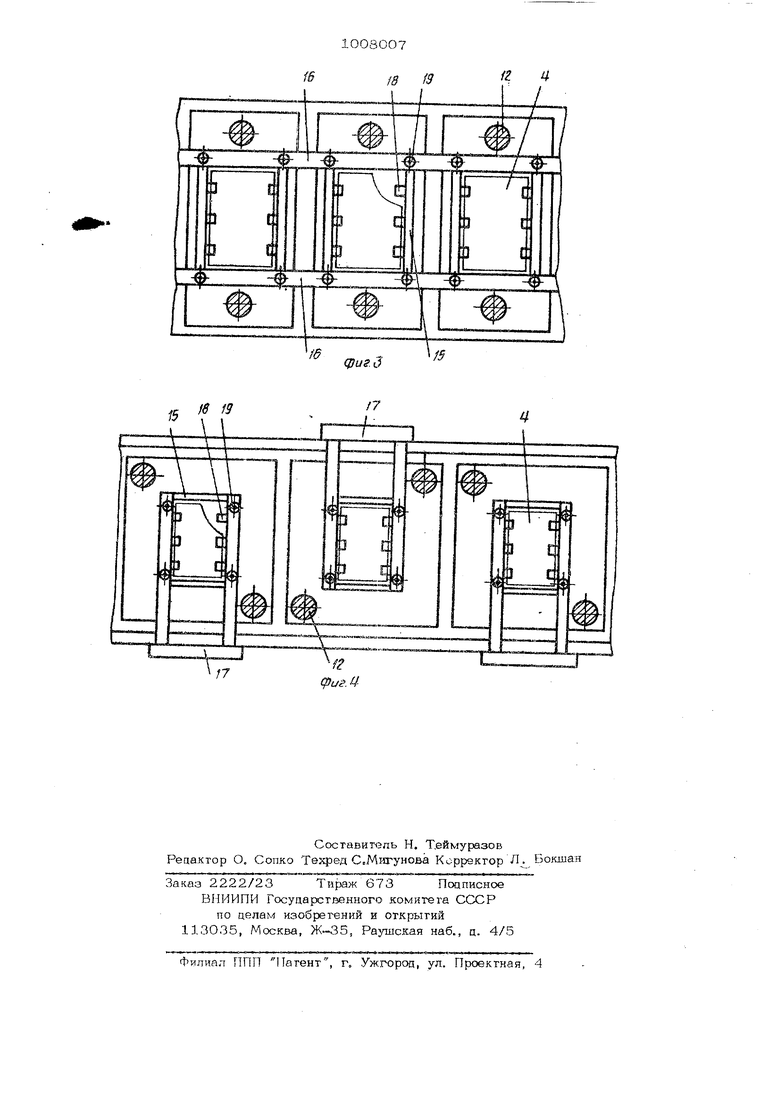
Изоб1)егение огносигся к обработке давлением и может быть использовано Б штамповочном произвопстве при изготовлении мелких цеталей. Известен штамповочный автомат, со- держащий смонтированную на станине возвратно-поступательно поавижнуто каретку, связанную колонками с подвижны в перпендикулярном направлении ползуном, приводимым посрепством крипошип но-шатунного механизма, инструменты для обработки и межоперационного перемещения обрабать-шаемого материала, расположеш1ые на ползуне и каретке, и держатели обрабатьшаемого материала, размещенные по обеим сторонам инструментов L1 . Недостатком известного автомата йёляется то, что он не обеспечивает штамповки штучных заготовок. Цель изобретения - обеспечение штамповки штучных заготовок. Для достижения поставленной цели штамповочный автомат, содержащий смонтированную на станине возвратно поступательную подвижную каретку, свя занную колонками с подвижным в перпе дикулярном направлении ползуном, приводимым посредством кривошипно-шатун ного механизма, ршструменты для обработки и межоперационного перемещения обрабатываемого материала, и держатели обрабатываемого материала, разме шейные по обеим сторонам инструментов, снабжен элементами, образующими со станиной и ползуном силовой параллелограмм и выполненными в вице, по меньшей мере, одной парыповодков одинаковой длины, шарнирно зак}эеплен- ных на станине и ползуне, а держатели обрабатываемого материала размещены Б области расположения Ш струментов, закрепленных в мертвых точках. Оси шарниров, связывающие каждый поводок с ползуном и станиной, разме шены таким образом, что при совпадени направлений расположения шатуна и кри вошипа поводок расположен под углом к направлению перемещения материала, сосгавляюшем 7О-85. На фиг. 1 изображена кинематическа схема автомата; на фиг. 2 - схема при воца ползуна автомата; на фиг. 3 и 4 варианты расположения цержателей штам пуемых заготовок. Штамповочный автомат соцернсит кор пус 1, в направляющих 2 которого смон тирована каретка 3, возвратно поступа« тельно подвижная вдоль направления межоперационного перемещения штампу емых заготовок 4. Каретка 3 связана колонками 5 с ползуном 6, возвратно. , поступательно подвижным перпендикулярно каретке 3. Ползу 6 связан с корпусом 1 автомата шарнирно закрепленным поводками 7, имеющими одинаковую длину и снабженными противовесами 8. Поскольку расстояния между шарнирами на концах поводков, размешенных на ползуне G и корпусе 1, равны, то указанные элементы образуют силовой параллелограмм, допускающий лишь плоскопарзаллель- ное перемешение ползуна 6 по дуге с радиусом, равным длине поводка 7. Привод автомата включает в себя пару кривошипно-шатунных механизмов со звеньями одинаковой длины,, соединенными тягой 9 и образующими с ползуном 6 и корпусом 1 лторой синхронизирующий параллелограмм. Каждый из упомянутых механизмов привода со держит смонтированный в корпусе 1 кривошип 10 с регулируемым эксцентриситетом и шатун 11, щарнирно связанный с ползуном 6, При работе автомага поводки 7 совершают колебатед11ное движение с угловым размахом 160-200°. Оси шарниров каждо го поводка 7, связанные с ползуном 6 и корпусом 1, закреплены таким образом, что при распрямленном положении звеньев кри,вои ипно щатунного механизма (фиг. 2) угол наклона поводка 7 к направлению перемещения заготовок 4 составляет уО-85 . Автомат снабжен комплектом щтам- пов, содержащим пуансоны 12 и матрицы 13, закрепленнью соответственно на ползуне 6 и каретке 3, а также направляющие копонкк 14 и съемники (не показаны), В некоторых случаях., например, при выполнении гибочных операций, целесообразно пуансоны 12 и матрицы 13 менять местами. Между пуансонами 12 и матрицами 13 в мертвых точках нахождения инструментов расположены держатели 15 заготовок 4. В зависимости от расположения направляющих колонок 14 в штампах держатели 1.0 устанавливают на двух рейках 16 (фиг. З) или на кронштейнах 17 (фиг. 4), которые в обо1к случаях закрепляют на корпусе 1 автс мата. Держатели 15 заготовок 4 выполнены в виде полок 18, установленных на подпружиненных стержнях 19 и размешенных в предусмотренных в матрицах 11 углублениях (не показаны). Для штамповки из ленгы 2О авгома снабжен валковым механизмом поаачи (не показан) и огводящим логк(Л4 21. Предлагаемый штамповочный автома работает следующим образом, Под первый штамп (на фиг. i к.райний левый) ленту 20 или штучные заго товки подают перпенцикулярно направлению перемещения заготовок 4. В автомате при вращении кривошипов 10 под действием шатунов 11 ползун 6 соверш ет возвратное плоско-параллельное движение по дуге окружности; воздействуя через колонки 5 на карегку 1, обеспечивает послецней возврат но-поступательное движение. В левых крайних положениях ползуна б и каретки 1 пуансоны 12 и м атрицы 13, сближаясь, производят штамповку. При обратном хоце ползу- на 6 заготовки 4 остаются на пуансонах 12 и переносятся в правые крайние положения, где съемники сталкивают эти заготопки на держатели 15. Таким , запьтовки 4 передаются на ел дующую позицию автомата, где при последующем цикле они штампуются уже следующим штампом. После послецней операции штамповки готовая деталь пуансона последнего штампа переносит17 ся над отводящим лотком 21 и сбрасывается съемником этого штампа. Параллелограмм, образованный кривошипами 1О, тягой 9 и корпусом 1 автомата, синхронизирует/авижение кривошипно-шатунных механизмов, а следовательно, и движение поводков 7, обеспечивая беспрепятственное перемещение каретки 1 и ползуна 6 по их направляк щим. Противовесы 8 уравновеши вают подвижные массы, связанные с поводками 7, Автомат работает на высоких скоростях, поскольку отсутствуют ударные нагрузки. Штамповка происходит при невысокой линейной скорости в области мертвой точки инструментов. Это обеспечивает благоприятные условия цля базирования заготовки относительно штамповочных инструментов, например установку заготовок на базирующие штифты матрицы, или захождение пуансона в отверстие заготовки в случае операции вытяжки. Использование предлагаемого автомата позволит расширить техиологические возможности яистоштамповочного оборудования за счет обеспечения автоматической штамповки как из .ленточного материала, так и из штучных заготовок.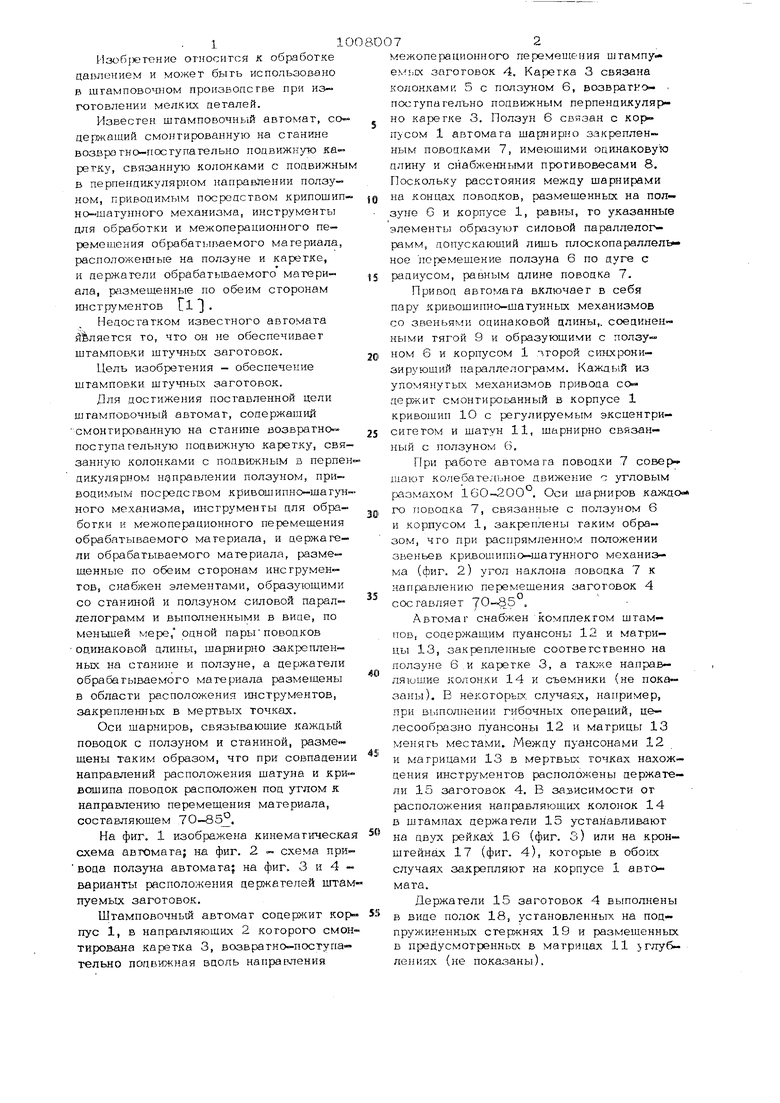
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповочный автомат | 1981 |
|
SU1053943A1 |
| Устройство для подачи деталей | 1981 |
|
SU1018763A1 |
| Машина для штамповки заготовок | 1980 |
|
SU940942A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Кривошипный пресс двойного действия | 1979 |
|
SU956298A1 |
| Многопозиционный штамповочный автомат | 1980 |
|
SU1013302A1 |
| Устройство для подачи штучных заготовок в зону обработки | 1976 |
|
SU607625A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1990 |
|
SU1731372A1 |
| Грейферное устройство для подачи заготовок в рабочую зону пресса | 1971 |
|
SU401092A1 |
| Привод каретки узла переноса холодно-высадочного автомата с кривошипно-шатунным приводом ползуна | 1984 |
|
SU1197764A1 |
1. ШТАМПОВОЧНЫЙ АВТОМАТ, содержащий смонтированную на станине. возвратно-поступательно подвижную каретку, через направляющие ко лонки связанную с подвижным в перпендикулярном направлении ползуном, приводимым посредством кривошипно-шатун ного механизма, инструменты для обра-ботки и межоперационного перемещения обрабатываемого материала, расположенные на ползуне и каретке, и держатели обрабатываемого материала, размещенные по обеим сторонам инструментов, отличающийся тем, чгто, с целью обеспечения щтампоаки штучных заготовок, .автомат снабжен элементами, образующими со станиной и ползуном силовой параллелограмм и выполненными в виде, по меньшей мере, одной пары поводков одинаковой длины, шартирно закрепленных на станине и ползуне, а держатели обрабатываемого материала размещены в области расположения инструментов, в мертвых точках. 2. Автомат поп, 1, отличающийся тем, что оси ша вяров, связывающие каждый поводок с ползуном и станиной, размещены таким образом, что при совпадении направлений расположения шатуна и кривошипа поводок расположен под углом к направлению перемещения материала, составляющем 70-85.
5 /2
фие г 18
it 4 19
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Л | |||
| и цр | |||
| Специаль ные штамповочные автоматы, М.«-Л, Машгиз, 1962 | |||
| Сер | |||
| Библиотечка i штамповщика, вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Насос | 1917 |
|
SU13A1 |
