Описываемый штамп последовательной штамповки дает возможность гвготовлять изделпя из круглого металла с переходами по дпаметру, например, валики с кольцевыми каиавками и т. п. изделия, изготовление которых обычно производится методом точения.
Штамп снабжен рейками с ползунами, несуидилп плашки для накаткн, приводимыми в движение, например, посредством рее.ч, соединенных с верхней частью штампа.
В штампе применена грейферная подача для межоперационного переноса заготовок с приводом, например посредством клиньев, связанных с верхней частью штампа.
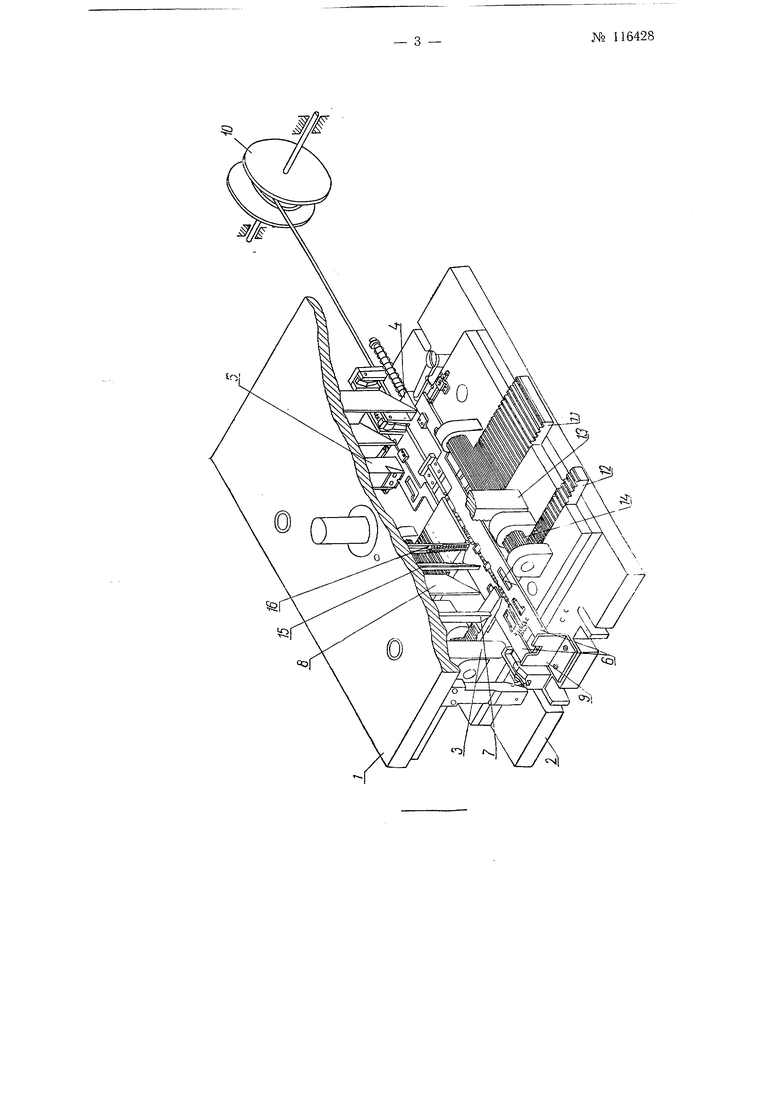
На чертеже изображена схема штампа последовательной штамповки.
Верхняя часть 1 штампа и нижняя его часть 2 соединены между собою направляюпциш колонками 3.
В передней части штампа монтирован подающий механизм 4 и обрубочный пуансон о.
Штамп имеет ползуны 6, получающие возвратно-поступательное движение от двух пар клиньев 7 и 8, связанных с верхней частью 1 штампа. Движение ползунов 6 ограничивается упором 5.
С катушки 10 круглый металл (изовилка) заправляется в подающий механизм 4 и пуансоном 5 обрубается заготовка нужной длины. Пуансон 5 снабжен надсекателем (на чертеже не показан), который в момент обрубки устраняет возможность занятия на поверхности у концов заготовки, образуя равную по диаметру плоскость торца заготовки.
Отрубленные заготовки нодхватываются ползунами 6 и попадают в прокатные нлашки, закрепленные на рейках // и 12. Движение плаш№ 116428
кам сообщается посредством реек 13, закрепленных в верхней части /, штампа и шестерни 14.
Вначале прокатные плашки образз ют на заготовке две фаски по концам и одну кольцевую каиавку. При продвижении заготовки на оледуюш ий шаг образуется вторая кольцевая канавка, затем третья, после чего заготовка попадает иа протяжную матрицу, в которую в направляю1ЦИХ входят две прошивки 15 и 16 для получения шлица и двух лысок на заготовке.
С целью удаления заусенца, образу1ош;егося после протяжки на изделии, концы прошивок снабжены режуш,ими выступами.
Последняя операция - калибровка по диаметру и полировка поверхности изделия производится прокатными плашками с хромированной и полированной П0ве1рхностью.
Предмет изобретения
1.Штамп поеледовательной штамповки, отличающийся тем, что, с целью изготовления на нем изделий из круглого металла с переходами по диаметру, например, валиков с кольцевыми канавками и т. п., штамп снабжен рейками, несущими плашки для накатки, приводимыми в движение, например, посредством реек соединенных с верхней частью штампа.
2.В штампе по п. 1 применение грейферной подачи для межоперационного переноса заготовок, с приводом, например посредством клиньев, связанных с верхней частью штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Блок-штамп последовательной штамповки | 1980 |
|
SU1009580A1 |
| Штамп для изготовления винтов с полукруглой головкой со шлицом | 1955 |
|
SU105162A1 |
| Штамповочный автомат | 1981 |
|
SU1008007A1 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| Автоматическая линия для изготовления объемных изделий | 1988 |
|
SU1590340A1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| Автоматическая линия для произведения заготовок колец крупногабаритных подшипников | 1971 |
|
SU374912A1 |
| Штамп для обтяжки с формовкой | 1991 |
|
SU1794535A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |