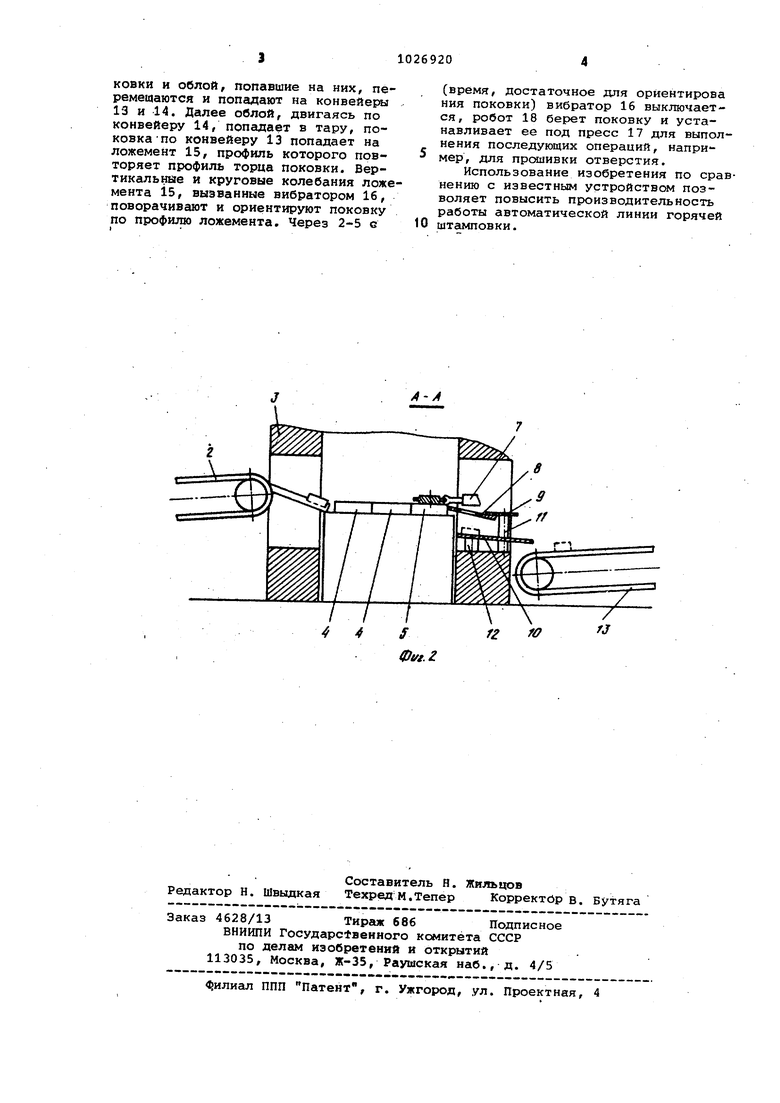
Изобретение относится к обработке металлов давлением, а именно к автоматизированной штамповке поково за несколько переходов. Известна автоматическая линия горячей штамповки, содержащая установленные по ходу технологического процесса автоматический нагреватель штамповочный и обрезной прессы и два промышленных робота для передачи заготовок по позициям формообразования и удаления со штамповочного пресса, которые установлены перед штамповочным прессом и за пос ледним/ причем их оси и оси ручьев Всех штампов, проходящие через боко Вые окна штамповочного и обрезного Прессов, и ось нагревателя располо ены на одной линии 1. В указанной линии удаляют поковку со штамповочного пресса и переДают на обрезной промышленный робот установленный между ними. Для выполнения указанных операций штамповочный и обрезной прессы должны быт расположены вблизи друг от друга, что затрудняет их ремонт и обслуживание, а промьЕНленный робот должен иметь большой ход и большой вылет руки, что снижает надежность робота и повышает трудоемкость его произбодства. Кроме того, обслуживание (Роботом штамповочного и обрезного прессов требует большое количество движений (вьадвинутые руки робота вперед, зажим поковки, уход руки на заД, поворот на 180 , вьадвижение, разжим поковки и повторение указанных операций в обратной последоваТельности до возвращения руки в исходное положение), чтоснижает проИзводительность линии и усложняет конструкцию роботов. Наиболее близкой к изобретению является автоматическая линия горяч штамповки, содержащая расположенные по ходу технологического процесса нагреватель, конвейер передачи нагретых заготовок к штамповочному пре су с тре.тозиционным штампом,-про№П1шенный робот передачи заготовок по позициям штамповки, ложемент, промышленный робот и обрезной пресс . В указанной линии поковки устанавливает На ложемент промышленный робот, который при этом поворачивается на 180°, что увеличивает цикл производства поковки, кроме того, штамповка на штамповочном прессе осуществляется последовательно (во время первого хода - на первой и третьей позициях, во время второго- Яа второй) , что также ведет к увели чение цикла производства поковок. Все отделочные операции (обрезка облоя, прошивка перемычки, правка, чеканка и др.) выполняются на обрез ном прессе, что затрудняет его обслуживание, и снижает производительность работы линии. Цель изобретения - повьшение производительности автоматической линии горячей штамповки. Указанная цель достигается тем, что автоматическая линия горячей штамповки, содеряащая расположенные по ходу технологического процесса нагреватель, конвейер передачи нагретых заготовок к штамповочному прессу с трехпозиционным штампом, промышленный робот передачи заготовок по позициям штамповки, ложемент-, промышленный робот и обрезной пресс, снабжена склизом, закрепленным в боковом окне штамповочного пресса со стороны выхода поковок, площадками, установленныгчи над склизом и под ним, вибраторами, связанными с площадками и ложементом, и дополнительными конвейерами, установленными за штамповочным прессом и связанными с площадками. На фиг. 1 изображена линия горячей штамповки, общий вид, в плане; на фиг. 2 - сечение А-А на фиг. 1. Линия состоит из нагревателя 1, конвейера 2 для передачи нагретых заготовок к штамповочному прессу 3 с поквочными. штампами 4 и обрезньв штампом 5, робота 6 для передачи заготовок по позициям формообразования, робота с механизмом 7 выдвижения и Эажима для удаления из зоны штамповки поковок и облоя, наклонного склиза 8 с окном, площадок 9 и 10, соединенных с вибраторами 11 и 12, конвейеров 13 .и 14 для передачи поковок и облоя, ложемента 15j повторяющего профиль торца поковки с установленным под ним. вибратором 16, обрезного пресса 17 и робота 18. .Автоматическая линия работает следуквдим образом. Заготовка, .нагретая в индукционном нагревателе 1, по конвейеру 2 попадает в.рабочую зону пресса 3. Робот б берет заготовку, устанавливает ее поочередно в- ковочные штампы 4 и далее - в обрезной штамп 5. После обрезки облоя механизм 7 за облой стягивает поковку из обрезного штампа 5. При этом поковка, двигаясь по склизу 8, попадает в окно и падает на площадку 9, установленную под склизом. Механизм 7 с зажатым облоем, движется назад.и над площадкой 10 раскрывает захват, куда падает ойлой. Вибраторы 11 и 12, соединенные с площадками 9 и 10, передают последним продольные и вертикальные колебания. За счет продольного колебания площадок 9 и 10 поковки и облой, попавшие на них, перемешаются и попадают на конвейеры 13 и 14. Далее облой, двигаясь по конвейеру 14, попадает в тару, поковка -по конвейеру 13 попадает на ложемент 15, профиль которого повторяет профиль торца поковки. Вертикал ьнЁ1е и круговые колебания ложемента is, вызванные вибратором 16, поворачивают и ориентируют поковку по профилю ложемента. Через 2-5 с
(время, достаточное для орйентирова ния поковки) вибратор 16 выключается, робот 18 берет поковку и устанавливает ее под пресс 17 для выполнения последующих операций, например, для прсяиивки отверстия.
Использование изобретения по сравнению с известным устройством позволяет повысить производительность работы автоматической линии горячей
шта етовки.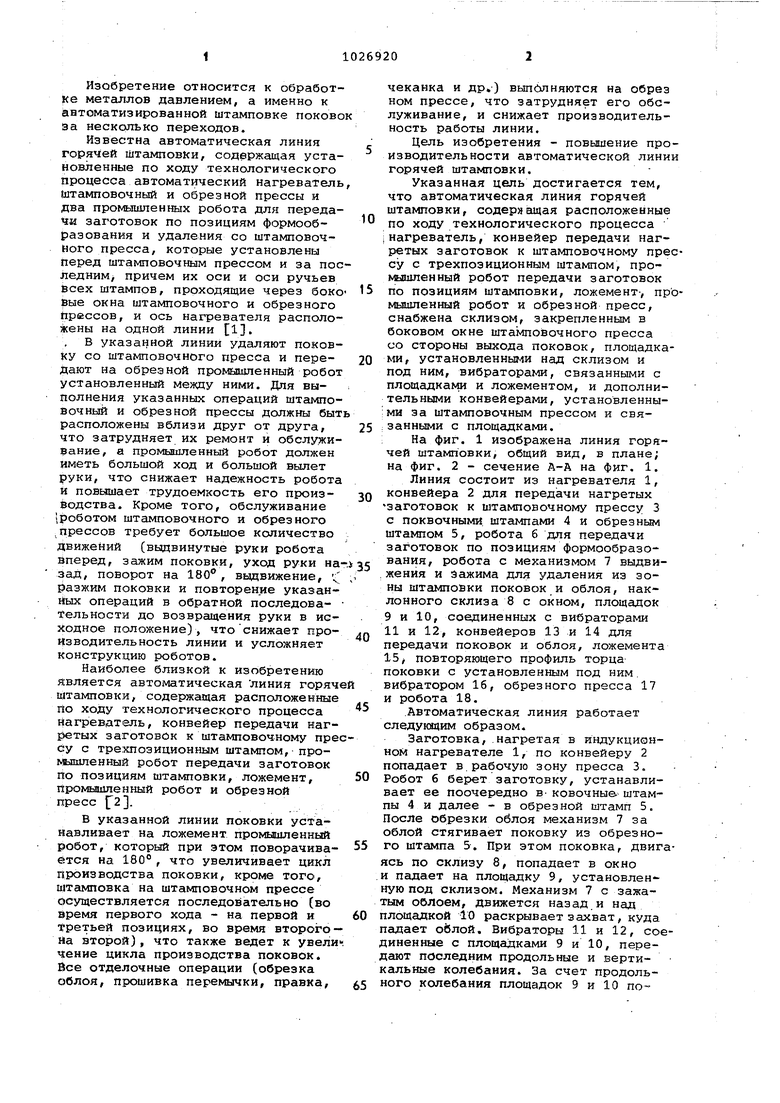
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1248721A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Автоматическая линия горячей объемной штамповки | 1981 |
|
SU1009599A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ГО ЧЕЙ ШТАМПОВКИ, содержащая распол женные по ходу технологического процесса нагреватель, конвейер передачи нагретых заготовок к штамповочному прессу с трехпоэиционным штампом, промьниленный робот передачи заготовок по позициям штамповки, ложемент, промышленный робот и обрезной пресс, отличающаяся тем, что, с целью повьоиения производительности, она снабжена склизом закрепленным в боковом окне штампо-г вочного пресса со стороны выхода поковок, площадками, установленными над склизом и под ним, вибраторами, связанными с площадками и ложементом, и дополнительными конвейерами, установленными за штамповочным прессом | и связанными с площадками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СС по заявке 3226839/25-27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
