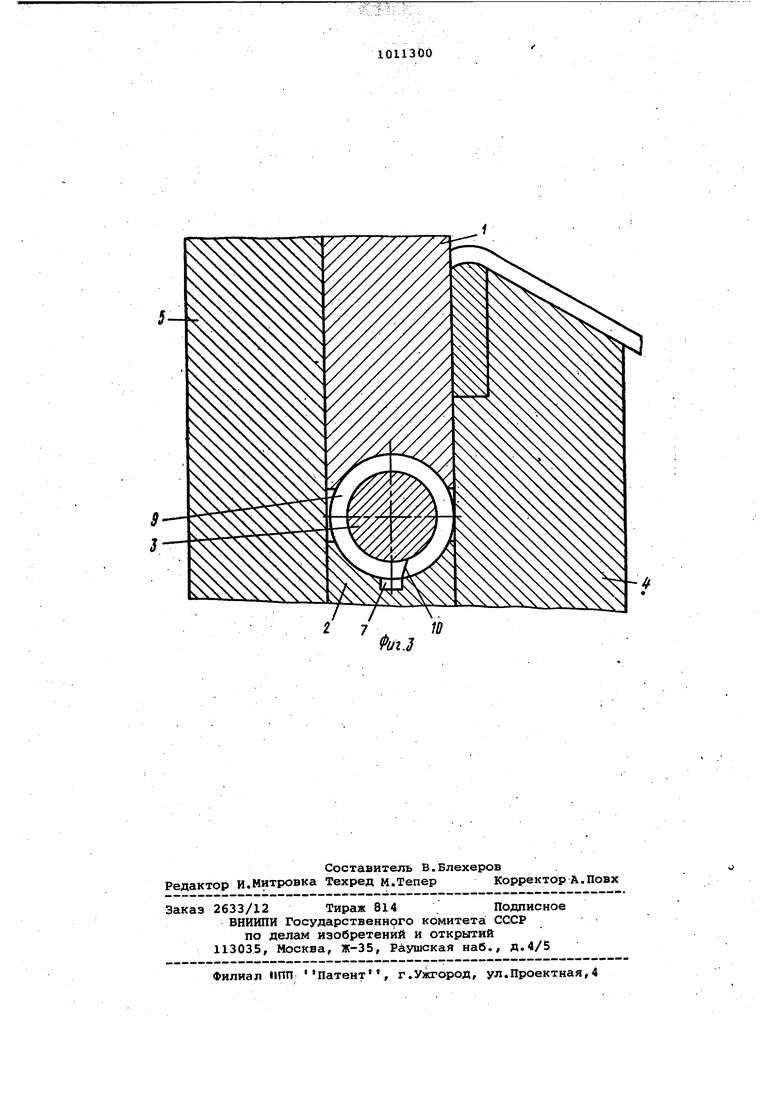
Изобретение относится к обработк металлов давлением и может быть использовано дл-я изготовления деталей типа втулок. Известен щтамп для изготовления деталей типа втулок, содержащий гибочные инструменты в виде установленных в направляющих пуансона и ма рицы, между которыми помещена оправ ка и один из которых имеет опорную площадку для упора конца заготовки Однако в известном штампе не обеспечивается необходимое относительно инструмента положение стыка свертываемых втулок, что приводит к нестабильности их размеров. Это (Снижает качество получаемых изделий Кроме того, известный штамп сложен изготовлении. Цель изобретения - упрощение кон струкции и повышение качества получаемых изделий. Поставленная цель достигается тем, что в штампе для изготовления деталей типа втулок, содержащем гибочные инструменты в виде установленных в направляющих пуансона и ма рицы, между которыми помещена оправ ка и один из которых имеет опорную площадку для упора конца заготовки, опорная площадка образована боковой стенкой паза, выполненного на рабочей поверхности гибочного инстр1 ен та. На фйг.1 указан штамп, начало пр цесса формообразования; на фиг.2 - то же,промежуточная стадия процесса На фиг.З - то же, окончание процесса Формообразования. Штамп содержит пуансон 1, соединенный с ползуном пресса (не показан матрицу 2 и ограниченно подвижную в вертикальном и горизонтальном направлениях оправку 3. Матрица 2 жестко связана с направляющей 4, а пуансон 1 - с направляющей 5. ПуансЬн 1, матрица 2 и J aпpaвляющиe 4 и 5 образуют формующую полость б. На рабочей поверхности матрицы 2 выполнен открытый в сторону формующей полости б продольный паз 7, стенка 8 которого служит упором для заготовки 9.При необходимости паз 7 может быть выполнен на рабочей поверхности пуансона 1. Предпочтительная глубина паза 0,2-0,5 мм, а его ширинад/6,01 наружного диаметра изделия. Штамп работает следукицим образом. Отрезанная от ленты заготовка 9 за« падает в формующую полость б штампа. При этом передний конец заготовки упирается в матрицу 2, а задний - в пуансон 1. В процессе Опускания пуанг сона 1 передний конец заготовки скользит по рабочей поверхности матрицы 2, изгибается, смещает оправку. 3 и упирается в стенку 8 продольного паза 7. При дальнейшем ходе пуансона 1 формирование втулки происходит в верхней части полости б до тех пор, пока кромки заготовки не сомкнутся. фиг.2). В конечнЕлй момент при замыкании штампа оправка 3 устанавливается концентрично рабочим поверхнос тям матрища 2 и пуансона 1, передний 1 онец заготовки 9 под воздействием оправки 3 выходит из паза 7, заготовка 9 принимает цилиндрическую форму и стык. 10 плотно смыкается (фиг.З). После раскрытия штампа и съема втулки с оправки цикл повторяется. Применение предложенного изобретения позволяе т упростить конструкцию штампа, а также обеспечить определенное расположение стыка втулки относительно матрицы и пуансона, что в свою очередь обеспечивает получение втулок более высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Гибочное устройство | 1980 |
|
SU995975A1 |
| Инструмент для изготовления изделий замкнутого контура | 1983 |
|
SU1106566A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, содержгиций гибочные инструменты в виде установленных а направляющих пуансона и матрицы, между которыми помещена оправка и один из которых имеет опорную площгшку для упора конца заготовки, о тли чающийся тем, что, с целью упрощения конструкций и повышения качества получаекых изделий, опорная Jlлoщaдкa образована стенкой паза, выполненного на рабочей поверхности гибочного инструмента. СО
