Изобретение относится к обработке металлов давлением, в частности, к оснастке для листовой штамповки.
Известен штамп для сворачивания втулок из ленты на оправке, содержащий оправку, гибочный пуансон и гибочную матрицу 1 Однако на данном штампе не удается получить втулки со скругленным и плоскими участками из тонкой пружинной ленты, с точным диаметром и малым зазором между концами из-за большого пружинения и невозможности перехлестывания концов при гибке.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является инструмент для изготовления изделий замкнутого контура со скругленными и плоскими участками из ленты, содержащий отрезные элементы для получения заготовки, оправку с поверхностями для формообразования плоских и скругленного участков, а также матрицу для подгибки краев заготовки и узел пуансонов, установленные с возможностью относительного перемещения перпендикулярно направлению подачи ленты 2.
Однако известный инструмент не обеспечивает получение качественных изделий из-за пружинения.
Целью изобретения является повышение качества изделий путем снижения пружинения.
Цель достигается тем, что в инструменте для изготовления изделий замкнутого контура со скругленными и плоскими участками из ленты, содержащем отрезные элементы для получения заготовки, оправку с поверхностями для формообразования плоских и скругленного участков, а также матрицу для подгибки краев заготовки и узел пуансонов, установленные с возможностью относительного перемещения перпендикулярно направлению подачи ленты, узел пуансонов выполнен в виде двух пуансонов для подгибки краев заготовки и размещенного между ними с возможностью осевого перемещения относительно них гибочного пуансона, при этом в гибочном пуансоне выполнен сквозной осевой надрез со стороны рабочей поверхности, на обращенных одна к другой боковых поверхностях пуансонов выполнены клиновые выступы, взаимодействующие между собой, а поверхность оправки для получения скругленного участка выполнена многогранной.
Ца фиг. 1 изображен инструмент, общий
вид; на фиг. 2 - 7 - технологическая последовательность изготовления изделия замкнутого контура.
Инструмент содержит оправку 1, отрезную матрицу 2, матрицу 3 для подгибки
0 краев заготовки, пуансоны 4 и 5 для подгибки краев заготовки и гибочный пуансон 6. Оправка 1 имеет плоские участки 7 и скругленный участок 8, выполненный с гранями на его поверхности, на пуансоне 4 выполнена режущая кромка 9, гибочный
пуансон 6 выполнен с осевым надрезом 10, а на его боковых поверхностях и на поверхностях пуансонбв 4 и 5 для подгибки выполнены клиновые выступы 11 и 12. Оправка 1 установлена неподвижно, пуансоны
0 и матрица с возможностью относительного осевого перемещения.
Инструмент работает следующим образом.
Цодают ленту в зону деформирования
5 и при перемещении пуансонов 6 обжимают ее на оправке 1, а при перемещении пуансонов 4 и 5 сперва отрезают заготовку от ленты посредством режущей кромки 9 пуансона 4 и отрезной матрицы 2, а затем из гибают края заготовки по матрице 3, после чего матрица 3 отходит от заготовки. Гибочный пуансон 6 вторым ходом загибает заготовку вокруг оправки 1. Цуансоны 4 и 5 вторым ходом нажимают клиновыми выступами 12 на клиновые выступы 11 гибочного пуансона 6, нижние части которого, разделенные осевой прорезью, сходятся к оправке и дополнительно обжимают заготовку с двух сторон. Цосле возвращения инструмента в исходное положение происходит съем готовой детали.
В связи с тем, что участок 8 оправки
выполнен многогранным в местах контакта внутренней поверхности заготовки с ребрами оправки, происходит дополнительная пластическая деформация волокон заготов5 ки. Это дополнительно уменьшает пружинение. Изделие при этом практически не изменяется.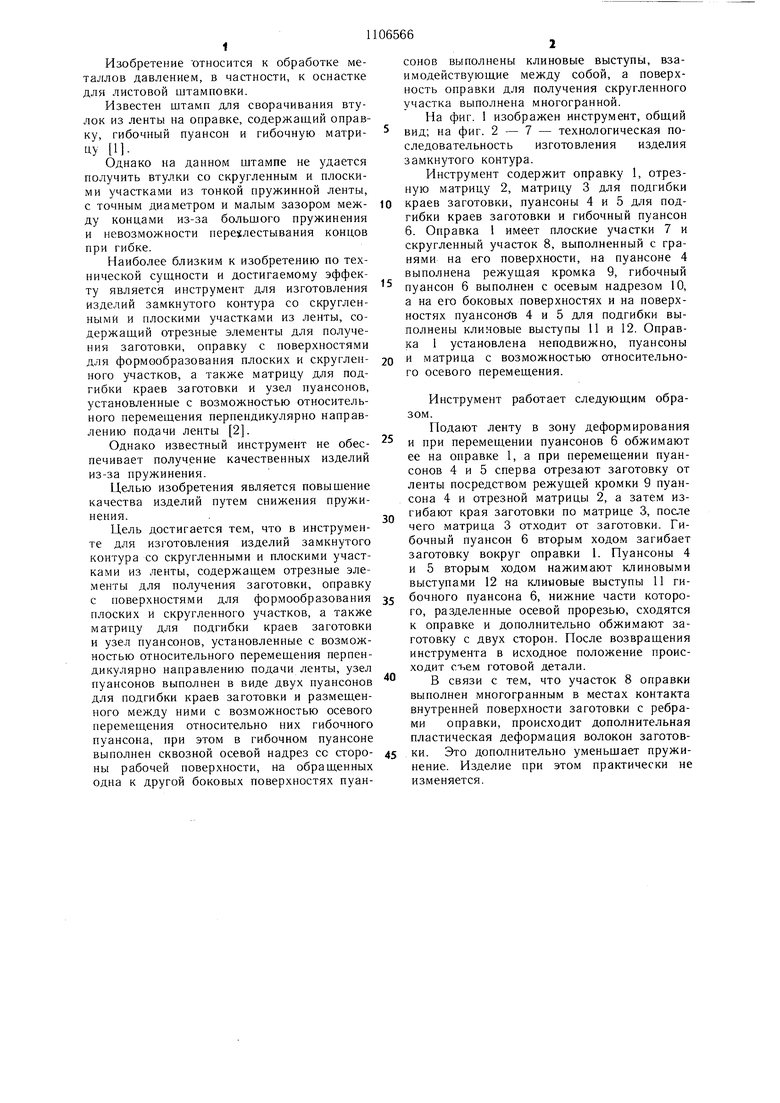
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Устройство к универсально-гибочному автомату для изготовления пустотелых заклепок | 1986 |
|
SU1366258A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ С ВЫСТУПАМИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397832C2 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |

ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИ ЗАМКНУТОГО КОНТУРА со скругленными и плоскими участками из ленты, содержаш,ий отрезные элементы для получения заготовки, оправку с поверхностями для формообразования плоских и скругленного участков, а также матрицу для подгибки краев заготовки н узел пуансонов, установленные с возможностью относительного перемещения перпендикулярно направлению подачи ленты, отличающийся тем, что, с целью повышения качества изделий путем снижения пружинения, узел пуансонов выполнен в виде двух пуансонов для подгибки краев заготовки и размешенного между ними с возможностью осевого перемешения относительно них гибочного пуансона, при этом в гибочном пуансоне выполнен сквозной осевой надрез со стороны рабочей поверхности, на обрашенных одна к другой боковых поверхностях пуансонов выполнены клиповые выступы, взаимодействуюшие между собой, ® а поверхность оправки для получения скругленного участка выполнена многогранной. (Л о: СП 05 О5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Скворцов Г | |||
| Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| М., «Машиностроение, 1972, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп совмещенного действия | 1975 |
|
SU539644A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
