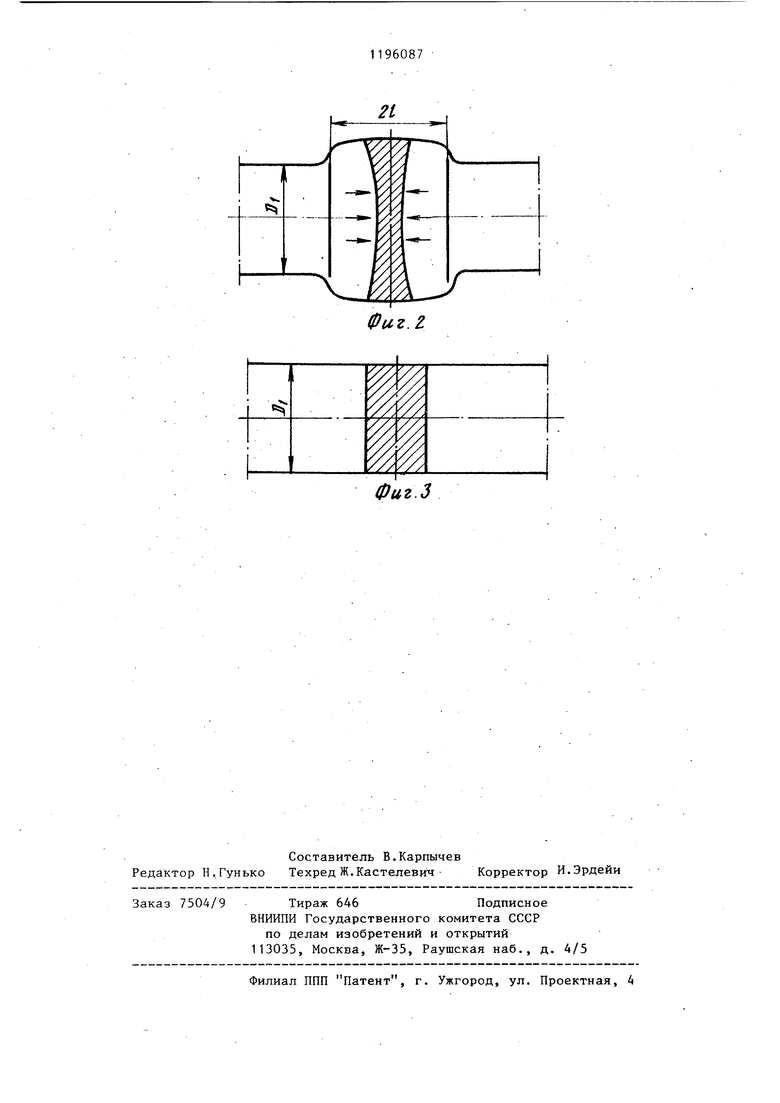
1 Изобретение относится к обработк металлов давлением и касается спосо ба изготовления сварно-кованого изделия и может быть использовано в тяжелом и энергетическом машиностроении. . Цель изобретения - повьшение качества изделий путем повышения однородности механических свойств металла по сечению шва. На фиг. 1 представлен блок после электрошлаковой сварки; на фиг. 2 - то же, после обжатия участ ков, расположенных от оси сварного шва на расстоянии 0,25-0,35 начального размера поперечного сечения блокад на фиг. 3 - то же, после ков ки. Способ осуществляют следующим образом. Заготовки сваривают электрошлако вой сваркой в блок с размером поперечного сечения D (фиг. 1). Далее обжимают участки блока, расположенные на расстоянии от плоскости симметрии сварного шва, равном 0,250,35 начального размера поперечного сечения с уковом - г ЬЗО-1,55, где DO - начальный размер поиеречного сеченияJ D-, - размер поперечного сечения после обжатий. После этого производят ковку ост шегося участка длиной 2 В на разме поперечного сечения D (фиг. 3). После электрошлаковой сварки шов сварного соединения имеет неравномерную по высоте толщину. Обжатие участков блока, расположенных на расстоянии от оси шва (0,25-0,35)Dg с уковом 1,30-1,55, способствует ин тенсивной проковке литого металла шва в центральной зоне за счет интен сивного течения металла в продольном направлении. При последующей ковке зоны сварного соединения происходит выравнивание толщины шва и его боле равномерная проковка. Таким образом, суммарная деформа ция сварного шва, полученная в резу 872 тате деформирования прилегающих к шву участков, а затем зоны сварного шва обеспечивает более интенсивную и равномерную проковку металла шва во всем объеме и позволяет получить равномерную толщину/шва по сечению заготовки (фиг. 2). Обжатие участков блока на расстоянии, более 0,351) от оси шва не эффективно, так как деформация в продольном направлении не достигает зоны сварного шва и не влияет на его формоизменение. При ковке участков на расстоянии менее 0,25Do в зоне расположения сварного шва формируется фланец ши- . риной 2 е 0,5Do В результате при последующем обжатии зоны расположения сварного 21 ;0,5 создает нешва отношение I -So . благоприятную схему напряженного и деформированного состояний, что может привести к образованию трещин и разрывов в центральной зоне сварного шва. Величины укова цри обжатии окрлошовных участков определяют экспериментально.; При величине укова менее 1,30 продольная деформация не распространяется на зону сварного шва, с увеличением величины укова продольное течение металла начинает интенсивно деформировать сварной шов. Однако при укове более 1,5 зна.чительная разность размеров начального и конечного поперечного сечений блока привед ет к образованию зажимов при последующей ковке зоны сварного шва. П РИМ е р. Заготовки с размерами 2500-2000-3880 мм из стали 25 Н ЗМФА сваривают электрошлаковой сваркой. Далее после нагрева до температуры ковки, отступая 650 мм от оси шва, обжимают левый и правый участки блока на диаметр 1800 мм (уков 1,5). Интенсивное течение металла в продольном направлении, возникающее в процессе ковки участков, прилегающих к зоне сварного шва, способствует деформации сварного шва, особенно по оси блока. Затем до диаметра 1800 мм обжимают зону сварного шва длиной 1300 мм.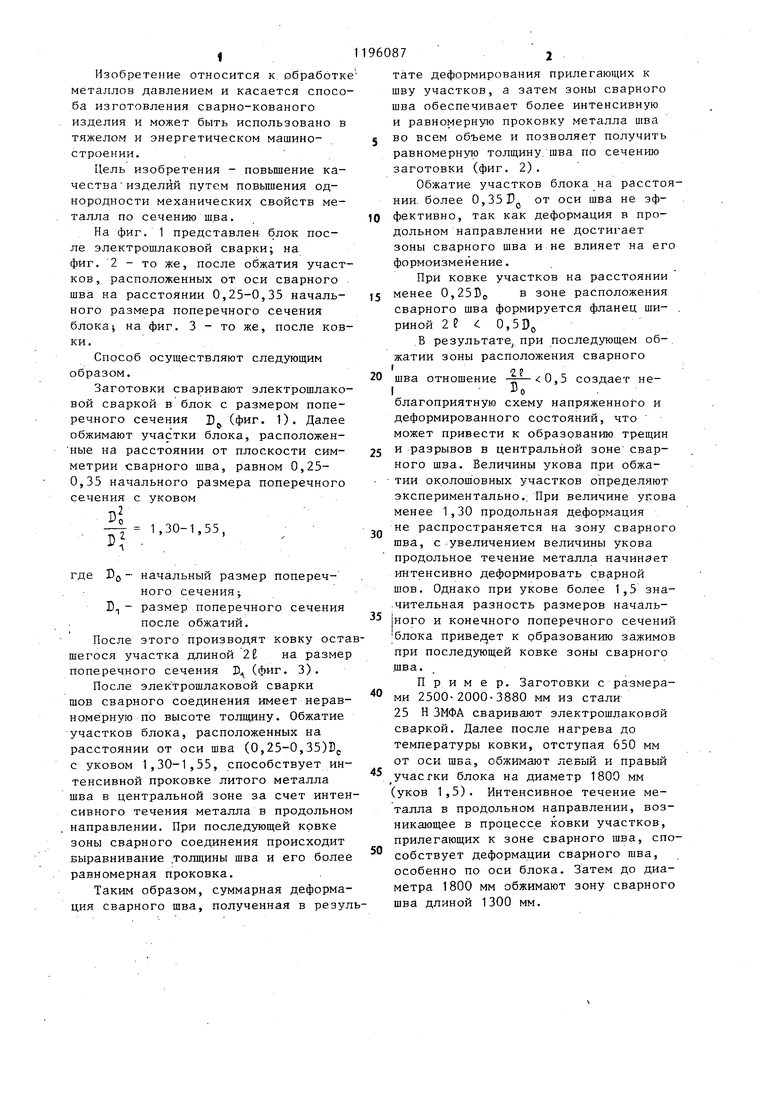
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШПОНИРОВАНИЯ КОВАНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2607538C1 |
| Способ изготовления крупногабаритных изделий | 1981 |
|
SU1011312A1 |
| Способ получения ковано-сварных изделий | 1981 |
|
SU978996A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2008 |
|
RU2392086C1 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| Способ производства крупногабаритных толстых металлических листов или плит | 2016 |
|
RU2634863C2 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| Способ изготовления плоских плит | 1990 |
|
SU1770016A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ устранения сварочных деформаций и напряжений в тонколистовых конструкциях | 1983 |
|
SU1139597A1 |
.1. СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-КОВАНЫХ ИЗДЕЛИЙ путем соединения заготовок электрошлаковой сваркой и последующей ковки Сваренного блока, отличающийся тем, что, с целью повышения качества изделий путем повышения однородности механических свойств металла по сечению шва, ковку производят путем обжима околошовных участков блока на расстоянии от плоскости симметрии .сварного шва, равном 0,25-0,35 начального размера поперечного сечения блока с уковом 1,30-1,55. 2. Способ по п. 1, о тл и ч а-, ю щ и и с я тем, что обямм околошовных участков блока производят одновременно.. со о: о оо ue.f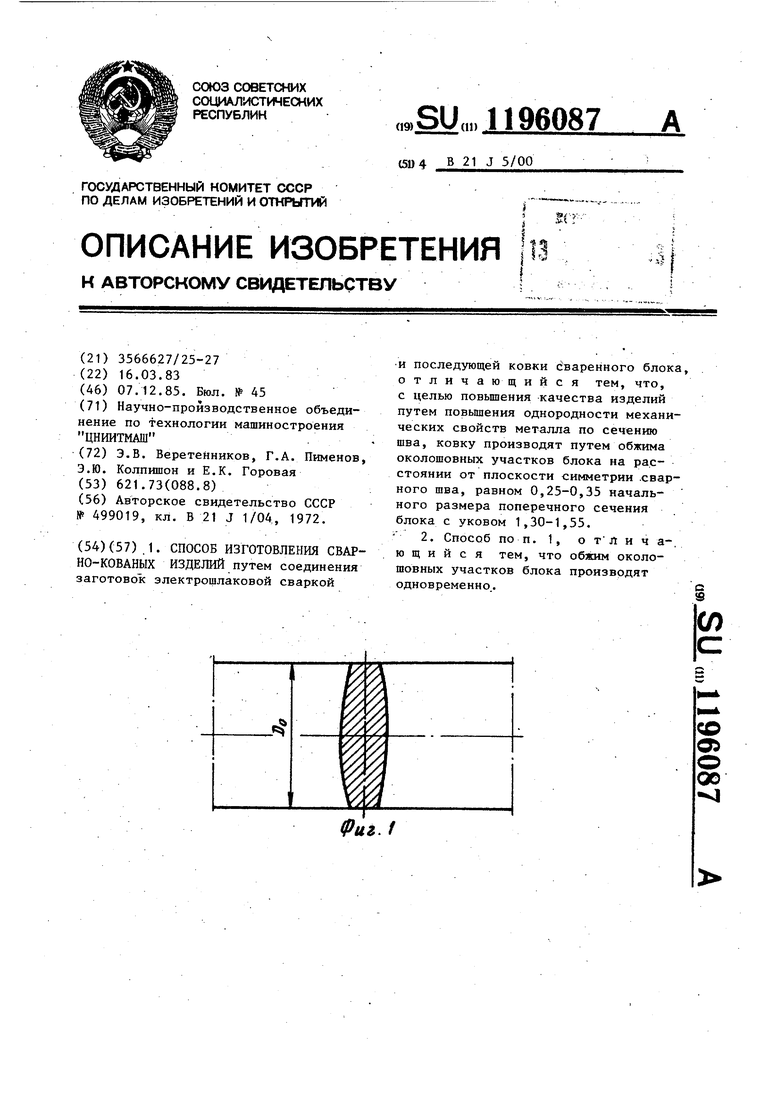
Фиг.З
| Способ производства крупных поковок | 1972 |
|
SU499019A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
