Изобретение относится к металлур гии, конкретнее к непрерывному лить металлов,- а именно к одному из особых видоб непрерывного литья - вытягиванию из расплава по способу Степанова и может быть использовано во всех устройствах, предназначенных для получения профилированных изделий из расплавленных металлов по упомянутому способу. Известно устройство для получения изделий стержневой формы, содер жащее затравкодержатель Л , Недостатком данного устройства является то, что изделия получаются только стержневой формы, -. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является формирующее устройство для получения профилированных изделий по способу Степанова, содержащее корпус, формообразователь с профилирующим отверстием, приемно-распределительный узел для передачи хладагента и затравкодержатель, расположенные соосно С2 1. Известное формирующее устройство не позволяет получать монолитные мн гополостные профилированные изделия поскольку оно обеспечивает охлаждение только наружных поверхностей по лучаемых изделий. Известное формирующее устройство позволяет получать трубы гладкие, трубы оребреиные снаружи, панели оребренные и т.д. Цель изобретения - возможность получения монолитных многополостных профилированных изделий с внутренними перегородками. Указанная цель достигается тем, что в формирующем устройстве для получения профилированных изделий. из расплава, содержащем корпус, фор мообразователь с профилирующим отвер стием, приемно-распределительный узел.с соплами я подачи хладагента и затравкодержатель, профилирующее отверстие выполнено в виде замкнутых контуров, а устройство снабжено дополнительными приемно-распределительными узлами, сопла которых введены в замкнутые контуры профилирующего отверстия при этом каждый приемно-распределительный узел выпол нен в виде теплоизолированного трубо провода, расположенного в корпусе формообразователя. На фиг, 1 представлено формирукядее устройство, общий вид; на фиг, 2 разрез А-А на фиг, 1. Формирующее устройство (фиг, 1) включает в себгГ приемно-распределительный узел 1 для подачи хладагента на наружные поверхностизатвердевающего изделия, формообразователь 2 корпус 3, теплоизолированные трубопроводы 4 исопла 5 дополнительного приемно-распределительногоуузла, внутренний замкнутый контур профили-, рующего отверстия 6 формообразователя, затравкодержатель с затравкой 7 (на фиг, 1 для упрощения показаны один теплоизоляционный трубопровод 4 и одно сопло 5), Приемно-распределительный узел 1 для подачи хладагента к наружной по верхности изделий располагается соосно с формообразователем 2 на высо те 5-20 мм от него, причем уменьшение расстояния между ними способстт вует повышению эффективности охлаждения изделия, В корпусе 3 формообразователя размещается теплоизолированный трубопровод 4 дополнительного приемно-распределительного узла для подачи хладагента через его сопло 5 к поверхностям внутренних полостей изделия, которые формируются в виде жидкого столба расплава над профилирующим отверстием б формообразователя, определяемым его внутренним замкнутым контуром, Затравкодержатель с. затравкой 7, .предназначенный для вытягивания расплава через профилирующее отверстие формо-, образователя, размещается над формог образователем соосно с ним, (На фиг,1 затравкодержатель с затравкой 7 показаны в приподнятом положении над формообразователем для обзора приемно-распределительного ;узла 1). Сечение затравки соответствует сечеН51Ю отверстий формообразователя, Формообразователь 2 выполнен из стойкого по отношению к расплаву материала, например чугуна. Трубопровод 4 дополнительного приемнораспределительного узла и сопло 5 выполнены из нержавеющей стали, ДиajvieTp отверстия трубопровода 6 мм, Фиксация положения трубопровода в корпусе формообразователя осуществляется теплоизолирукищми прокладками, например, из йермикулита, легковесного кирпича, а остальные зазоры заполняются теплоизоляционной засыпкой зонолита или диатомита. Формирующее устройство работает следующим образом, Формообразователь 2 погружается в расплав до уро,вня верхней поверхности, При этом расплав по каналам в корпусе формообразователя поступает к профилирующему отверстию и заполняет его вплоть до кромки контура б (фиг.1), Затравка, укрепленная на затравкодержателе, вводится в профилирующее отверстие формообразователя и смачивается расплавом, после чего ей дается движение вверх и включается подача хладагента в приемно-распределительные узлы. После получения изделия требуемой длины процесс прерывается прекращением подачи
хладагента. Формообраэователь вынимается из расплава.
С помощью описанного формирующего устройства получен монолитный многополостный профиль с наружным диаметром 35 мм и длиной 2 метра из алюминиевого сплава АМц.
Технико-экономическая эффективность применения описываемого формирующего устройства обеспечивается получением в однооперационном процессе многополостных монолитных
изделий по схеме расплав - изделие, возможностью получения изделий со сложной геометрией внутренней поверхности Гналичием приливов, ребер и других элементов); возможностью
изготовления многополостных монолитных изделий из хрупких и вязких Металлов и сплавов, отсутствием сборочных и соединительных операций (сварка, пайка и пр.), необходимых
при изготовлений сборных Тнемонолитных) миогополостных изделий.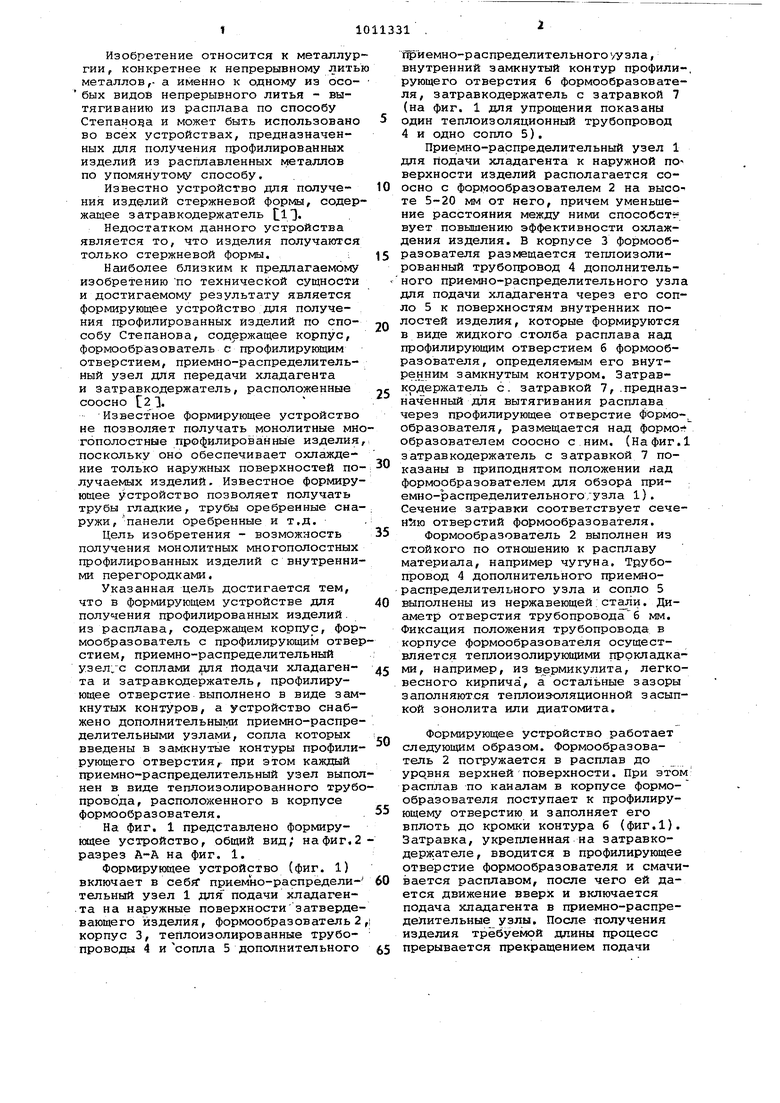
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения витых профилированных изделий из расплава по методу Степанова | 1981 |
|
SU1076181A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ ПОЛИКРИСТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ РАСПЛАВА | 1990 |
|
RU2042750C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ РАСПЛАВА | 1990 |
|
SU1820638A1 |
| СПОСОБ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ ИЗ РАСПЛАВА | 2004 |
|
RU2265088C1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ В ВИДЕ ПОЛЫХ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2451117C2 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ РАСПЛАВА | 2003 |
|
RU2222647C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ РАСПЛАВА | 2003 |
|
RU2222646C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ РАСПЛАВА | 2003 |
|
RU2230838C1 |
| Устройство для получения профилированных кристаллов из эвтектических композиций | 1988 |
|
SU1551749A1 |
| Устройство для получения профилированных кристаллов | 1980 |
|
SU845508A1 |
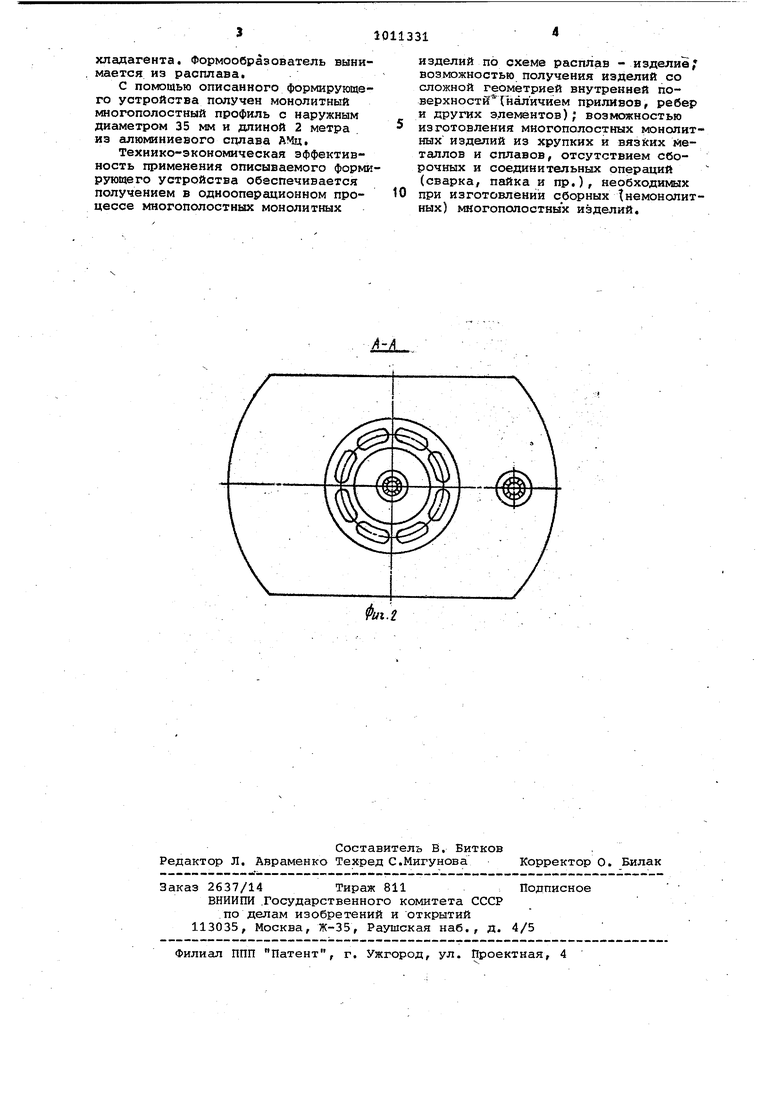
Формирующее ус,тройство для подучейия профилированных изделий из расплава, содержащее корпус, формо- образователь с профилирующим отвертстием, приемно-распределительный узел с соплами для подачи хладагента и затравкодержатель, расположенные соосно, отличающееся тем, что, с целью обеспечения возмоягг ности получения (лонолитных кшЪгопол&стных профилированных изделий с внутрен ними перегородксили,профилирующееотвер стие выполнено в виде замкнутых контуров, а устройство снабжено fiononнительными приемно-распрёделительиыми узлами, сопла которых введены в Зс1мкнутые КОНТУ1ЯЯ профилирующего отверстия, при этом каждый приемнораспределительный узел выполнен в Щ 5 виде теш1оизол1фованного трубопровода, расположенного в корпусе формообразователя. оо со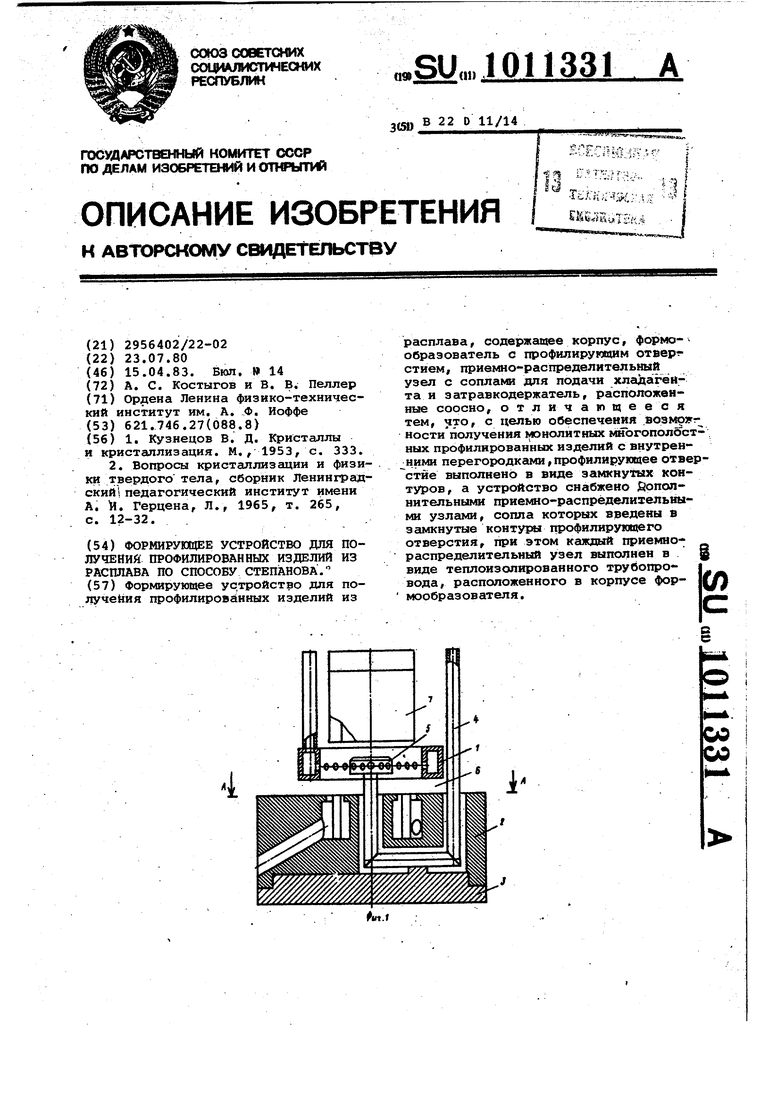
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнецов В | |||
| Д | |||
| Кристаллы и кристаллизация | |||
| М., 1953, с | |||
| Телефонная трансляция с катодными лампами | 1922 |
|
SU333A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вопросы кристаллизации и физики твердого тела, сборник Ленинградский педагогический институт имени А | |||
| Герцена, Л., 1965, т | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
