Изобретение относится к литейному производству, конкретно к конструкдиям металлических литейных форм кокилей.
Извес на металлическая форма/ содержащая полуформы и размещенные в полуформах плиты выталкивателей с выталкивателями и контртолкателями 1
Извлечение отливки из полуформ в заданной последовательности может осуществляться на типажных кокильных машинах только в результате переделки последних.
Наиболее близкой к предлагаемой . по технической сущности и достигаемому эффекту является металлическая форма, содержащая подвижную полуформу с фиксирующим штырем и плитой толкателей , на которой размещены выталкиватели и контртолкатель, и неподвижную полуформу с установленным по разъему подвижным упором С 1.
Недостатком этой формы является то, что значительная часть упора контактирует с расплавом, возможное тепловое расширение может вызвать заклинивание упора, увеличение зазоров с целью исключения заклинивания приводит к попаданию в них расплава, ft перегрев упора при работе его на изгиб вызовет деформацию и перекосы. Кроме того, в форме известной конст- рукции невозможно создание зазора между .отливкой и полуформой, содержащей упор.
Цель изобретения - повышение надежности работы формы.
Поставленная цель достигается тем что в металлической форме с вертикалным разъемом, содержащей подвижную полуформу с плитой толкателей, на которой закреплены выталкиватели и контртолкатель, неподвижную полуформу с установлен11ым по разъему полуформ подвижным упором и фиксирующий штырь, рабочий конец контртолкателя выполнен в виде конического бурта, а фиксирующий штырь укреплен в подвижной полуформе и выполнен с конической поверхностью, сужающейся в сторону неподвижной полуформы и имеющей конусность меньшую, чем конусность бурта контртолкателя, при этом подвижный упор установлен с возможностью взаимодействия его торцов с коническими поверхностями бурта котртолкателя и фиксирующего штыря и с зазором по отношению к ним.
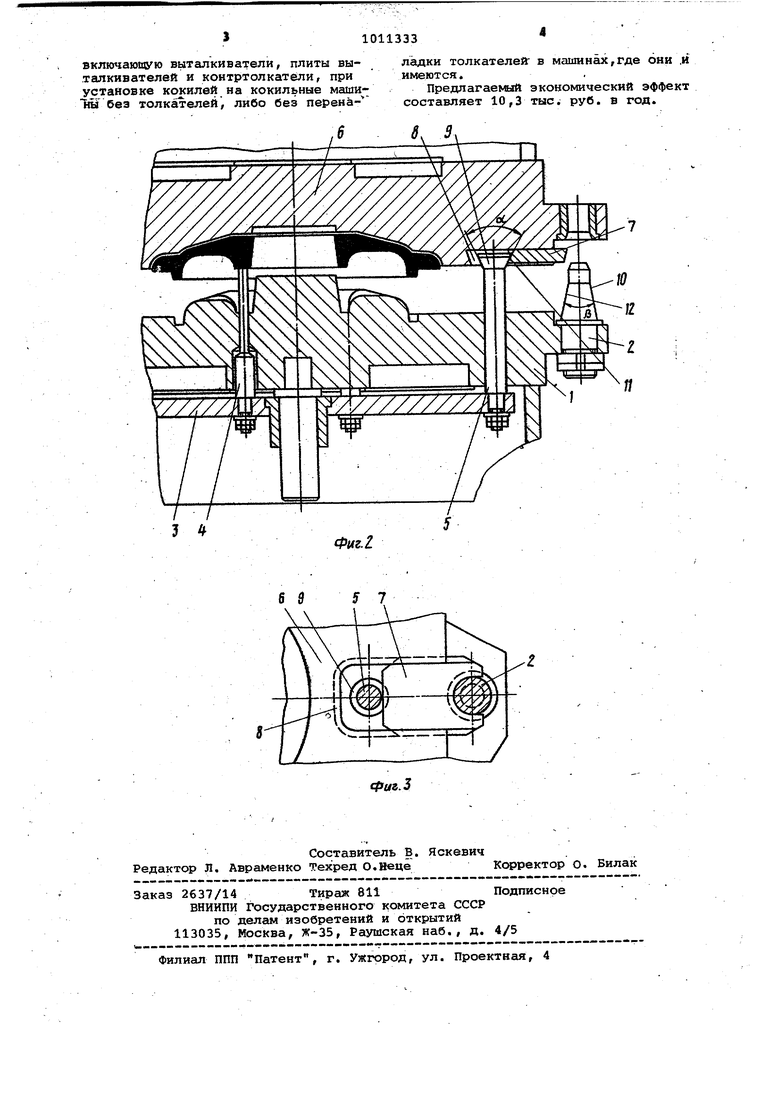
На фиг, i показана металлическая форма, горизонтальный разрез; на фиг. 2 - то же, после перемещения подвижной полуформы на величину хода выталкивателей , на фиг. 3 - вид на подвижный упор со стороны разъема.
Металлическая форма содержит подвижную полуформу 1 с фиксирующим штырем 2, плитой 3 толкателей с вытакивателями 4 , контртолкателем 5 и
неподвижную полуформу б с подвижным упором 7, размещенным в косых пазах 8 полуформы б. Рабочий конец контртолкателя 5 выполнен в виде конического бурта 9 с конусностью ot , в нерабо.чей части фиксирующего штыря 2 предусмотрены конические поверхности 10 с углом /5 , сужающиеся в сторону неподвижной полуформы б, 1орцы 11 упора 7 взаимодействуют с буртом 9 конттолкателя 5, а торцы 12 - с коническими поверхностями 10 фиксирующего штыря 2. Конусность конической поверности бурта больше конусности конической поверхности штыря.
Форма работает следующим образом.
. После заливки расплава и кристаллизации отливки подвижная полуформа
, 1 начинает перемещаться, увлекая за собой фиксирующий штырь 2. При перемещении штыря 2 на расстояние «f упор
7получает возможность переместиться на расстояние cf cTtg в сторону штыря 2. Для перемещения системл выталкивания, включающей контртол катель 5, плиту 3 толкателей и выталкивателей 4, на то же расстояние «Г упору 7 необходимо сместиться на асстряние cCj cA-ttj- ,j- что невозможно поскольку.сЛ2 с/ I , dl р , следова.тельно -1(5 . Очевидно, что если система выталкивания Ые может перемещаться синхронно с цодвижной полуформой, то отделение отливки от последней произойдет в начале хода, т.е. отливка останется в неподвижной полуформе б. Наличие зазоров .между взаимодействующими поверУхностями контртолкателя 5, штыря 2 и упора 7 позволяет отливке пройти некоторое расстояние с подвижной плитой 1 после чего начнется выталкивание отливки из подвижной полуформы 1.
8этом случае обеспечивается требуемый зазор между отливкой и неподвижной полуформой б, исключающий перегрев последней и .способствукяяий снижению твердости отливки. После перемещения подвижной полуформы 1
на величину хода плиты 3 толкателей (т.е. до упора ее в полуформу 1) бурт 9 контртолкателя 5 свободно выходит из зацепления с упором 7, перемещению которых больше не препятствует штырь 10. После полного раскрытия кокиля и удаления отливки полуформы смыкаются. Контртолкатель 5 упирается в неподвижную полуформу б после чего штырь 2 сдвигает упор 7 вплоть до крайнего положения при полном смыкании полуформ. Кокиль аливают расплавом, цикл повторяется
Изобретение позволяет повысить надежность работы кокиля. Кроме того оно позволяет применять распространенную в кокилях схему выталкивания,
вклкхчающую выталкиватели, плиты выталкивателей и коитртолкатёли, при установке кокилей на кокильные машиТш без толкателей, либо без перена-
ладки толкателей в машинах,где они .и имеются.
Предлагаемый экономический эффект составляет 10,3 тыс; руб. в год.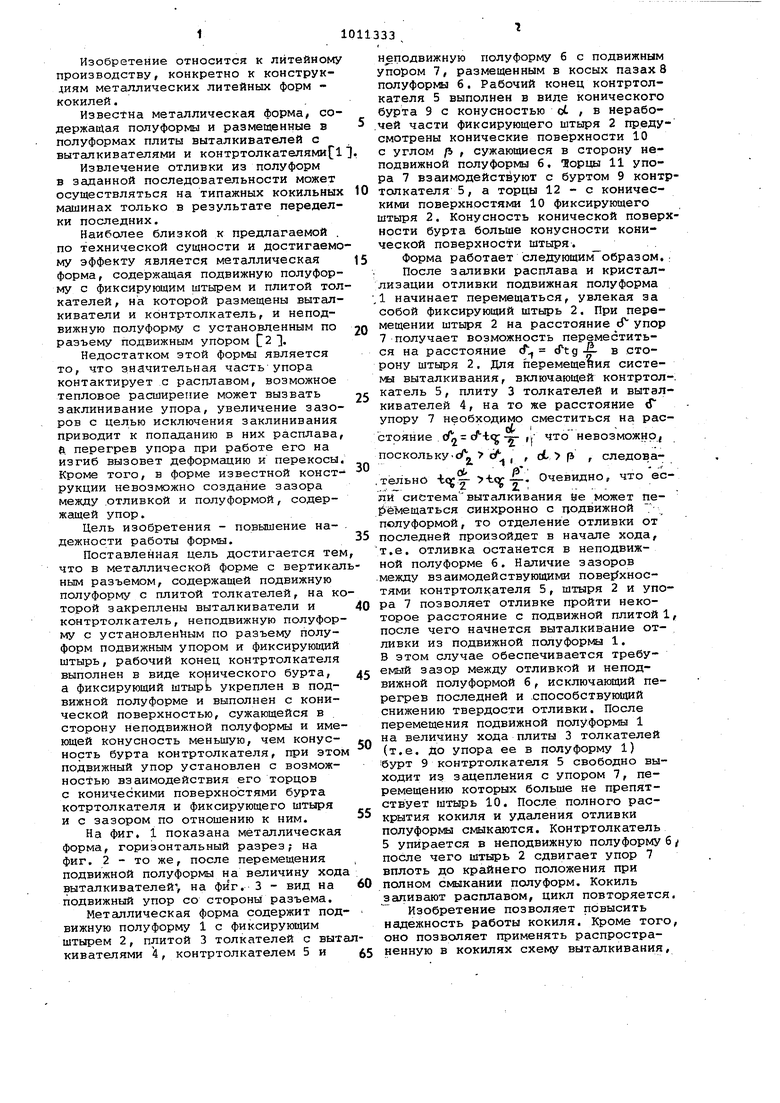
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ | 1989 |
|
RU2067915C1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Кокильная установка | 1983 |
|
SU1125098A1 |
| Кокиль | 1981 |
|
SU975197A1 |
| Кокиль | 1980 |
|
SU908502A1 |
| КОКИЛЬ | 1992 |
|
RU2025204C1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| Кокиль с горизонтальной плоскостью разъема | 1986 |
|
SU1348059A1 |
| КОКИЛЬНЫЙ СТАНОК | 1992 |
|
RU2041770C1 |
| Кокиль | 1982 |
|
SU1042879A1 |
МЕТАЛЛИЧЕСКАЯ ФОРМА С ВЕР ТИКАЛЬНЕЖ РАЗЪЕМОМ, содержащая под вижную полуформу с плитой толкателей, на которой закреплены выталки ватели и контртолкатель, неподвижную пйлуформу с установленным по разъему полуформ подвижным упором и фиксирующий штьфЬ, отличающая с я тем, что, с целью повышения надежности работа формы,рабочий конец контртолкателя выполнен в виде конического бурта, а фиксирующий штырь укреплен в подвижной полуформе и выполнен с конической поверхностью, сужающейся в сторону неподвижной полуформы и имеющей конусность меньшую .чем конусность бурта контртолкателя, при этом подвижный упор установлен с возможностью взаимодействия его торцов с коническими поверхностями бурта контртолкателя и фиксирующего штыря и с зазором по отношению к ним. 97 Ла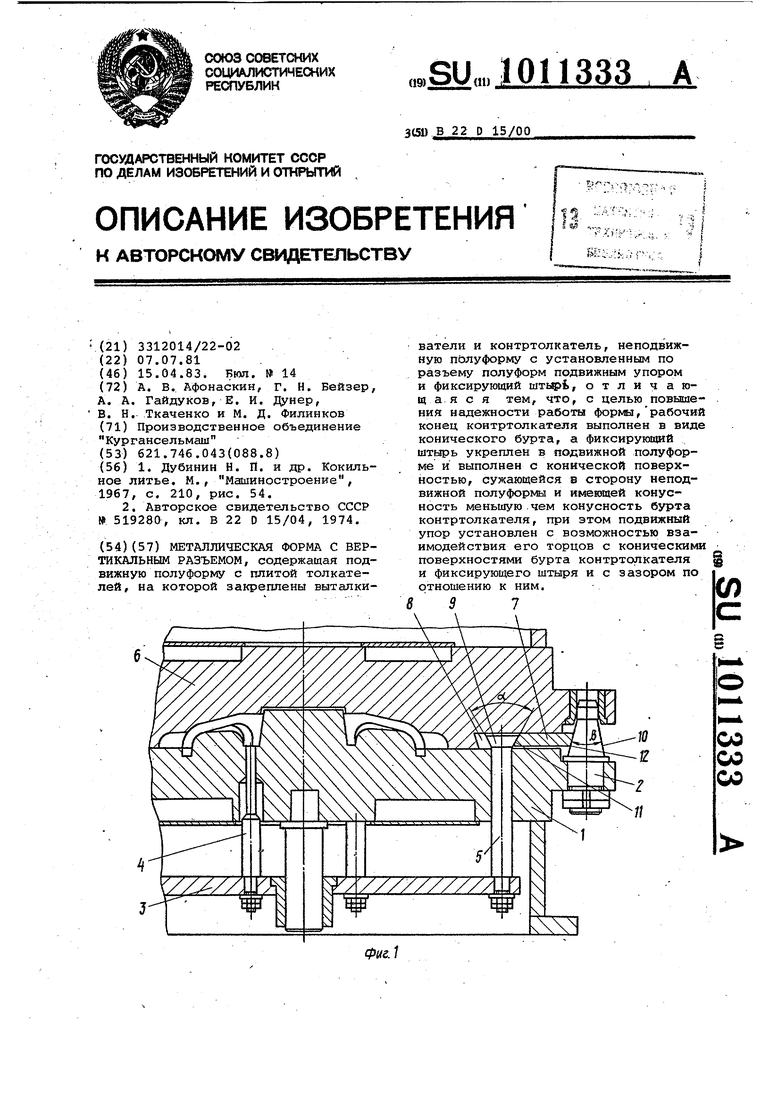
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дубинин Н | |||
| П | |||
| и др | |||
| Кокиль ное литье | |||
| М., Машиностроение, 1967, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Металлическая форма | 1975 |
|
SU519280A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
