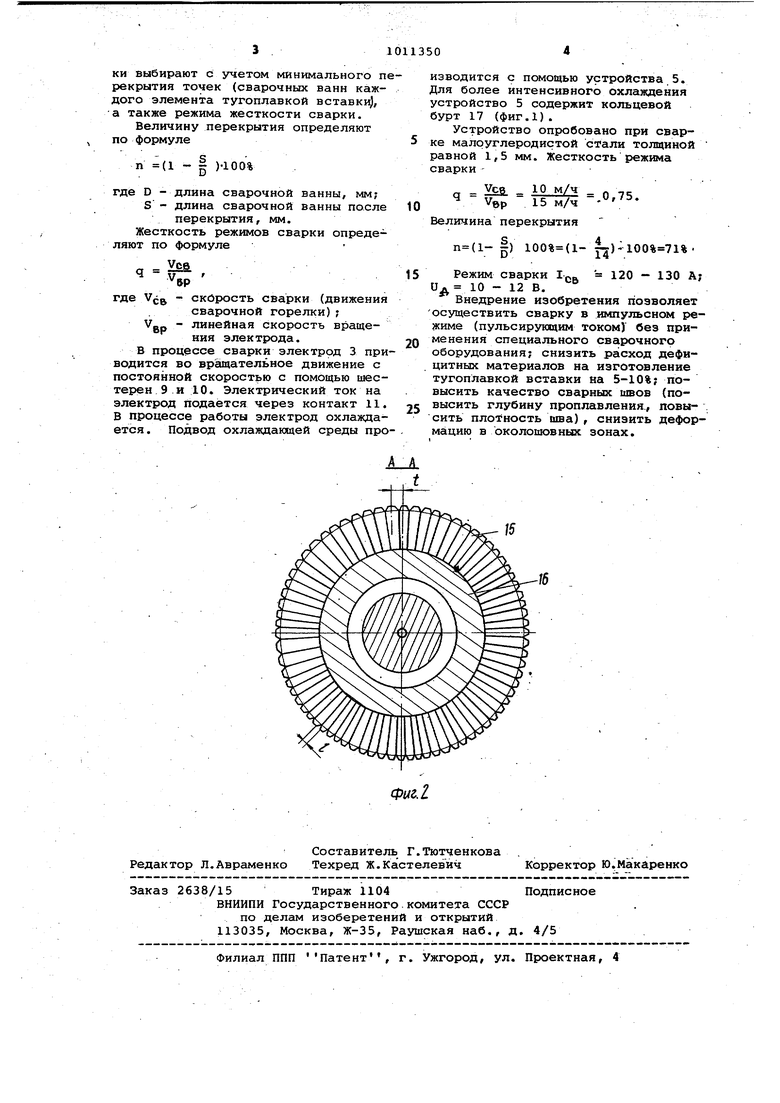
Изобретение относится к оборудо ванию для сварки в среде инертных газов и может быть использовано в машиностроении. Известна плазменная горелка, со держащая сопло и корпус, внутри которого на оси, перпендикулярной оси сопла, расположен полый электрод , соединенный с приводом вращения и выполненный с входным и выходным отверстиями, вдоль оси для п дачи охлаждающей среды, а привод электрода установлен внутри него и выполнен в виде газовой турбинки лопатки которой жестко связаны с внутренней поверхностью электрода 11. Недостатком известного устройства является то, что невозможно производить сварку в импульсном ре жиме без специальньох источников пи тания, тугоплавкая вставка сложна в изготовлении технологически, конструкция вставки приводит к- чре мерному расходу дефицитного тугоплавкого материала. Цель изобретения - расширение т нологических возможностей и эконом расхода тугоплавкого материала. Поставленная цель достигается т что вгорелке для сварки неплавящимоя электродом, содержащей сопло и корпус, внутри которого расположен вращающийся полый электрод со съемной кольцевой тугоплавкой вста кой, тугоплавкая вставка выполнена из отдельных элементов, имеющих кл нообразную заточку и расположенных равномерным шагом, равным-2-3 толщ нам элементов, при этом длина впадин между элементами равна 0,51,5 толщины вставки, а высота выступов составляет 0,1-0,5 длины шага. На фиг.1 изображено устройство, разрез; на фиг.2 - резрез А-А на фиг.1. Сварочная горелка состоит из корпуса 1, сопла 2 и вращающегося электрода 3. Вращающийся электрод 3 установлен на подшипниках качения 4 Внутри электрода 3 установлено устройство 5 дляподвода и отвода охлаждающей среды, которое закрепле но в электроде втулкой б, зажимной гайкой 7 и уплотнительным сальником 8. Вращение электрода 3 производится, от электродвигателя через .конические шестерни 9 и 10. Электрический ток на 3 подается с по мощью контакта 11. Тугоплавкая вста ка 12 закреплена на электроде зажи мами 13 и 14. Тугоплавкая вставка выполнена сборной и состоит из отдельных элементов 15, которые устано лены по наружной доверхности 16. с рав номерным шагом и впадинами между элементами, при этом величина шага задается в зависимости от толщины вставки, причем шаг может быть в пределах, равных 2-3 толщинам вставки (отдельных элементов), а длина углублений выбирается равной толщине вставки, но не более половины шага, длина выступов отдельных элементов задается равной толщине вставки, но не менее почовины шага. При меньших значениях длины выступов снижается качество сварного шва, уменьшается глубина проплавления, а также понижается стойкость рабочей части отдельных элементов. С увеличением длины впадин также снижается глубина проплавления свариваемых кромок (снижается проникающая способность дуги). Высота выступовзадается равной величине углублений между отдельными элементами и равняется 0,10-0,5 длины шага (при меньших значениях пульсации тока по величине маловыражена, а при больших значениях наблюдается прикращение горения дуги). Элементы тугоплавкой вставки имеют клинообразную заточку. В качестве тугоплавкой вставки могут быть , использованы отходы вольфрамовых электродов, применяемых при обычной аргоно-дуговой сварке (ТУ 48-19-27-77) . Отдельные элементы тугоплавкой вставки соединяются между собой пайкой. Пайка вольфрамовых стержней, производится припоем 88. Пайку производят в высокотемпературной печн, в контролируемой инертной среде. Тугоплавчая вставка может быть и цельной, со специально выполненными в ней впадинами с равномерным шагом. Устройство работает следукндим образом. В зависимости от толщины свариваемого материала задается скорость сварки (движение сварочной горелки). Величина скорости (линейной) вращения элементов тугоплавкой вставки 12 задается всегда большей скорости сварки, причем направление вектора вращения совмещают с направлением движения сварочной горелки, т.е. с направлением сварки. В процессе сварки происходит периодическое изменение Од , IP сварки. Величина импульсов изменения силы тока 1 и напряжение дуги Од остаются постоянными, которые обеспечиваются равномерным шагом расположения элементов тугоплавкой вставки и равными по величине впадинам между элементами вставки. Пульсация тока по величине и продолжительности обеспечивается соотношением длины впадин и длины шага между отдельными элементами и также режимами сварки. Режимы сварки выбирают с учетом минимального перекрытия точек (сварочных ванн каждого элемента тугоплавкой вставк, а также режима жесткости сварки.
Величину перекрытия определяют по формуле
п (1 - I Н00%
где D - длина сварочной ванны, мм; S - длина сварочной ванны по.сле
перекрытия, мм.
Жесткость режимов сварки определяют по формуле
а
№ где - скорость сварки (движения
сварочной горелки); Vgp - линейная скорость вращения электрода.
В процессе сварки электррд 3 приводится во вращательное движение с постоянной скоростью с помощью шестерен 9 и 10. Электрический ток на электрод подаётся через контакт 11. В процессе работы электрод охлаждается. Подвод охлаждающей среды производится с помощью устройства 5. Для более интенсивного охлаждения устройство 5 содержит кольцевой бурт 17 (фиг.1).
Устройство опробовано при сварке малоуглеродистой с-Гали толщиной равной 1,5 мм. Жесткость режима сварки
ТГЙЙ -.
10
Величина перекрытия
п(1- |) 100%(1- |)-100% 71%120 - 130 А;
Режим сварки I
сь 10
и 10 - 12 В.
Внедрение изобретения позволяет осуществить сварку в импульсном режиме (пульсирующим током) без применения специального сварочного оборудования; снизить расход дефицитных материалов на изготовление тугоплавкой вставки на 5-10%; повысить качество сварных швов (повысить глубину проплавления, повысить плотность шва), снизить деформацию в около&ювных зонах.
/5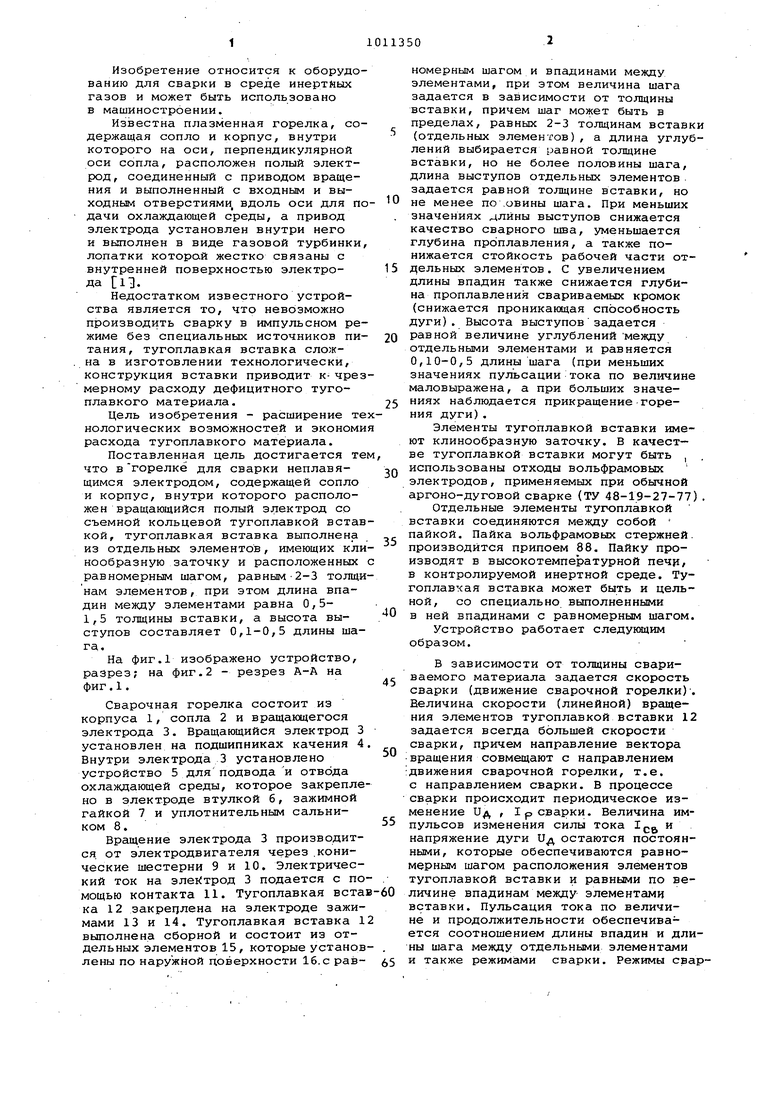
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Неплавящийся электрод | 1984 |
|
SU1224127A1 |
| Неплавящийся электрод для дуговой сварки и способ его изготовления | 1986 |
|
SU1341871A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
ГОРЕЛКА ДЛЯ СВАРКИ НБПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, содержащая сопло Икорпус, внутри которого располо.жен вращающийся полый электрод со съемной кольцевой тугоплглкой вставкой, отличающаяся тем, что, с целью расширения технологическфс возможностей и экономии тугоплавкрго материала, тугоплавкая вставка выполнена из отдельных элементов, имеющих клинообразную заточку и расположенных с равномерным шагом, ргшным 2-3 толцинам элементов, при этом длина впадин между элементами равна 0,5-1,5 толщины вставки, а высота выступов составляет О,.1-0,5 длины шага. Аргон (Л с г 00 ел 0ut.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Плазменная горелка | 1971 |
|
SU437586A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
