Изобретение относится к неразруивющему контролю качества изделий и может быть использовано для контроля круглого проката в металлургической, электротехнической и других отраслях промьииленности.
Известно устройство для центрирования изделий цилиндрической формы и дефектоскопии, содержащее опорные ролики, связанные с ползунами, первмещаемьми во фланце, а тяги связаны с поворотной планшайбой и установлены в линии контрЬля 1..
Недостатком устройства является то, что при установке на сканирующем устройстве дефектоскопа ролики, центрирующие прокат, оказываются удалены от датчиков, вращающихся на роторе, что при значительной кривизне проката приводит к увеличению погрешностей контроля.
Наиболее близким по технической сущности к изобретению является устройство для центрирования изделий цилиндрической формы к дефекто; скопу, содержащее радиальные центрирующие ролики, установленные снаружи полости ротора дефектоскопа, и регулирующий механизм, выполненный в виде раздвижньЬс скоб, закрёплягг емых на каретке дефектоскопа 2.
Недостатком этого устройства также является удаленность центрирующих роликов от датчиков дефектоскопа, что приводит, например, за счет кривизны проката к биению датчиков относительно изделия, и, как следствие, к ухудшению точ- ности контроля.
Цель изобретения - повышение качества контроля
Указанная цель достигается тем, что устройство для центрирования изделий цилиндрической формы к дефектоскопу, содержащее радиальные центрирующие ролики и регулирующий механизм, выполненный в виде раздвижных скоб, закрепляемых на каретке дефектоскопа, снабжено коромыслами по числу центрирующих роликов, на одних концах коромысел, вводимых в полость ротора дефектоскопа, закреплены центрирующие ролики, другие концы выполнены в виде вилок и шарнирно соединены с регулирующим механизмом, а опоры качания коромысел закрепляются на статоре дефектоскопа .
Кроме того, регулирующий механизм выполнен в виде ползунов с пазами, устанавливаемых на каретке, и вкладышей, установленных с возможное тью радиального пeJ9eмeщeния з пазах ползунов.
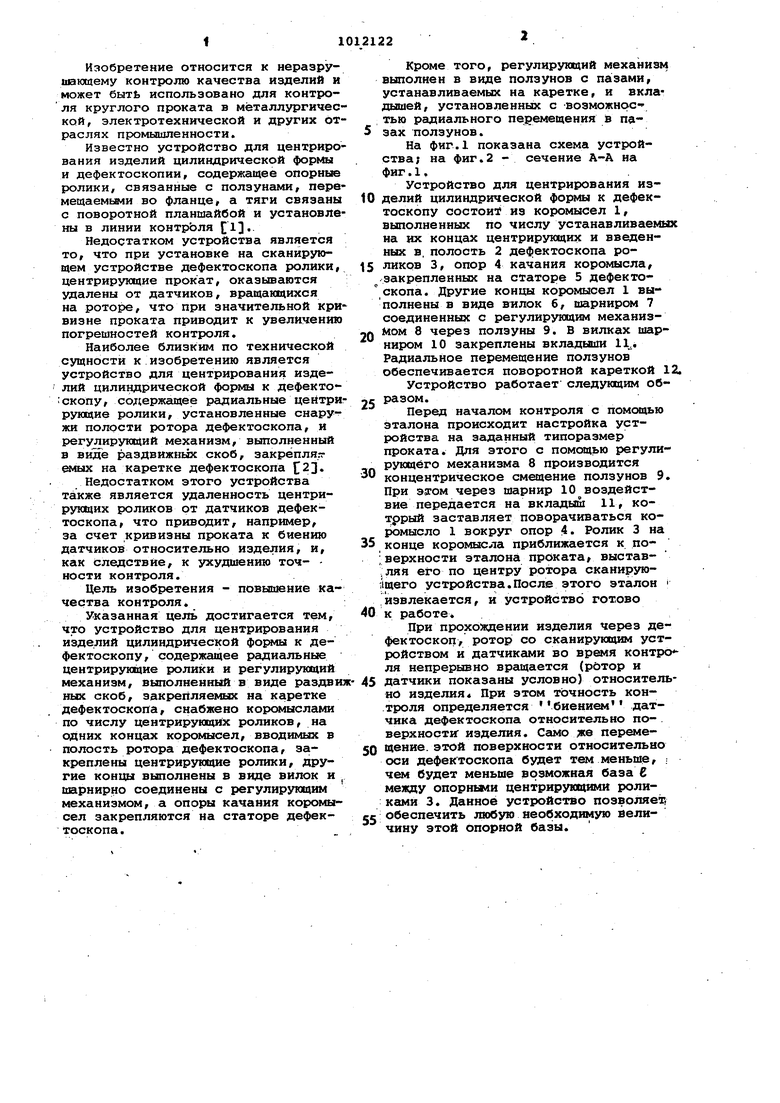
На фиг.1 показана схема устройства; на фиг.2 - сечение А-А на фиг.1.
Устройство для центрирования изделий цилиндрической формы к дефектоскопу состоит из коромысел 1, выполненных по числу устанавливаемы на их концах центрирующих и введенных в, полость 2 дефектоскопа роликов 3, опор 4 качания коромысла, закрепленных на статоре 5 дефектоскопа. Другие концы коромысел 1 вы- полнены в виде вилок б, шарниром 7 соединенных с регулирующим механизмом 8 через ползуны 9. В вилках шарниром 10 закреплены вкладьшш 11,. Радиальное перемещение ползунов обеспечивается поворотной кареткой 1
Устройство работает следующим образом.
Перед началом контроля с помощью эталона происходит настройка устройства на заданный типоразмер проката. Для этого с помощью регулирующего механизма 8 производится концентрическое смещение ползунов 9. При эзгом через шарнир 10 воздействие передается на вкладыш 11, котррый заставляет поворачиваться коромысло 1 вокруг опор 4. Ролик 3 на конце коромысла приближается к по;верхности эталона проката, выстав:ляя его по центру ротора сканирующего устройства.После этого извлекается, и устройство готово к работе
При прохождении изделия через дефектоскоп, ротор со сканирующим устройством и датчиками во время контро ля непрерывно вращается (ритор и датчики показаны условно) относительно изделия При этом точность контроля определяется биением датчика дефектоскопа относительно поверхности изделия. CeiMo же перемещение, этой поверхности относительно оси дефектоскопа будет тем меньше, : чем будет меньше возможная база между опоршми центрирующими роликами 3. Данное устройство позволяет, обеспечить любую необходимую величину этой опорной базы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования изделий цилиндрической формы к дефектоскопу | 1990 |
|
SU1795359A1 |
| Сканирующее устройство к дефектоскопу | 1980 |
|
SU947737A1 |
| Самоходное сканирующее устройство для дефектоскопии внутренней поверхности трубопроводов | 1989 |
|
SU1698737A1 |
| Устройство для крепления заготовок в пиле для резки | 1985 |
|
SU1268361A1 |
| Сканирующее устройство для дефектоскопии внутренней поверхности трубы | 1978 |
|
SU748239A1 |
| Сканирующее устройство дефектоскопа | 1979 |
|
SU974252A1 |
| Устройство для автоматического слежения за сварным швом | 1990 |
|
SU1758548A1 |
| Захватно-центрирующее устройство длядлиННОМЕРНыХ лЕСОМАТЕРиАлОВ | 1979 |
|
SU802016A1 |
| Рука манипулятора | 1985 |
|
SU1311929A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2013847C1 |
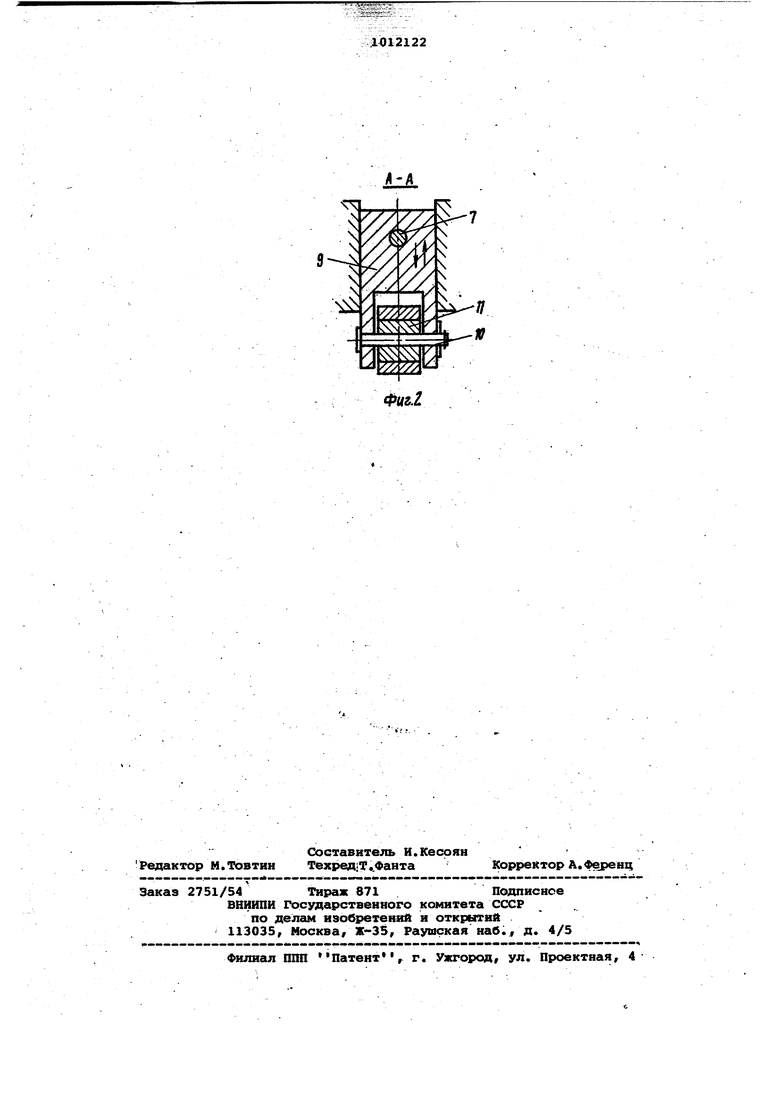
1. УСТРОЙСТТО ДЛЯ ЦЕНТРИРОВАНИЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ К ДЕФЕКТОСКОПУ, содержащее радиальные центрируятие ролики и регулирующий механиэь4, отличающеесятем, что, с целью повышения качества контроля, оно снабжено коромысIJKM по числу центрирующих роликов, | ,на одних концах корс%1ысел, вводимых в полость ротора дефектоскопа, закреплены центрирующие ролики, другие концы выполнены в виде вилок и щарнирно соединены с регулирующим механизмом, а опоры качания коромысел закрепляются на статоре де фектоскопа, 2. Устройство по п.1, отличающееся тем, что регулирующий механизм выполнен в виде пол зунов с пазами, устанавливаемых на каретке .дефектоскопа,) и вкладышей, установленных с возможностью радиального перемещения в пазах полt зунов.; .dZ/V 1C ts9 Контромруеное из9еАие
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для центрирования изделий цилиндрической формы при неразрушающем контроле | 1972 |
|
SU456204A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 2995701, кл | |||
| Телефонный аппарат, отзывающийся только на входящие токи | 1921 |
|
SU324A1 |
